
Articles
- Page Path
- HOME > J Powder Mater > Volume 33(3); 2026 > Article
-
Research Article
- Ultra-Low Temperature Mechanical Response of Laser Powder Bed Fusion–Processed C-Containing CoCrFeMnNi High-Entropy Alloy
- Jae-Yong Cheon1,2, Seong-June Youn1,3, Young-Sang Na1, Young-Kyun Kim1,*
-
Journal of Powder Materials 2026;33(3):195-202.
DOI: https://doi.org/10.4150/jpm.2026.00101
Published online: June 30, 2026
1Korea Institute of Materials Science (KIMS), Changwon, 51508, Republic of Korea
2Department of Mechanical Engineering, Chungnam National University, Daejeon, 34134, Republic of Korea
3Department of Advanced Future Convergence Materials, Korea University, Seoul, 02841, Republic of Korea
- *Corresponding author: Young-Kyun Kim E-mail: ykkim@kims.re.kr
© The Korean Powder Metallurgy & Materials Institute
This is an Open Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0/) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
- 653 Views
- 4 Download
Abstract
- This study examined the microstructure and tensile behavior, from room temperature to 4.2 K, of a carbon-containing CoCrFeMnNi high-entropy alloy (HEA) fabricated by laser powder bed fusion (LPBF). Microstructural analysis revealed that the LPBF-built HEA comprised a single face-centered cubic (FCC) phase and exhibited epitaxial grain growth along the build direction. Dislocation cell structures and Cr-rich carbides were also observed within the grains. Tensile testing demonstrated a monotonic increase in both yield strength and ultimate tensile strength with decreasing temperature, and the LPBF-fabricated HEA consistently exhibited higher strength than its wrought counterpart across the entire temperature range investigated. Deformation twins were identified in all tested specimens, with the twin fraction increasing markedly at 4.2 K. These findings suggest that the excellent mechanical performance of the LPBF-fabricated carbon-containing CoCrFeMnNi HEA under ultra-low-temperature conditions is attributable to the combined effects of process-inherent microstructural features and pronounced deformation twinning.
- Increasing attention has recently been directed toward metallic materials for ultra-cryogenic applications, such as liquid-hydrogen storage and transport systems, space propulsion devices, and cryogenic structural components. For such applications, it is essential to simultaneously achieve high strength, excellent ductility, and high toughness even at very low temperatures. Accordingly, the development of next-generation structural materials that can fulfill these demanding requirements has become increasingly important. In particular, metallic materials with a face-centered cubic (FCC) structure have emerged as promising candidates for ultra-cryogenic structural applications because they retain excellent deformability and high damage tolerance even at very low temperatures [1, 2]. Among them, the CoCrFeMnNi alloy, a representative single-phase FCC high-entropy alloy (HEA), has been extensively reported to exhibit an exceptional combination of strength, ductility, and fracture resistance under cryogenic conditions [3, 4]. Nevertheless, its relatively low yield strength limits its use in extreme environments, motivating the development of various strengthening strategies [5, 6]. In this regard, recent studies have actively explored the addition of interstitial elements, such as carbon (C), to enhance strength by improving the intrinsic properties of the alloy [3, 4, 7]. At the same time, ultra-cryogenic components, including liquid hydrogen storage tanks, piping systems, and aerospace parts, often demand both geometrical complexity and high structural efficiency. However, conventional manufacturing processes based on casting and subtractive machining have inherent limitations in producing such complex geometries with high precision, highlighting the growing need for alternative manufacturing routes.
- Additive manufacturing (AM) has emerged as a promising approach for overcoming these limitations, and among the available techniques, laser powder bed fusion (LPBF) is one of the most widely adopted for metallic materials [8]. In LPBF, thin layers of metal powder are repeatedly deposited according to three-dimensional CAD data and selectively melted and solidified using a high-energy laser, enabling the direct fabrication of components with complex geometries [9]. This process offers a significant advantage in producing intricate parts that are difficult to achieve through conventional manufacturing routes, while maintaining high dimensional precision, and is therefore particularly well suited for high-performance components that require lightweight designs and structural customization [10]. Moreover, the rapid solidification and repetitive thermal history inherent to LPBF give rise to unique microstructures that differ markedly from those formed during conventional processing, thereby offering new opportunities to tailor the mechanical properties of materials [11].
- To date, numerous studies have investigated the cryogenic mechanical properties of LPBF-fabricated CoCrFeMnNi alloys. However, most have focused primarily on behavior at around liquid nitrogen temperature of 77 K [3, 4, 12, 13]. For practical applications such as liquid-hydrogen storage tanks and aerospace structural components, evaluation of mechanical properties in the ultra-cryogenic regime below 20 K is essential. Nevertheless, studies on the mechanical properties and deformation behavior of LPBF-fabricated CoCrFeMnNi alloys under such ultra-cryogenic conditions remain extremely limited, and investigations of alloys with add interstitial elements are even scarcer.
- In this study, a carbon-containing CoCrFeMnNi alloy was fabricated via the LPBF process, and its mechanical properties and deformation behavior were systematically examined at the ultra-cryogenic temperature of 4.2 K. Based on these results, the applicability of the LPBF-fabricated carbon-added CoCrFeMnNi alloy as a structural material for ultra-cryogenic service was assessed.
1. Introduction
- Pre-alloyed powder containing 1.5 at.% C was employed to fabricate the carbon-added CoCrFeMnNi alloy using the laser powder bed fusion (LPBF) process. The detailed characteristics of the powder, including its chemical composition, morphology, and particle size distribution, are provided in a previous study [14]. The LPBF specimens were fabricated using a laser power of 200 W, a scan speed of 600 mm s−1, a hatch spacing of 80 μm, and a layer thickness of 25 μm, and are hereafter denoted as LPBF-built HEA. For comparison of microstructural and mechanical characteristics, an equiatomic CoCrFeMnNi alloy was also prepared by vacuum induction melting. The as-cast ingot was subjected to homogenization treatment, followed by cold rolling to a thickness reduction of 80%, and then post-annealed at 1000 °C for 1 h. This material is hereafter referred to as wrought HEA.
- For microstructural characterization, the specimens were mechanically polished using SiC papers (#100–2000) and a 1 μm diamond suspension. Field-emission scanning electron microscopy (FE-SEM; MYRA 3 XMH, Tescan, Czech Republic) was employed for microstructural observation, and electron channeling contrast imaging (ECCI) was acquired at an accelerating voltage of 30 kV using a backscattered electron (BSE) detector with a working distance of 7 mm. The microstructure was further analyzed by electron backscatter diffraction (EBSD; Nordlys CMOS detector, Oxford Instruments, UK).
- Nanoscale precipitates in the alloy were examined using transmission electron microscopy (TEM; JEOL-2200FS, JEOL, Japan) in conjunction with electron energy loss spectroscopy (EELS).
- Tensile properties at 298 K, 77 K, and 4.2 K were evaluated using a universal testing machine (Minos-250H, MTDI, Korea) at an initial strain rate of 10⁻³ s⁻¹. The cryogenic tensile tests were conducted in accordance with ASTM E1450, using liquid nitrogen and liquid helium as refrigerants to achieve the target test temperatures. During the cryogenic tests, the specimen temperature was monitored using a DT-670 cryogenic temperature sensor. The strain data were directly obtained using a cryogenic extensometer (Epsilon, USA) capable of operating below 4.2 K, which was attached to the gauge section of the specimen. For each material, three independent tests were conducted to ensure the reliability of the tensile properties.
2. Experimental Section
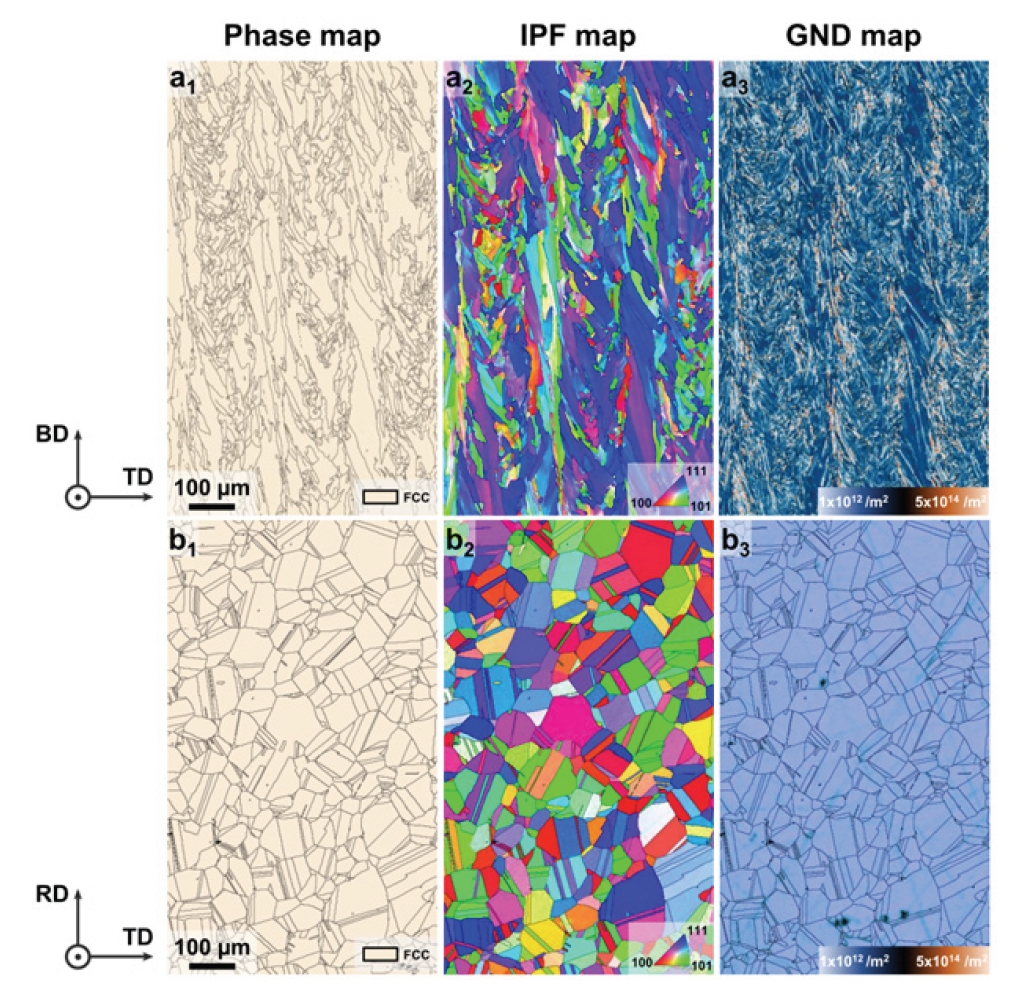
- Fig. 1 shows the EBSD observation results of the LPBF-built HEA and the wrought HEA. The phase maps (Fig. 1a1,b1) indicate that both alloys consisted of a single FCC phase, with no detectable second-phase precipitates such as carbides. The IPF map of the LPBF-built HEA (Fig. 1a2) reveals a microstructure characterized by epitaxial grain growth along the build direction, which is attributed to the repeated melting and solidification cycles inherent to the LPBF process that promote continuous grain growth along this direction [15]. A relatively pronounced <111> preferred orientation was also observed, and the average grain size was approximately 17.3 μm. In EBSD analysis, grain boundaries with misorientation angles greater than 15° were defined as high-angle grain boundaries (HAGBs), and the average grain size was determined using the equivalent circle diameter method. By contrast, the wrought HEA exhibited equiaxed grains with random crystallographic orientations throughout the specimen, together with numerous annealing twins (Fig. 1b2). Its average grain size was approximately 92.1 μm. The GND maps (Fig. 1a3,b3) further show that the LPBF-fabricated HEA possessed a substantially higher GND density than the wrought HEA, with average values of approximately 3.74×1014 and 0.17×1014 m-2, respectively. This difference is likely associated with the large thermal gradients and repetitive thermal history generated during LPBF, as well as the extremely high cooling rates (103–108 K/s), which promote the accumulation of thermal stresses and local lattice distortion [16, 17].
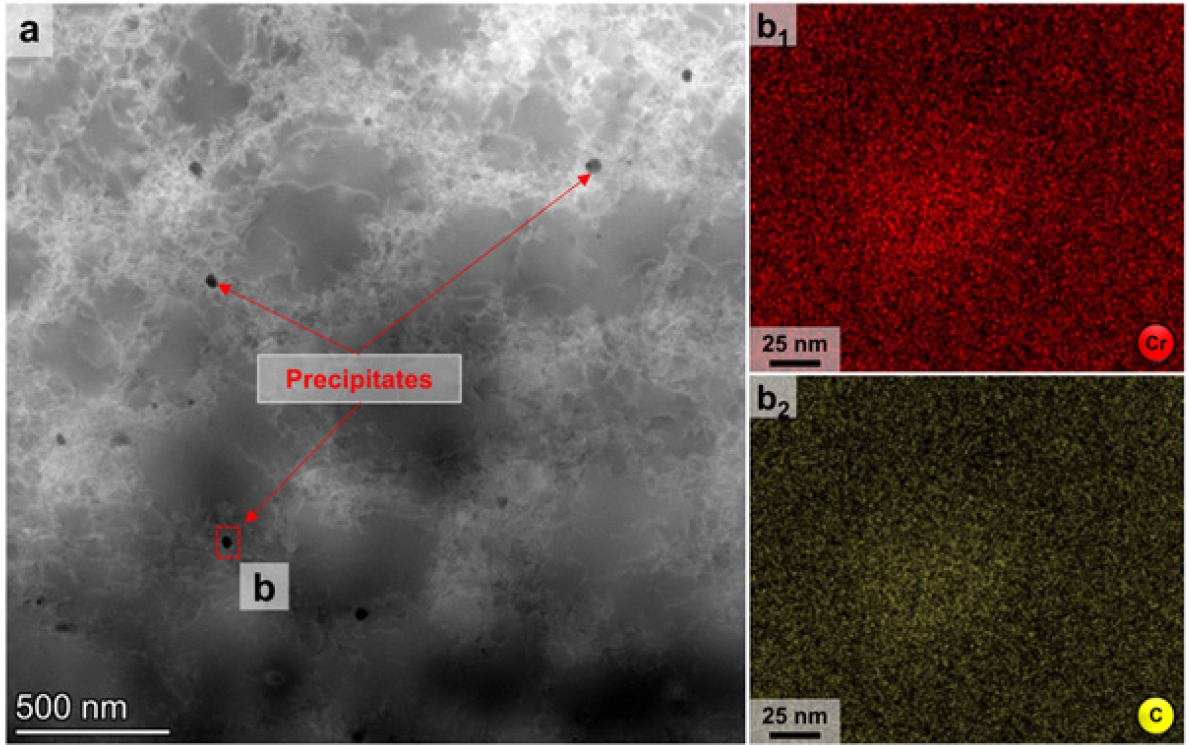
- While the EBSD phase map of the LPBF-fabricated HEA (Fig. 1a1) revealed no resolvable second-phase precipitates, complementary TEM and EELS analyses were carried out to investigate nanoscale features beyond the spatial resolution of EBSD. Fig. 2 shows the TEM and EELS elemental mapping results obtained to examine the dislocation structures and elemental distribution of the LPBF-fabricated HEA in detail. The TEM image (Fig. 2a) reveals a dislocation cell structure distributed throughout the matrix, together with fine precipitates, several tens of nanometers in size, dispersed along the cell boundaries. The EELS maps (Fig. 2b1,b2) further indicate that these precipitates are relatively enriched in Cr and C compared with the matrix, suggesting that they correspond to Cr-rich M23C6 carbides [18, 19]. Their formation is likely associated with local segregation of Cr and C along dislocation cell structures or subgrain boundaries during solidification and repeated thermal cycling in the LPBF process, ultimately resulting in the precipitation of nanoscale carbides [20, 21].
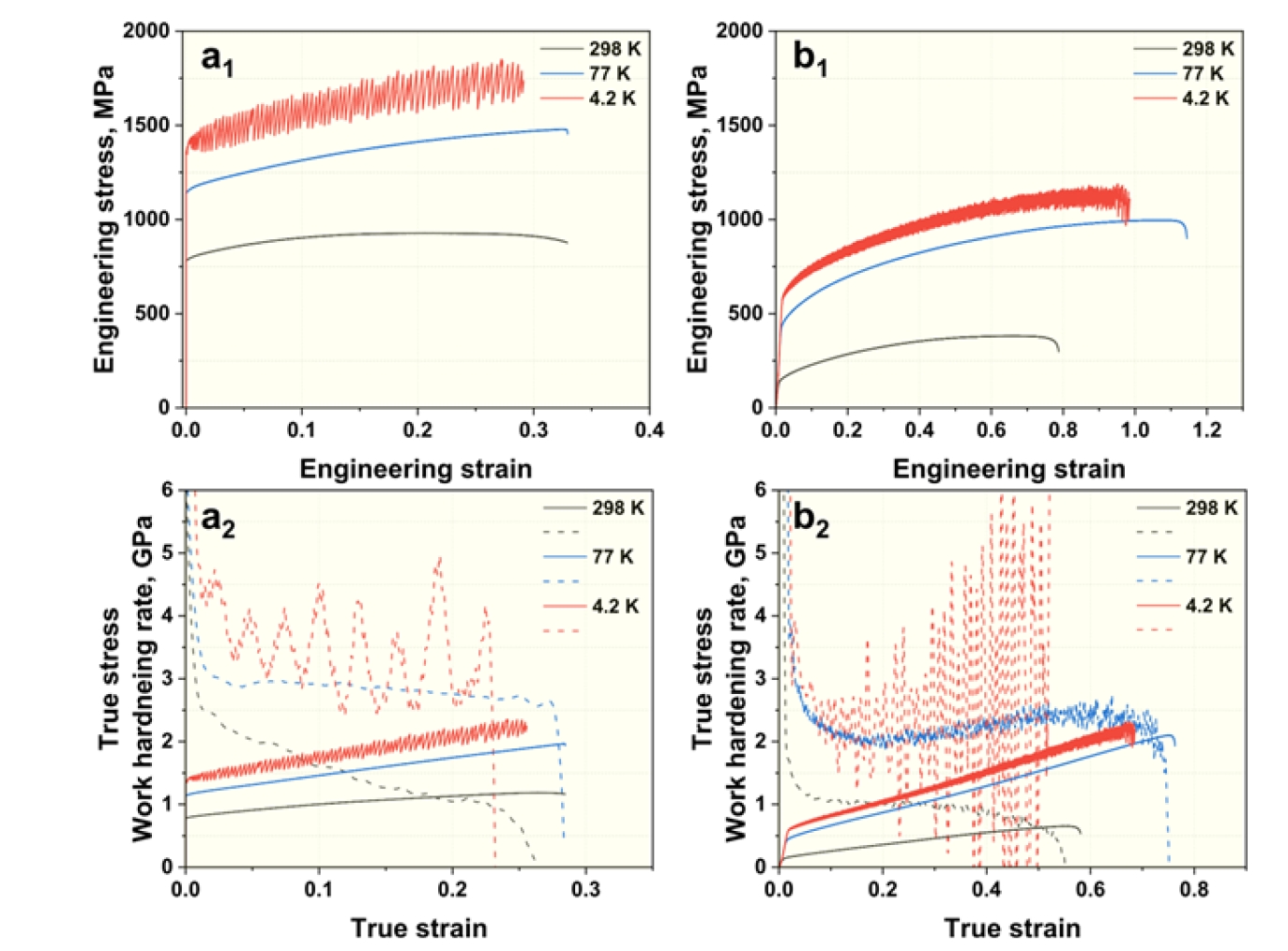
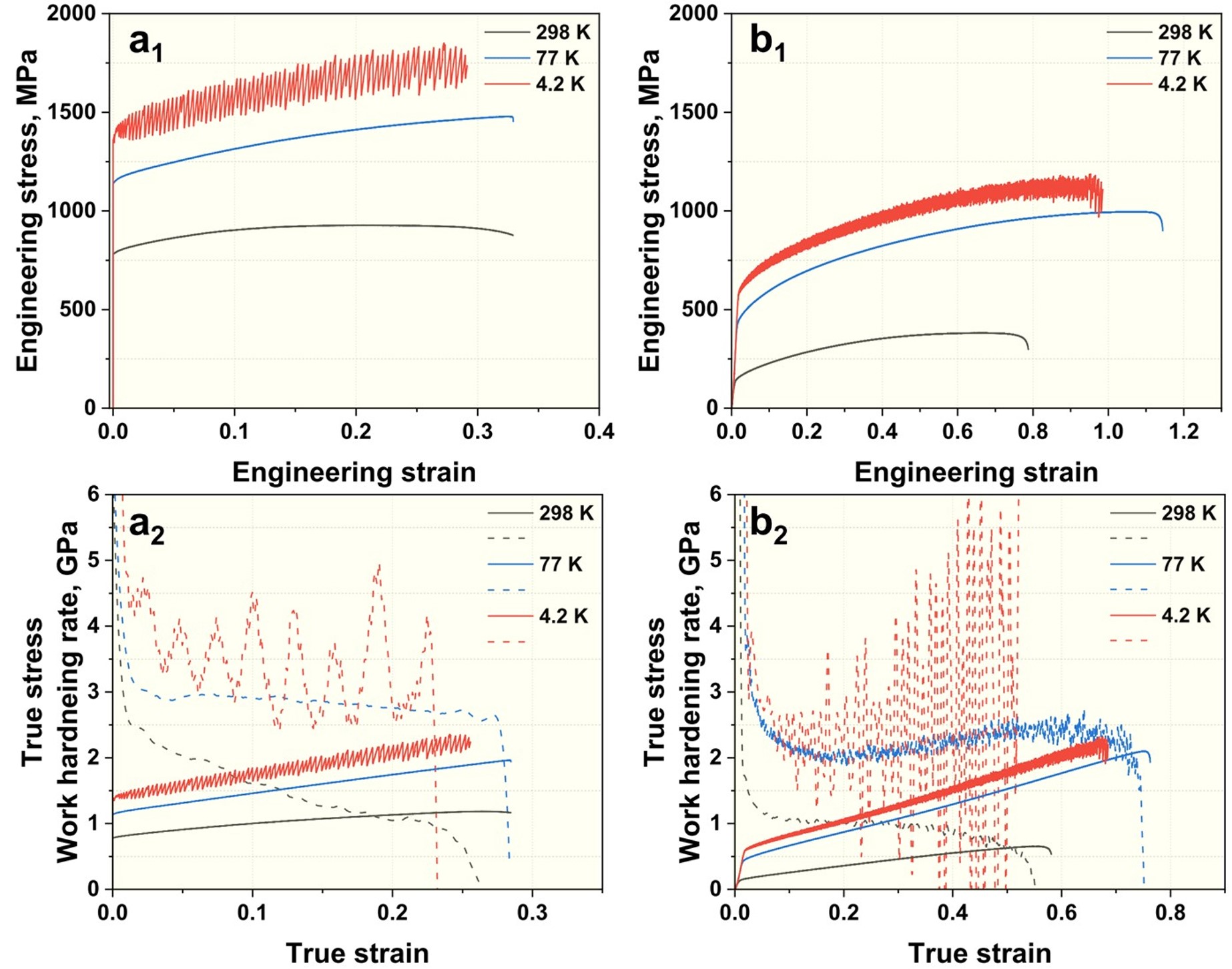
- Fig. 3 shows the tensile test results of the LPBF-fabricated HEA and wrought HEAs at 298 K, 77 K, and 4.2 K, while Table 1 summarizes the corresponding 0.2% offset yield strength, ultimate tensile strength, uniform elongation, and fracture elongation at each test temperature. Herein, Fig. 3a presents the results for the LPBF-fabricated HEA, whereas Fig. 3b shows those for the wrought HEA. The engineering stress–strain curves (Fig. 3a1,b1) indicate that, for both materials, the yield strength and ultimate tensile strength increased with decreasing temperature. Notably, the LPBF-fabricated HEA exhibited higher yield strength and ultimate tensile strength than the wrought HEA over the entire temperature range examined. This superior strength is attributed to the combined strengthening effects of the finer grain structure, higher dislocation density, and the presence of Cr-rich carbides. At 4.2 K, both the LPBF-fabricated and wrought HEAs exhibit serrated flow during plastic deformation, whereas the curves obtained at 298 K and 77 K remain relatively smooth. Such serrations are characteristic of discontinuous plastic flow in alloys deformed below 20 K [22-24]. They are generally associated with localized plastic instabilities arising from limited heat dissipation, transient thermal softening, and intermittent dislocation motion under extremely low-temperature conditions [25, 26]. The true stress–true strain curves and the corresponding strain-hardening rate (dσ/dε) curves (Fig. 3a2,b2) further show that the LPBF-built HEA maintained a relatively higher strain-hardening rate than the wrought HEA throughout deformation. In general, within a given class of materials, a higher yield strength is often accompanied by a lower strain-hardening rate; however, the LPBF-fabricated HEA in the present study exhibited both high yield strength and a high strain-hardening capacity [14]. This behavior is likely associated with the cell structure and high GND density introduced by the LPBF process, which promote continuous dislocation accumulation during deformation and thereby lead to the development of back-stress hardening [4]. In addition, the cell boundaries and fine carbides are considered to act as stable barriers to dislocation motion, enabling further dislocation storage and thereby contributing to the sustained high strain-hardening rate [4, 14].
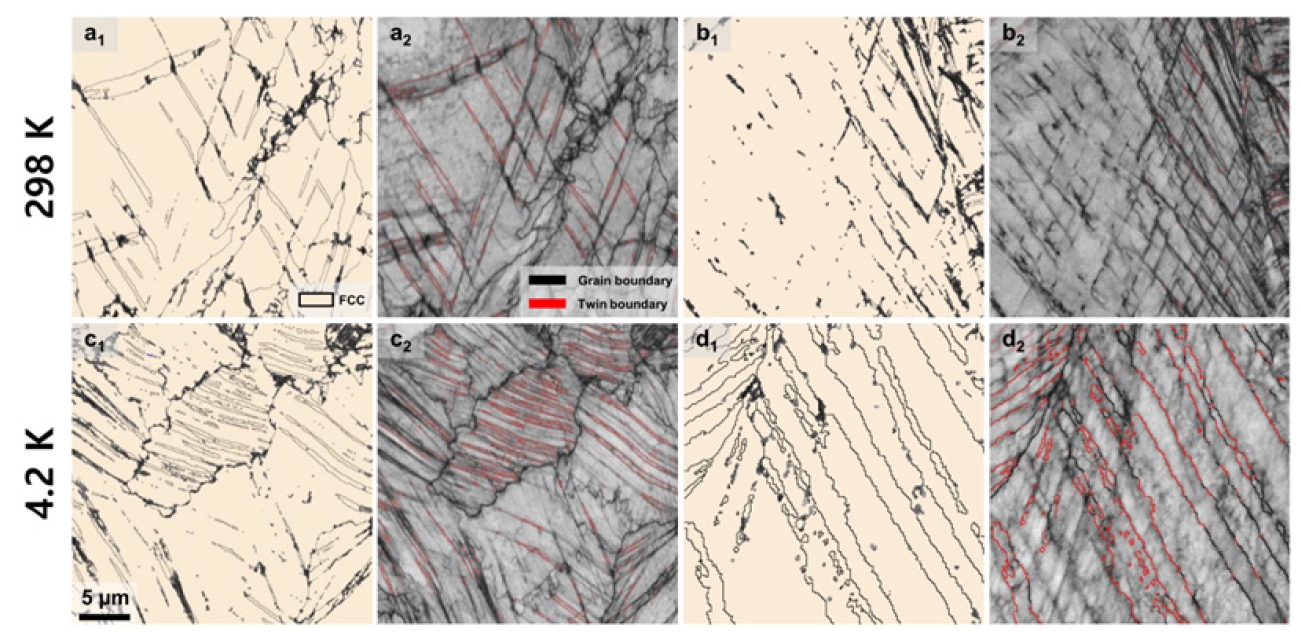
- To examine the temperature-dependent deformation behavior of the LPBF-fabricated and wrought HEAs, EBSD analyses were performed on tensile-fractured specimens deformed at 298 K and 4.2 K, and the results are presented in Fig. 4. Fig. 4a,b show the deformed microstructure of the LPBF-fabricated HEA and wrought HEAs at 298 K, respectively, whereas Fig. 4c,d show the corresponding specimens deformed at 4.2 K. The EBSD phase maps (Fig. 4a1–d1) reveal that all specimens retained a single FCC phase regardless of deformation temperature, indicating that no transformation-induced plasticity (TRIP) occurred even under ultra-cryogenic deformation conditions. Meanwhile, the band contrast maps (Fig. 4a2–d2) show that deformation twins formed in both materials at all test temperatures. For both materials, the twin fraction increased markedly in the specimens deformed at 4.2 K compared with those deformed at room temperature. In particular, at room temperature, the LPBF-fabricated HEA exhibited a relatively higher twin fraction than the wrought HEA. The critical twinning stress calculated from the grain-size-dependent relation proposed for the CoCrFeMnNi alloy is given as follows [27].
- Here, σtw is the critical twinning stress, d is the grain size, ktw is the Hall–Petch coefficient for deformation twinning (500 MPa•μm1/2), and σtw,0 is the friction stress (592 MPa). The calculated critical twinning stresses were 657.0 MPa and 552.1 MPa for the LPBF-fabricated and wrought HEAs, respectively. This indicates that a higher stress is required to initiate twinning in the LPBF-fabricated HEA, which is attributed to its finer grain size. In general, because carbon addition in CoCrFeMnNi-based alloys can increase the stacking fault energy (SFE), the actual critical twinning stress is expected to be even higher than the calculated value [28]. Meanwhile, for the wrought HEA, the true stress–true strain curve (Fig. 3b2) shows that the critical twinning stress was reached only in the later stage of deformation at room temperature, whereas it was exceeded from the early stage of deformation at 4.2 K. Therefore, in the LPBF-fabricated HEA, deformation twinning is considered to be activated from the early stage of deformation at both room temperature and 4.2 K, which can explain its relatively higher twin fraction than that of the wrought HEA even at room temperature.
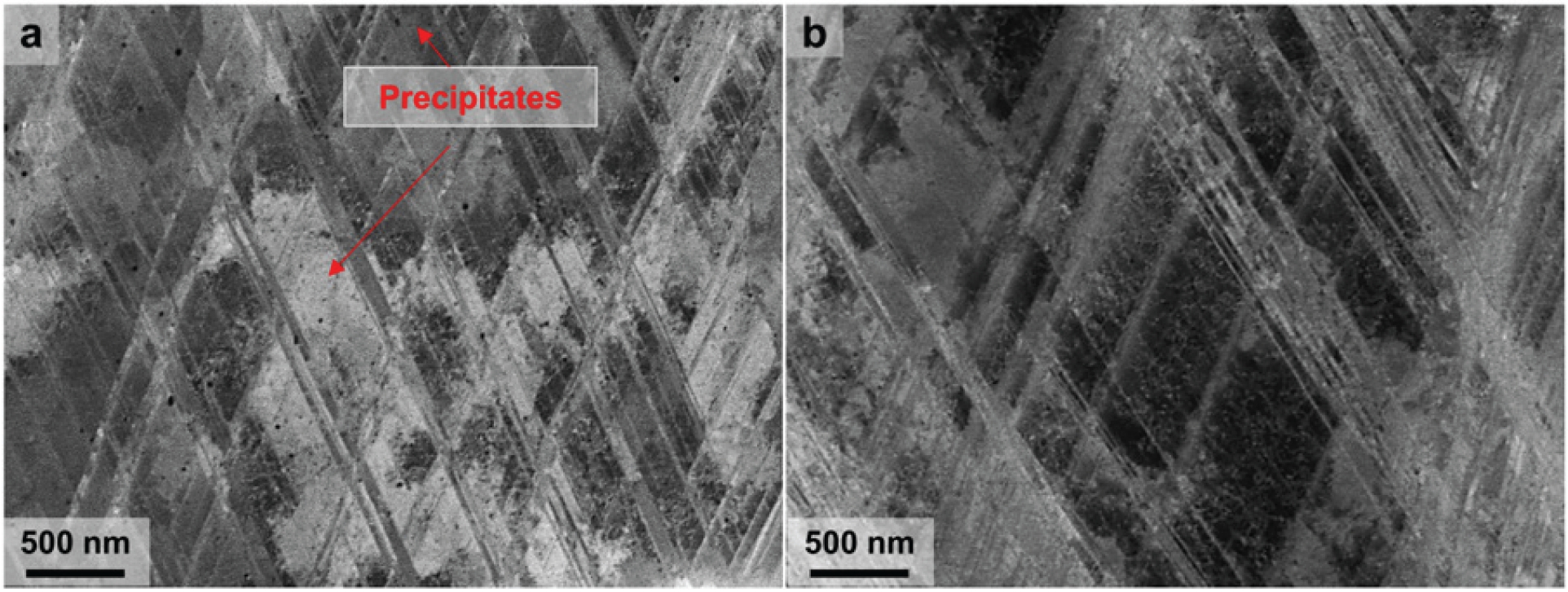
- Fig. 5 shows ECC images of the deformation microstructures of the LPBF-fabricated and wrought HEAs after tensile deformation at 4.2 K. Both materials exhibited a high density of deformation twins, together with complex twinning structures formed by the intersection of twins with different orientations. These observations indicate that deformation twinning was highly activated at 4.2 K. In CoCrFeMnNi alloys, deformation twinning is widely recognized as a key mechanism for achieving high strength without sacrificing ductility [29]. In the LPBF-fabricated HEA (Fig. 5a), fine precipitates were also observed locally. These precipitates, together with twin boundaries, are likely to serve as additional barriers to dislocation motion. Moreover, densely developed twin bundles and twin–twin intersections can further reduce the effective dislocation mean free path and promote dislocation storage, thereby contributing to the high strain-hardening response at ultra-cryogenic temperatures [14]. In other words, these microstructural features may enable a high yield strength to be achieved without compromising fracture elongation.
3. Results and Discussion
- In this study, the microstructure and tensile properties from 298 K to 4.2 K of a carbon-containing CoCrFeMnNi alloy fabricated by the LPBF process were investigated. Microstructural characterization revealed that the LPBF-fabricated HEA exhibited epitaxial grain growth, a high GND density, and Cr-rich carbides. Tensile tests conducted at room temperature and ultra-cryogenic temperatures showed that both the yield strength and ultimate tensile strength increased with decreasing temperature, while the LPBF-fabricated HEA consistently exhibited higher strength than the wrought HEA. Post-deformation microstructural analysis further revealed the formation of deformation twins under all temperature conditions, with the twin fraction increasing markedly at 4.2 K. These results demonstrate that the LPBF-fabricated HEA exhibits superior ultra-cryogenic mechanical properties compared with the wrought HEA, owing to the combined effects of fine grains, high dislocation density, Cr-rich carbides, and active deformation twinning.
4. Conclusion
-
Funding
This work was financially supported by the National Research Foundation of Korea (NRF) funded by the Korea government (MSIT) (No. RS-2026-25487868) and Fundamental Research Program of the Korea Institute of Materials Science (No. PNKA940).
-
Conflict of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
-
Data Availability Statement
All dataset files used in this study are already provided in the manuscript.
-
Author Information and Contribution
Jae-Yong Cheon: Ph.D student; writing–original draft
Seong-June Youn: Ph.D student; writing–original draft
Young-Sang Na: Principal Researcher; Supervision
Young-Kyun Kim: Senior Researcher; Writing–original draft, Supervision, Conceptualization
-
Acknowledgments
None
Article information
- 1. S.-K. Oh, J.H. Lee, S.-J. Youn, S.-M. Jeon, J. H. Ahn, Y.-K. Kim and Y.-S. Na: Mater. Sci. Eng. A, 921 (2025) 147587.Article
- 2. J. W. Bae, J. B. Seol, J. Moon, S. S. Sohn, M. J. Jang, H. Y. Um, B.-J. Lee and H. S. Kim: Acta. Mater., 161 (2018) 388.Article
- 3. Y.-K. Kim and K.-A. Lee: Mater. Sci. Eng. A, 873 (2023) 145042.Article
- 4. H. Park, H. Kwon, K. T. Kim, J.-H. Yu, J. Choe, H. Sung, H. S. Kim, J. G. Kim and J. M. Park: Addit. Manuf., 86 (2024) 104223.Article
- 5. P. Ji, Y. Jia, P. Ma, Y. Mu, K. Sun and G. Wang: J. Mater. Res. Technol., 23 (2023) 3166.Article
- 6. C. Nagarjuna, S. K. Dewangan, H. Lee, E. Song, K. R. Rao and B. Ahn: J. Powder Mater., 32 (2025) 145.Article
- 7. Z. Li: Acta. Mater., 164 (2019) 400.Article
- 8. Y.-K. Kim, J. Choe and K.-A. Lee: J. Alloys. Compd., (2019) 680.
- 9. S.-J. Youn, G.W. Noh, S. S. Sohn, Y.-S. Na and Y.-K. Kim: J. Powder Mater., 32 (2025) 131.Article
- 10. D.-H. Yang, Y.-K Kim, Y. Hwang, M.-S. Kim and K.-A. Lee: J. Powder Mater., 26 (2019) 471.Article
- 11. S.-M. Jeon, Y.-S. Na and Y.-K. Kim: J. Powder Mater., 32 (2025) 95.ArticlePDF
- 12. E. S. Kim, K. R. Ramkumar, G. M. Karthick, S. G. Jeong, S. Y. Ahn, P. Sathitamoorthi, H. Par, Y.-U. Heo and H. S. Kim: J. Alloys. Compd., 942 (2023) 169062.Article
- 13. Y.-K. Kim, M.-C. Kim and K.-A. Lee: J. Mater. Sci., 97 (2022) 10.
- 14. Y.-K. Kim, J.-H. Yu, H. S. Kim and K.-A. Lee: Compos. Part B Eng., 210 (2021) 108638.Article
- 15. J.-E. Ahn, Y.-K. Kim, S. Yang and K.-A. Lee: J. Alloys. Compd., 918 (2022) 165601.Article
- 16. S.-J. Youn, Y.-K. Kim, S.-W. Kim and K.-A. Lee: Intermetallics., 124 (2020) 106859.Article
- 17. P. K. Gokuldoss, S. Kolla and J. Eckert: Materials., 10 (2017) 672.Article
- 18. W. Wu, R. Zhou, B. Wei, S. Ni, Y. Liu and M. Song: Mater. Charact., 144 (2018) 605.Article
- 19. O. A. Lukianova, Z. Rao, V. Kulitckii, Z. Li, G. Wilde and S. V. Divinski: Scr. Mater, 188 (2020) 264.Article
- 20. X. Wang, J. A. Muñiz-Lerma, O. Sánchez-Mata, M. A. Shandiz and M. Brochu: Mater. Sci. Eng. A, 736 (2018) 27.Article
- 21. Y. Sun, H. Zhao, R. Huang, L. Liu, C. Tan, D. Lin, B. Chen, X. Song and R. Ma: J. Mater. Res. Technol., 27 (2023) 703.Article
- 22. K. Son, S.-M. Jeon, B. K. Paul, Y.-S. Na, K. Lee and Y.-K. Kim: J. Mater. Sci. Technol., 234 (2025) 319.Article
- 23. H. Park, H. Jung, M. Y. Sung, Y.-K. Kim, J. Jung, Y. Lee, N. Kang, K. T. Kim, Y.-S. Na, S. S. Sohn and J. M. Park: Mater. Sci. Eng. A, 950 (2025) 149460.Article
- 24. M.Y. Sung, T. J. Jang, S. Y. Song, C.-G. Lee, J. H. Lee, Y.-K. Kim, S.-H. Oh, B.-J. Lee, A. Zargaran, S.-H. Kim, Y.-S. Na and S. S. Sohn: Adv. Funct. Mater., 36 (2026) e15593.Article
- 25. T .J. Jang, M. Y. Sung, G. Lee, H. Lee, J. H. Lee, A. Zargaran, Y.-K. Kim, Z. Li, Y.-S. Na and S. S. Sohn: Int. J. Plast., 194 (2025) 104473.Article
- 26. T. J. Jang, G. Lee, S. Y. Song, M. Y. Sung, J. H. Lee, Y.-K. Kim, H. Sung, A. Saksena, B. Gault, S.-H. Kim, A. Zargaran, Y.-S. Na and S. S. Sohn: Acta Mater., 300 (2025) 121513.Article
- 27. C. Wagner and G. Laplanche: Int. J. Plast., 166 (2023) 103651.Article
- 28. Y. Ikeda, I. Tanaka, J. Neugebauer and F. Körmann: Phys. Rev. Mater., 3 (2019) 113603.Article
- 29. G. Laplanche, A. Kostka, O. M. Horst, G. Eggeler and E. P. George: Acta. Mater., 118 (2016) 152.Article
References
Figure & Data
References
Citations
 ePub Link
ePub Link Cite this Article
Cite this Article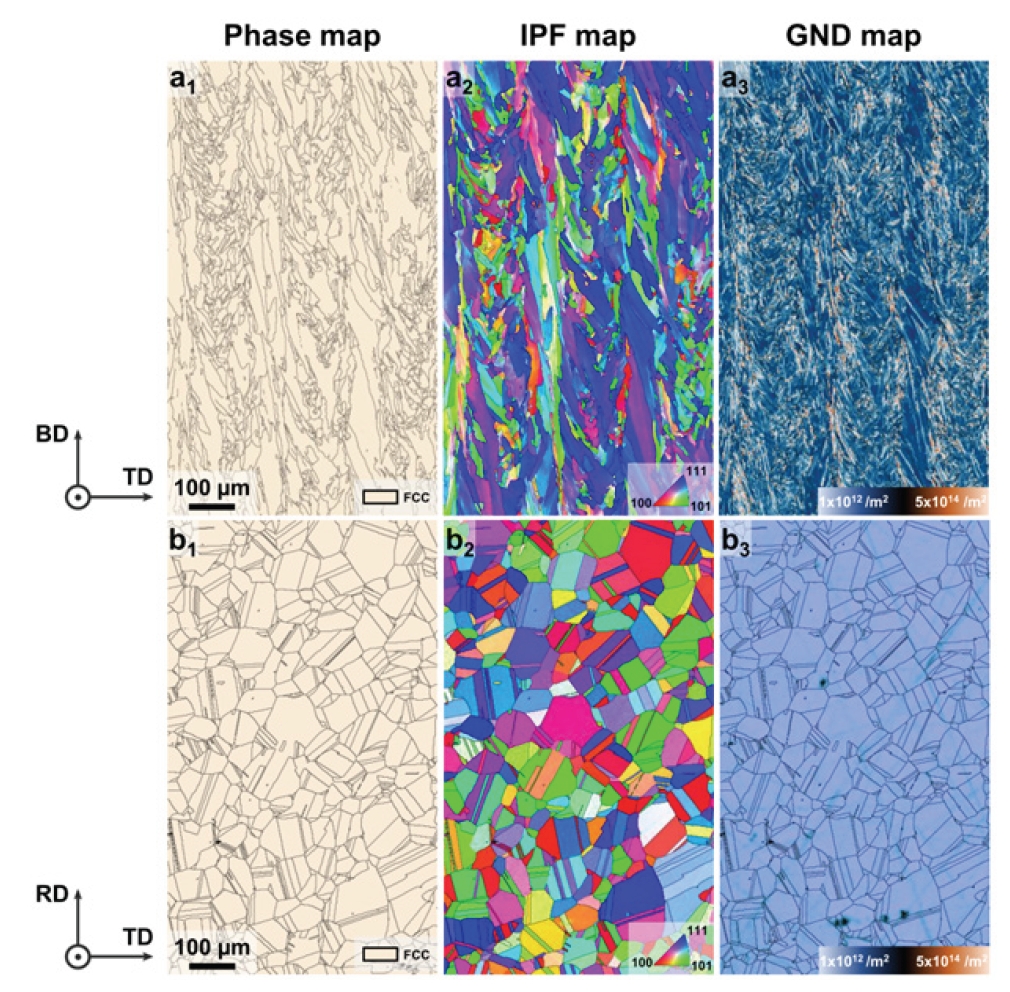
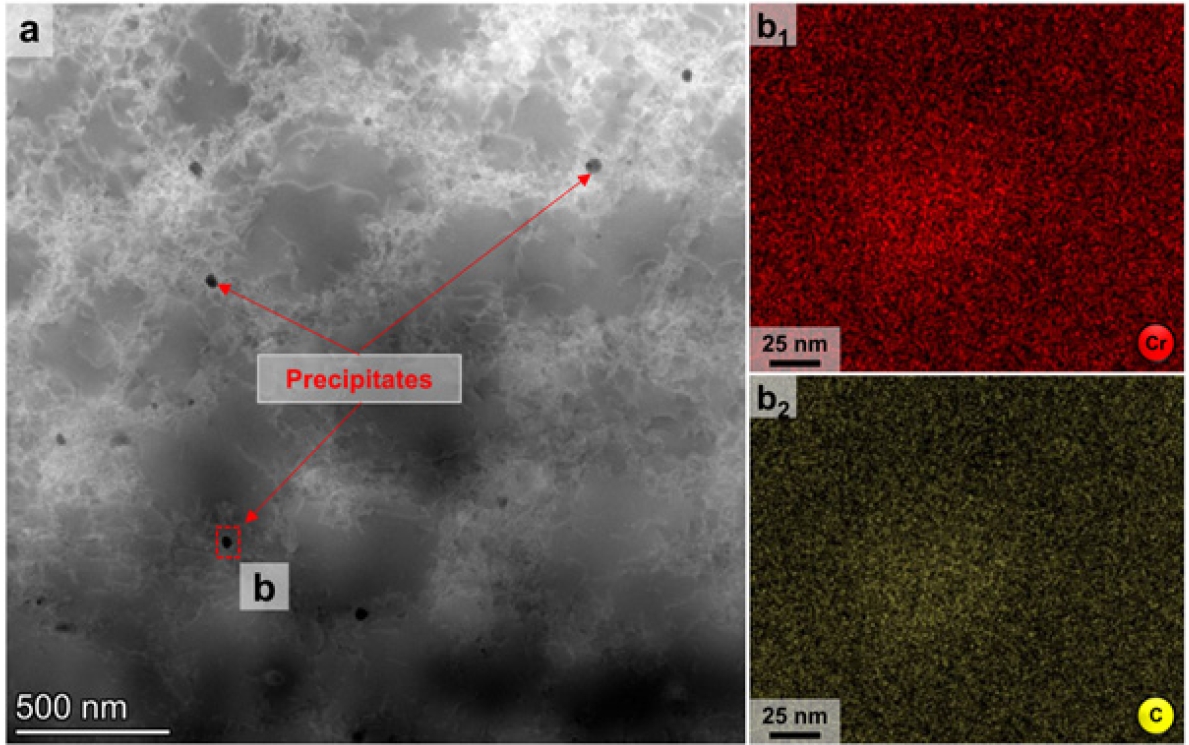
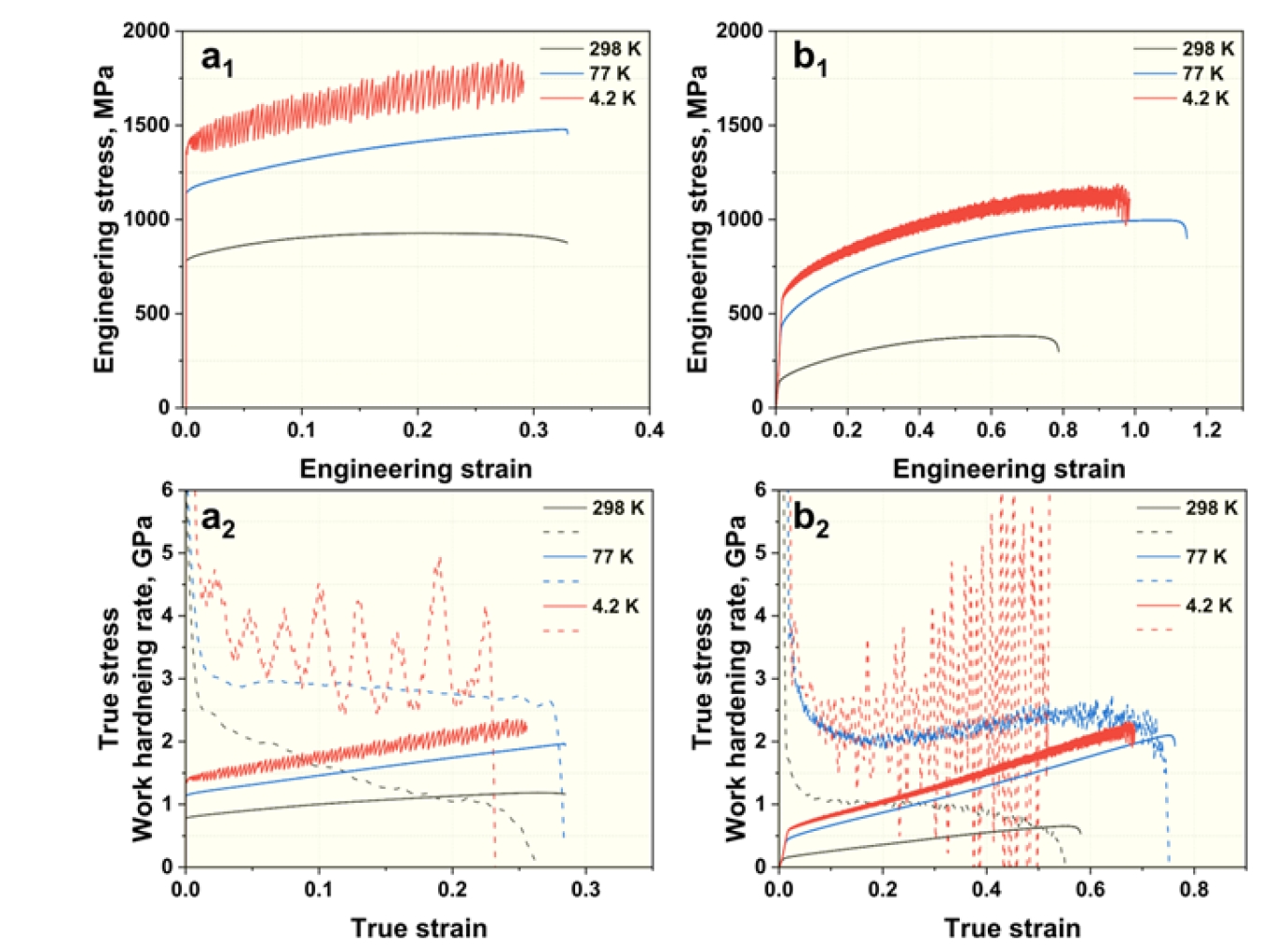
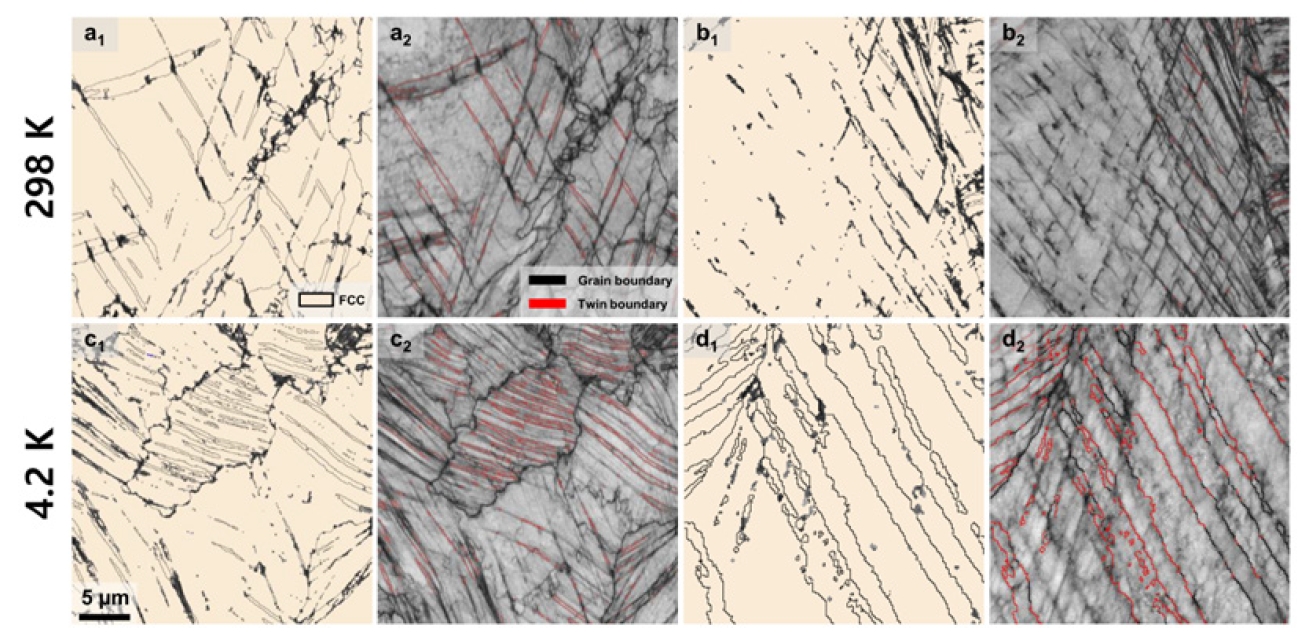
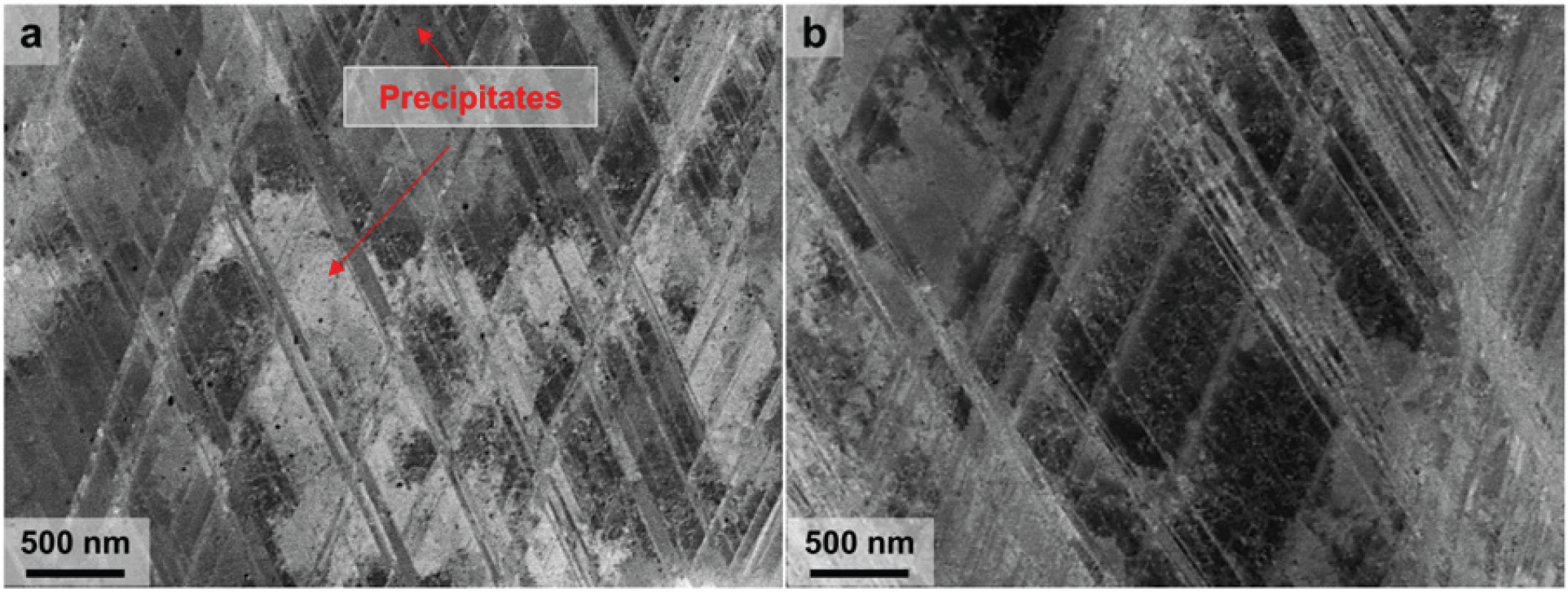
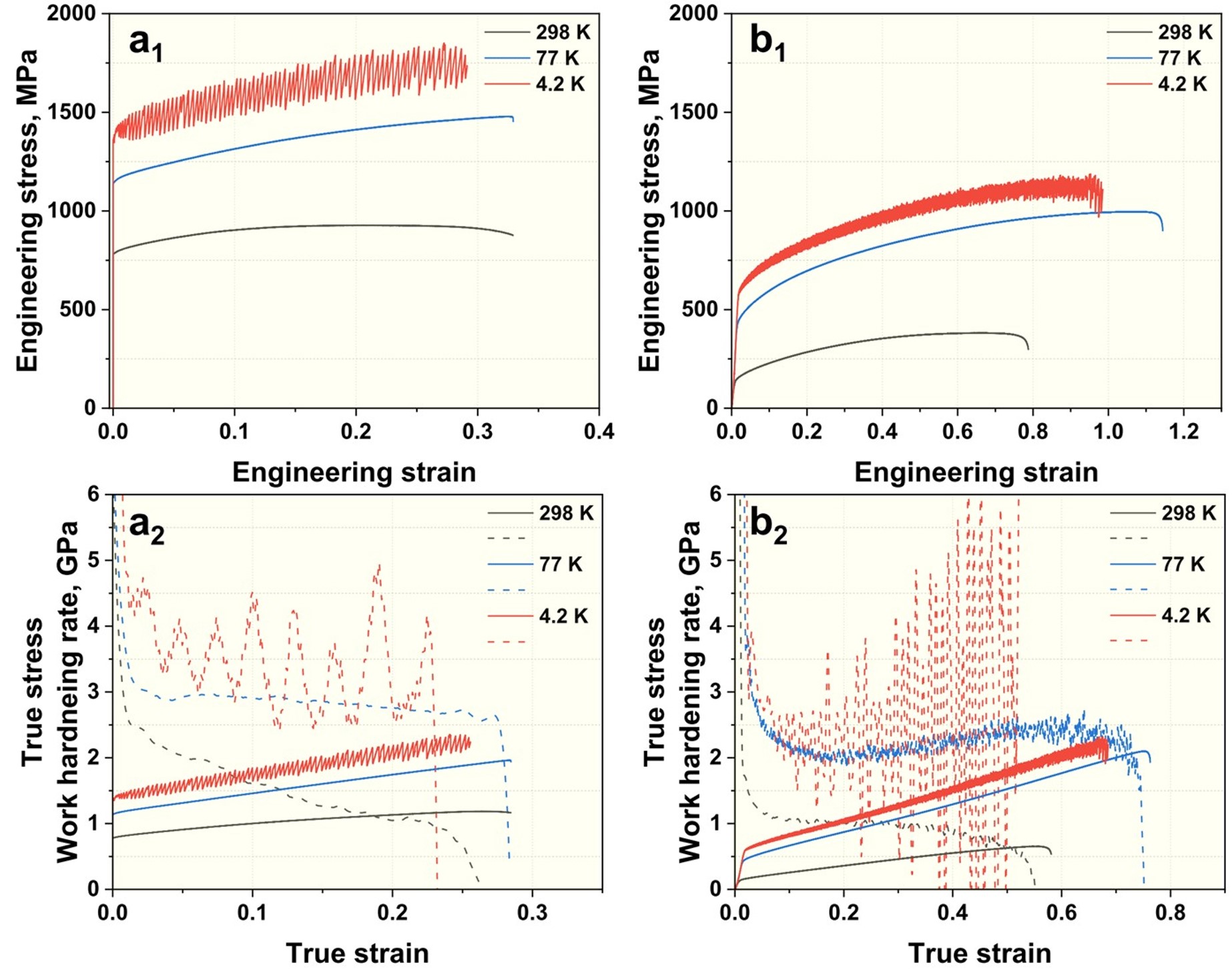
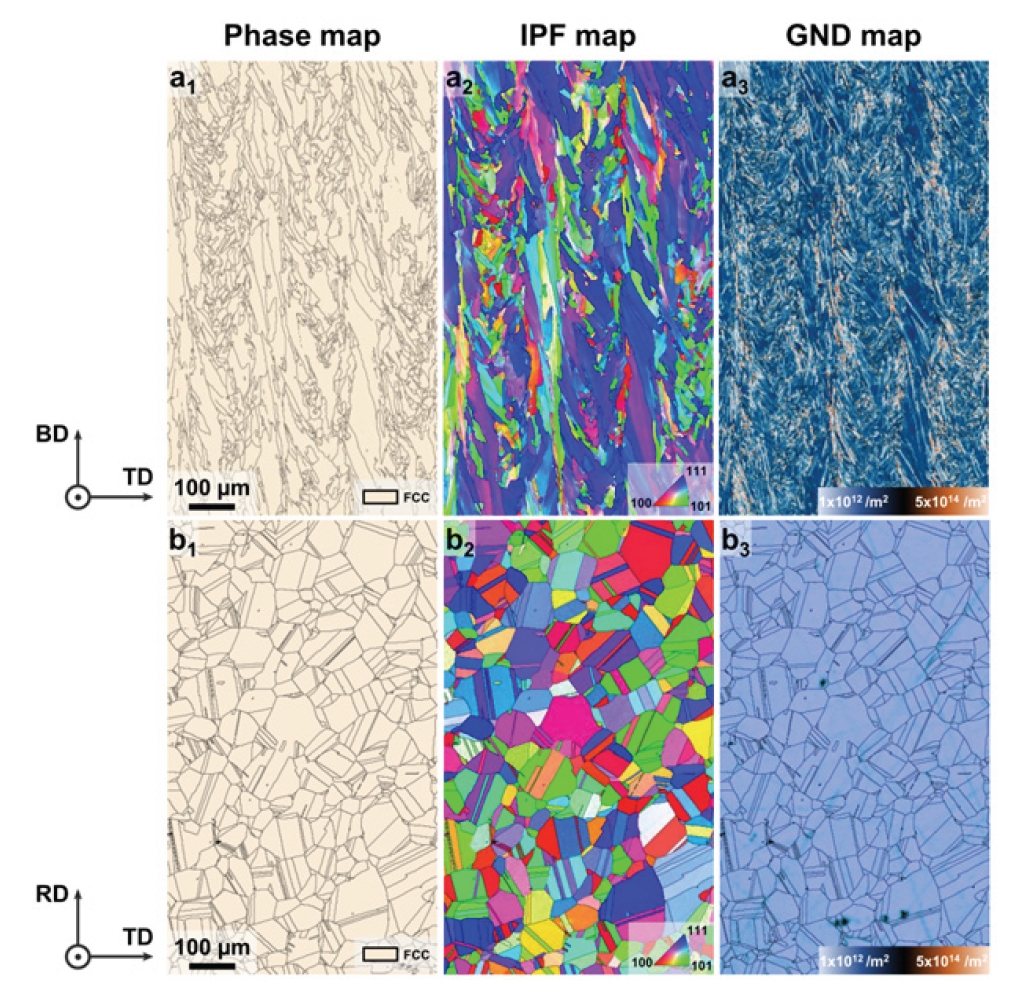
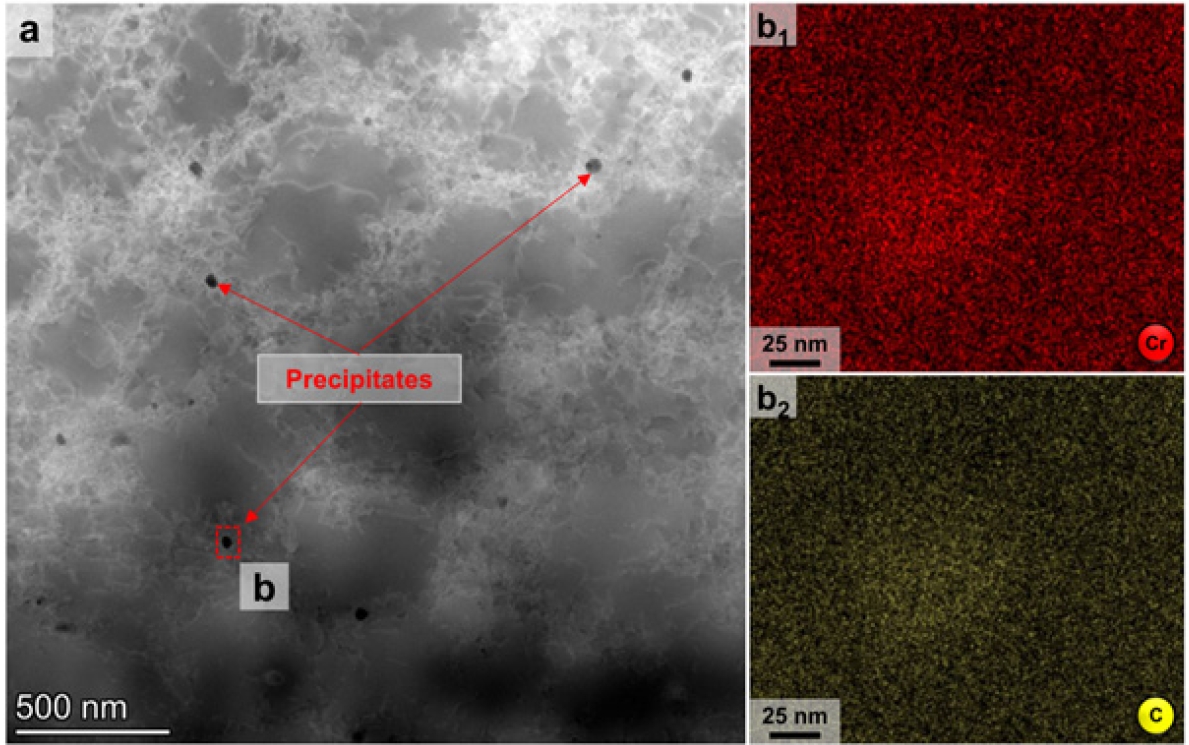
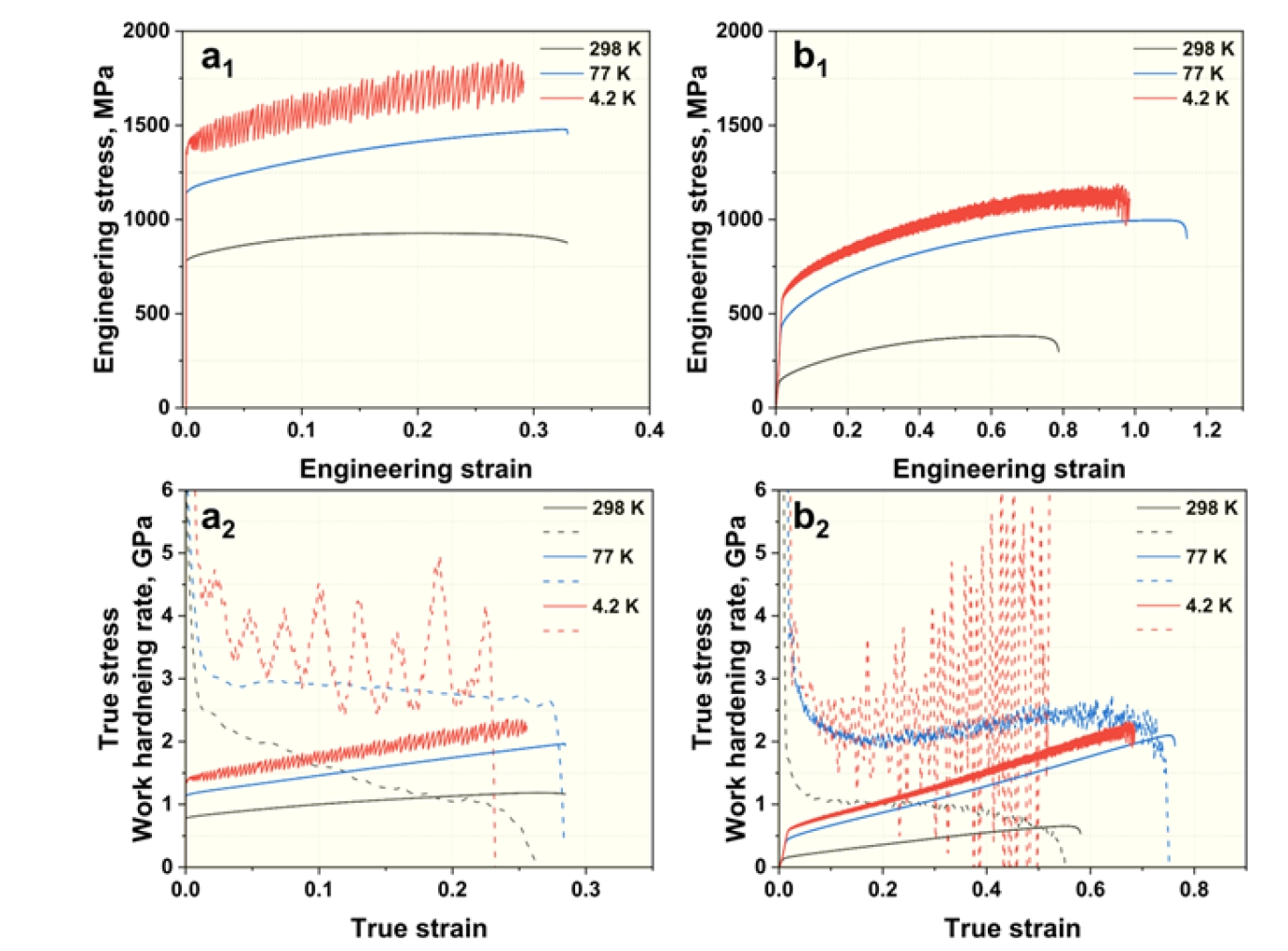
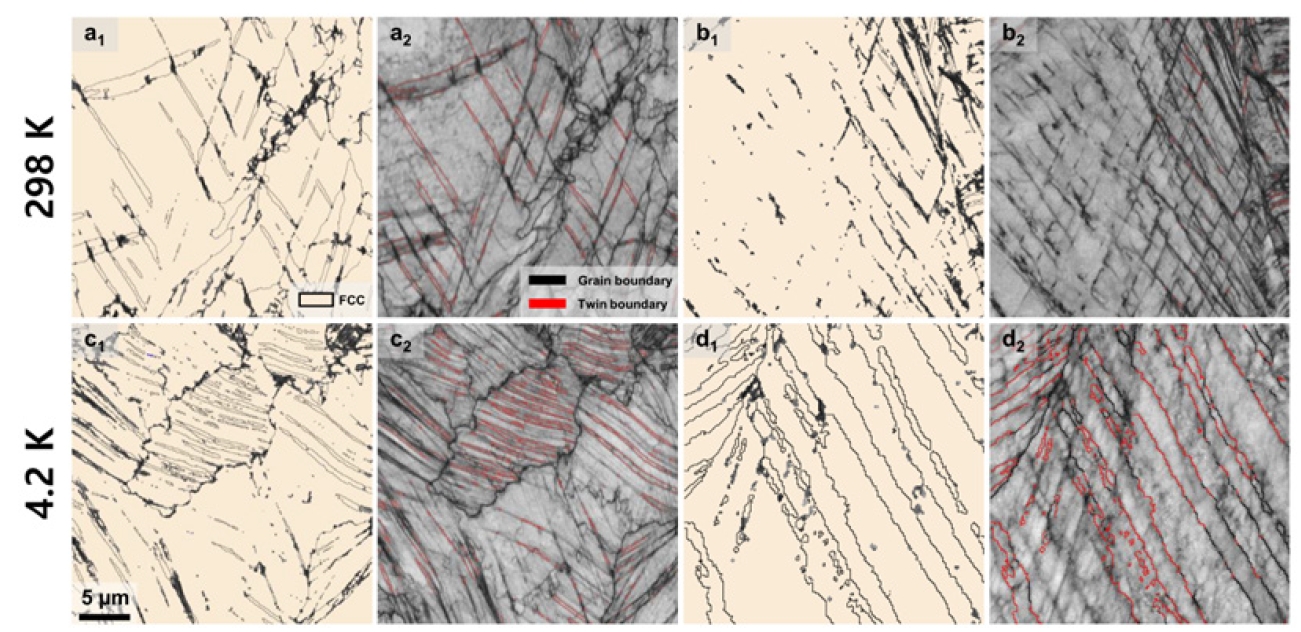
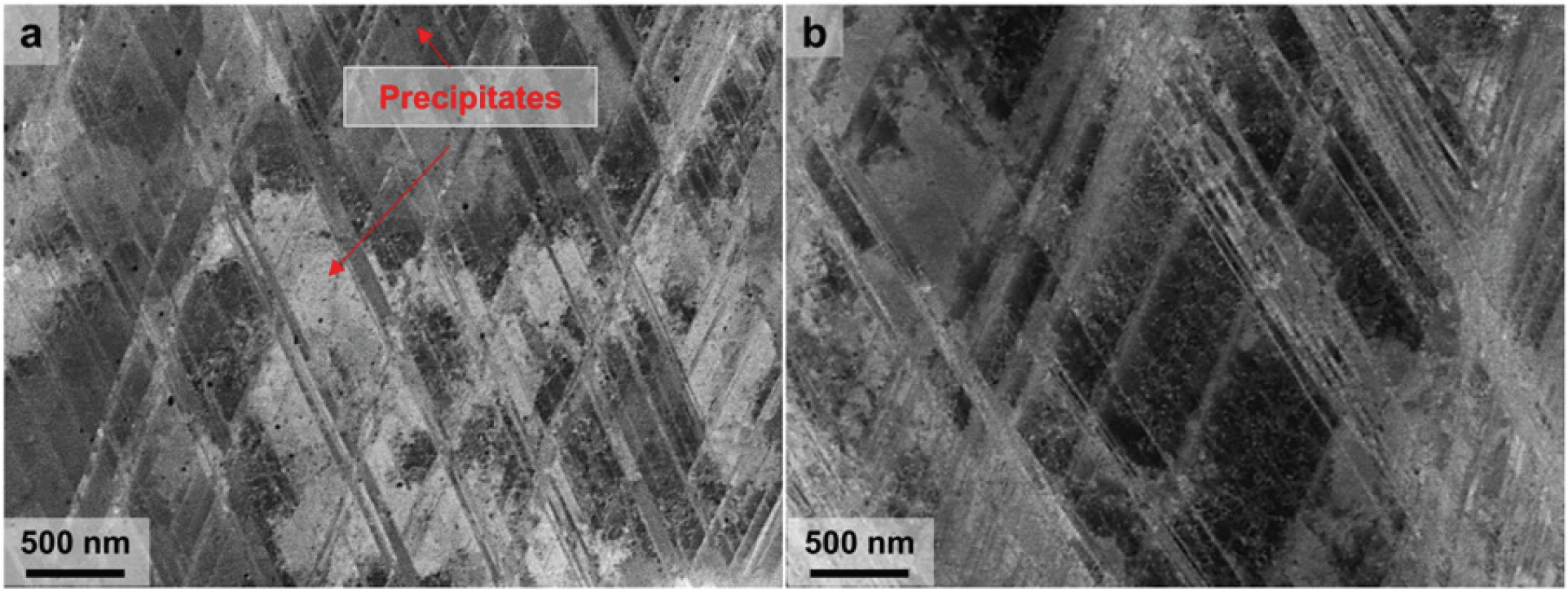
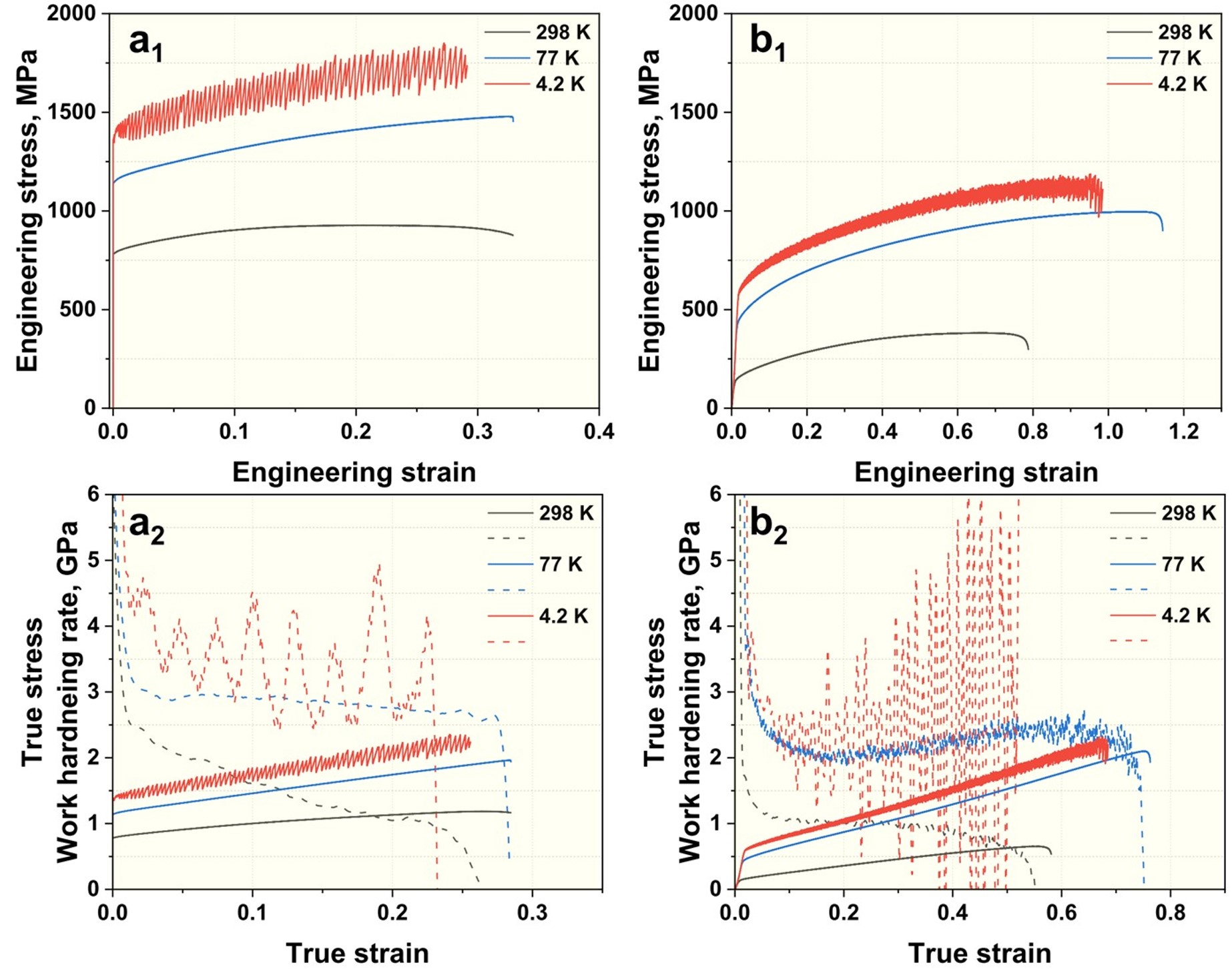
Fig. 1.
Fig. 2.
Fig. 3.
Fig. 4.
Fig. 5.
Graphical abstract
| Sample | Temperature, K | Y.S, MPa | U.T.S, MPa | T.E, % |
|---|---|---|---|---|
| LPBF-built HEA | 298 | 778.2 | 928.3 | 35.6 |
| 77 | 1153.1 | 1492.1 | 31.7 | |
| 4.2 | 1324.9 | 1766.9 | 27.8 | |
| Wrought HEA | 298 | 134.7 | 381.6 | 77.0 |
| 77 | 427.4 | 996.7 | 112.1 | |
| 4.2 | 586.1 | 1187.2 | 95.8 |
LPBF, laser powder bed fusion; HEA, high-entropy alloy.
Table 1.
TOP
