
Articles
- Page Path
- HOME > J Powder Mater > Volume 33(3); 2026 > Article
-
Research Article
- Interfacial Characterization of Al2O3-Coated p-Type Bi–Sb–Te Powders by Thermal and UV-assisted Atomic Layer Deposition
- Jin Kyeong Shin1, Yeongtae Choi2, Byung Joon Choi1,*
-
Journal of Powder Materials 2026;33(3):221-229.
DOI: https://doi.org/10.4150/jpm.2026.00108
Published online: June 30, 2026
1Department of Materials Science and Engineering, Seoul National University of Science and Technology, Seoul 01811, Republic of Korea
2MAJE TECHNOLOGY Co. Ltd., Suwon 16426, Republic of Korea
- *Corresponding author: Byung Joon Choi E-mail: bjchoi@seoultech.ac.kr
© The Korean Powder Metallurgy & Materials Institute
This is an Open Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0/) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
- 594 Views
- 4 Download
Abstract
-
- Interface engineering is an effective strategy for enhancing thermoelectric performance by modulating carrier and phonon transport at interfaces. Atomic layer deposition (ALD), which enables uniform, conformal, and thickness-controlled coatings, is particularly well-suited for this purpose. In this study, p-type Bi0.35Sb1.6Te3 (BST) powders were coated with Al2O3 using thermal ALD and UV-assisted ALD (UV-ALD) at 85 °C.
- Scanning electron microscopy showed that neither process substantially altered the morphology of the BST powders. However, particle size analysis revealed that the UV-ALD sample exhibited a greater tendency toward partial agglomeration, which may be associated with the more pronounced OH-related band observed in the Fourier-transform infrared spectroscopy results.
- Cs-corrected scanning transmission electron microscopy and energy-dispersive X-ray spectroscopy mapping revealed continuous Al₂O₃-based coating layers approximately 2–3 nm thick on the BST particle surfaces, forming a core–shell structure. Fast Fourier transform analysis suggested that the coating layers were amorphous, and X-ray photoelectron spectroscopy indicated Al–O bond formation while the main chemical states of BST were preserved.
- These results demonstrate that both thermal ALD and UV-ALD can effectively deposit continuous amorphous Al₂O₃-based interfacial layers on BST powders, providing a structural basis for future studies of interface-engineered thermoelectric materials.
- The increasing global energy demand, depletion of fossil fuel resources, and growing environmental concerns have accelerated the development of sustainable energy conversion technologies. Against this background, thermoelectric (TE) materials have attracted considerable attention because they enable the direct conversion of waste heat into electrical energy through the Seebeck effect, offering a promising route for waste heat recovery and energy harvesting [1]. The performance of TE materials is commonly evaluated using the dimensionless figure of merit, zT, which is defined as
- where S, σ, ke, klat and T represent the Seebeck coefficient, electrical conductivity, electronic thermal conductivity, lattice thermal conductivity, and absolute temperature, respectively. Achieving high thermoelectric performance requires a high Seebeck coefficient, high electrical conductivity, and low thermal conductivity. However, these transport parameters are strongly interdependent, such that enhancing one parameter often leads to the deterioration of another. Various strategies, including nanostructuring, carrier filtering, band engineering, and phonon engineering, have been explored to enhance zT [2]. However, the interdependent nature of electrical and thermal transport properties still makes their decoupling and simultaneous optimization challenging [3].
- To overcome these challenges, interface engineering has emerged as a promising strategy for improving thermoelectric performance. Engineered interfaces can enhance the Seebeck coefficient by selectively scattering low-energy carriers through interfacial energy barriers, while simultaneously reducing lattice thermal conductivity by promoting phonon scattering [4]. Atomic layer deposition (ALD) is particularly suitable for achieving such interfacial control because its self-limiting surface reactions enable nanometer-scale thickness control and highly uniform, conformal coatings on complex structures and powder surfaces [1-6]. In particular, powder ALD using a rotary-type reactor facilitates homogeneous precursor exposure to particles through continuous particle mixing and rearrangement, allowing ultrathin coatings to be formed over the entire surface of individual particles [7].
- Conventional thermal ALD is often conducted at relatively high process temperatures, generally above 200 °C, which limits its applicability to thermally sensitive substrates and materials [8-10]. To address this limitation, energy-enhanced ALD techniques incorporating additional energy sources such as plasma or UV irradiation have been proposed. Among them, UV-assisted ALD (UV-ALD) has attracted attention as an effective low-temperature thin-film deposition method [11-13]. UV-ALD utilizes photon energy to promote ligand decomposition and surface reactions, enabling efficient film growth even at low temperatures [14, 15]. In this study, UV-ALD was employed to examine the effect of UV irradiation on the surface reaction and surface chemical termination during low-temperature Al₂O₃ coating on BST powders, rather than to claim its inherent superiority over thermal ALD.
- Various thermoelectric materials, including Bi2Te3, PbTe, and SnSe, have been extensively studied. Among them, Bi2Te3-based materials are well known for their excellent thermoelectric performance near room temperature [16]. Al2O3 is a wide-bandgap insulating oxide with high chemical stability [17]. In thermoelectric materials, Al2O3-based interfacial modification has been reported to modulate carrier and phonon transport. For example, a previous study reported that Al2O3 coating on Bi powders by powder ALD enhanced the Seebeck coefficient and reduced thermal conductivity, resulting in improved zT values [1]. This improvement was attributed to enhanced phonon scattering and the formation of interfacial energy barriers, which can selectively scatter low-energy carriers through the energy filtering effect. However, because the effect of an oxide interfacial layer can depend strongly on the thermoelectric matrix material, coating process, coating thickness, and interfacial structure, the present study focuses on confirming the formation and interfacial characteristics of Al2O3-based coating layers on BST powders rather than directly demonstrating thermoelectric performance enhancement. Therefore, in this work, ultrathin Al2O3 layers were deposited on p-type Bi0.35Sb1.6Te3 powders using both thermal ALD and UV-ALD in a rotary-type reactor, and the formation of Al2O3-based coating layers on the powder surfaces was confirmed.
1. Introduction
- Bi0.35Sb1.6Te3 (BST) powders were prepared by crushing flake-type powders using a tubular mixer ball mill. Ball milling was conducted under dry conditions at room temperature for 5 h using ZrO2 balls 10 mm in diameter at a ball-to-powder mass ratio of 5:1.
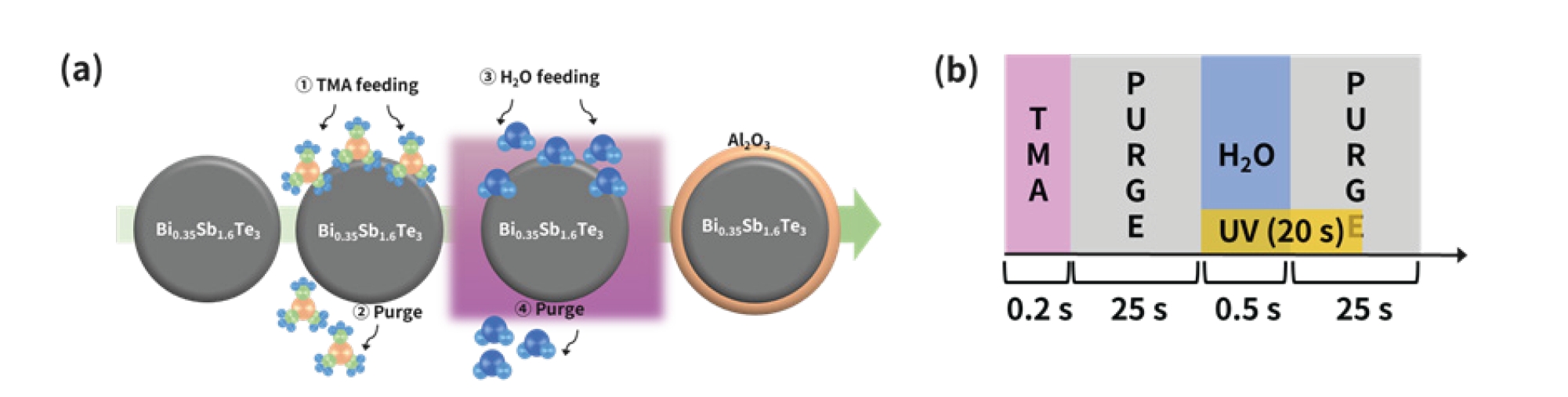
- Al2O3 coatings were deposited on the surface of BST powders via thermal ALD and UV-ALD using a rotary-type reactor (MAJE Technology, Korea). Figure 1 shows a schematic illustration of the Al2O3 coating on the BST powder surface and the corresponding process sequence. Trimethylaluminum (TMA) and H2O were used as the Al precursor and oxidant, respectively, and N2 was supplied as the purge gas at a flow rate of 200 sccm. The rotation speed of the reactor was maintained at 30 rpm throughout the process. For the UV-ALD process, UV-C irradiation (200–280 nm, 40 W) was applied through a quartz window. All coatings were deposited at 85 °C for 25 cycles. The BST powders coated with Al2O3 by thermal ALD and UV-ALD were denoted as TA and UA, respectively, while the uncoated powders were designated as BST.
- The thermal ALD process consisted of a 0.2 s TMA pulse, followed by a 25 s N2 purge, a 0.5 s H2O pulse, and a 25 s N2 purge. The UV-ALD process followed the same sequence as the thermal ALD process, except that UV irradiation was additionally applied for 20 s during the H2O pulse, as shown in Fig. 1(b).
- The surface morphology of the powders was analyzed using high-resolution field-emission scanning electron microscopy (HR-FESEM; SU8010, Hitachi, Japan). The particle size distribution was measured using a particle size analyzer (PSA; LA-960, HORIBA, Japan). The surface bonding characteristics were investigated using Fourier-transform infrared spectroscopy (FTIR; ALPHA II, Bruker, Germany). The FTIR spectra were presented as-measured without intensity normalization, and the OH-related band was discussed qualitatively under the same measurement conditions. Cross-sectional samples were prepared using a focused ion beam (FIB; Crossbeam 350, ZEISS, Germany), and the microstructure and elemental distribution were analyzed using Cs-corrected scanning transmission electron microscopy (Cs-STEM; NEO ARM, JEOL, Japan) equipped with energy-dispersive X-ray spectroscopy (EDS). The surface chemical bonding states were investigated using X-ray photoelectron spectroscopy (XPS; Nexsa, Thermo Fisher Scientific, USA). The crystallinity of the coating layers was evaluated from fast Fourier transform (FFT) patterns obtained from Cs-STEM images.
2. Experimental Section
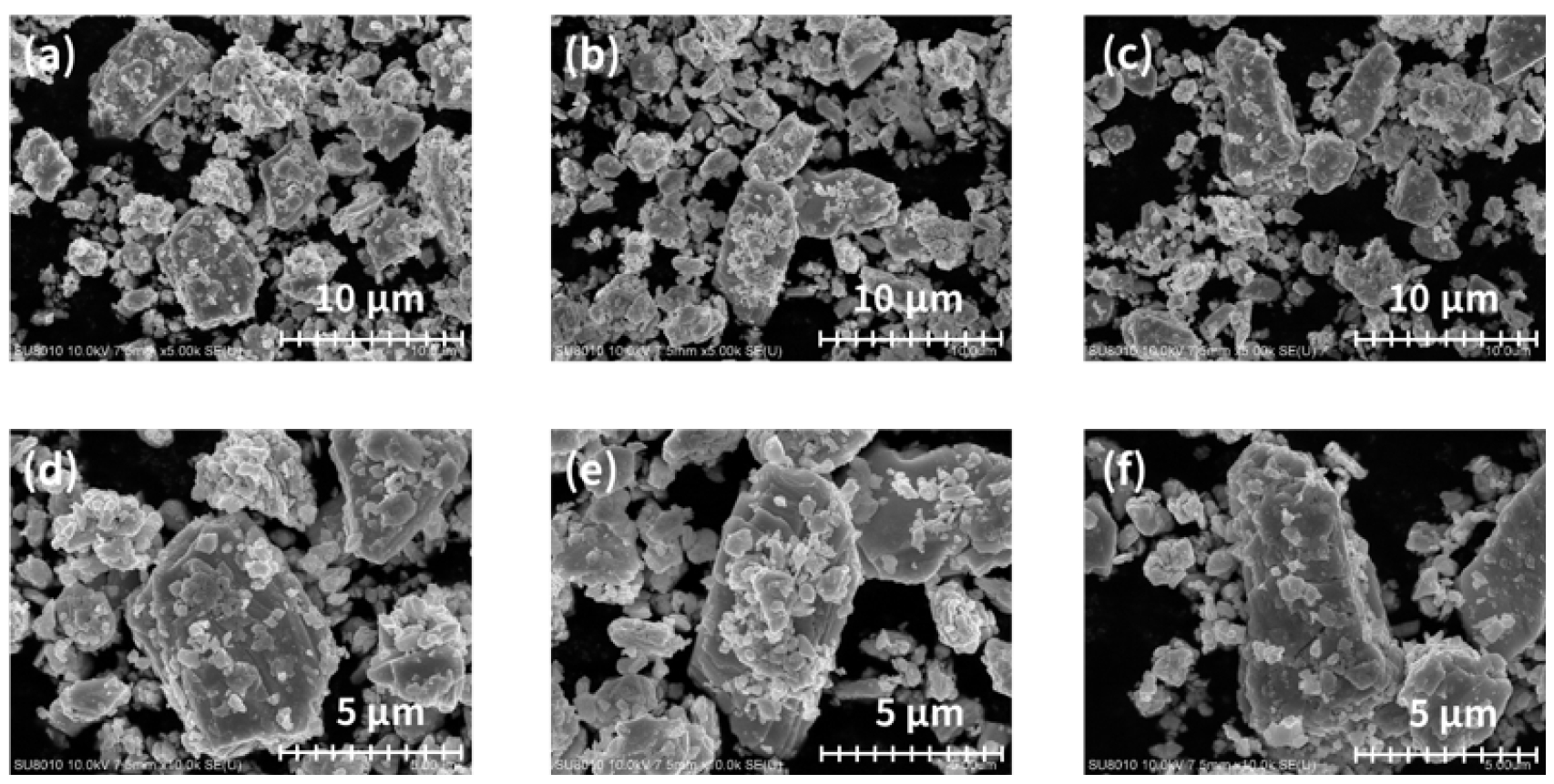
- Fig. 2 shows HR-FESEM images of the pristine BST powder and the Al₂O₃-coated BST samples prepared by thermal ALD (denoted as TA) and UV-ALD (denoted as UA), both deposited for 25 cycles. Figs. 2(a)–(c) present images at 5,000× magnification of the BST, TA, and UA samples, respectively, while Figs. 2(d)–(f) show the corresponding images at 10,000× magnification. At both magnifications, all samples exhibited similar particle morphologies with particle sizes in the micrometer range. In addition, no significant morphological changes or severe agglomeration were observed after either thermal ALD or UV-ALD. These results indicate that the low-temperature ALD processes conducted at 85 °C did not significantly alter the overall morphology of the BST powders.
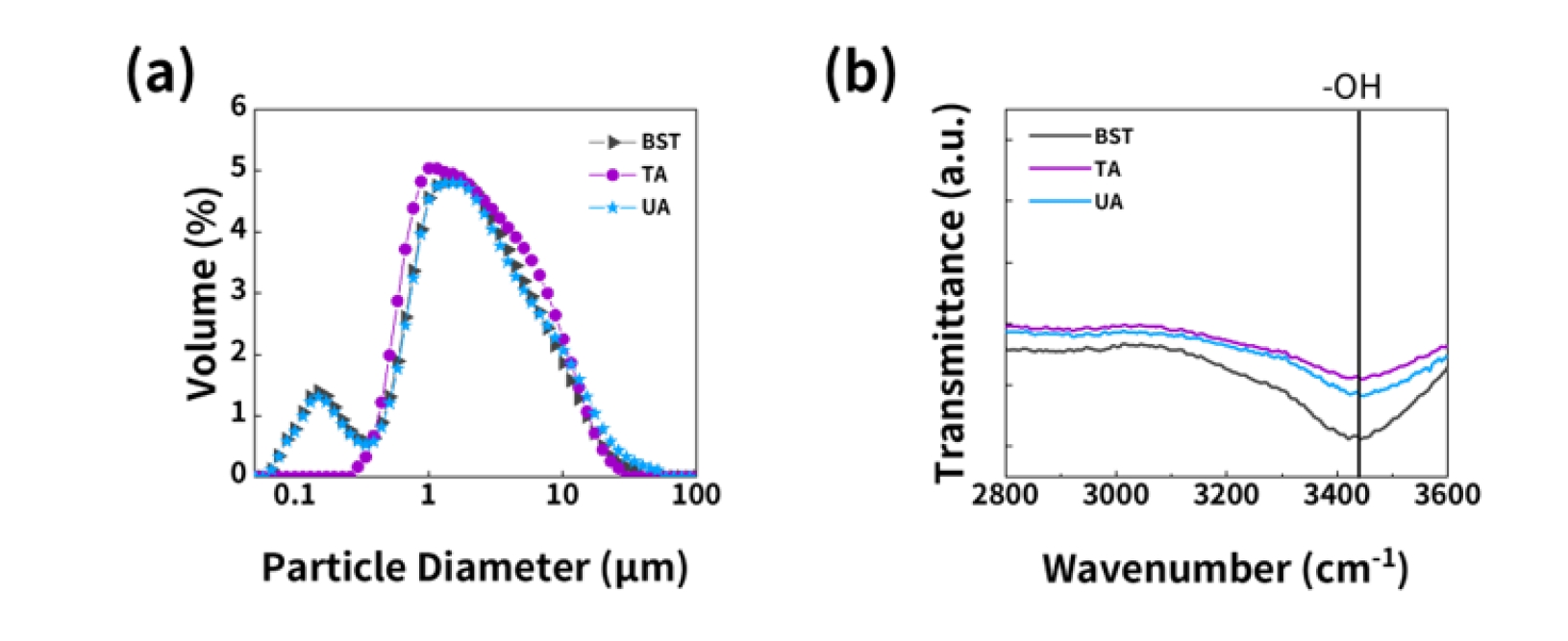
- Fig. 3(a) and Table 1 present the particle size distributions of the pristine BST powder and the Al2O3-coated TA and UA samples. The BST powder exhibited a bimodal-like particle size distribution, which can be attributed to the simultaneous generation of fine particles and their partial agglomeration during the ball-milling process [18]. The TA sample showed a unimodal particle size distribution, with the main distribution slightly shifted toward a larger particle size range compared with BST. The D10, D50, and D90 values of the TA sample were 0.65, 1.99, and 8.04 μm, respectively, all of which were slightly higher than those of BST. This result indicates that the thermal ALD process caused a slight shift in the overall particle size distribution toward a larger size range. However, considering that the increase was not significant, the thermal ALD process may have influenced the dispersion state of the particles rather than inducing the formation of large agglomerates. In contrast, the UA sample maintained a bimodal-like distribution similar to that of BST. Notably, the D90 value of the UA sample was 9.21 μm, which was the highest among the three samples. In addition, the particle size distribution curve exhibited a relatively broader tail in the larger particle size region. These results suggest that partial agglomeration may have occurred in the UA sample, leading to an increase in the fraction of larger particles after the UV-ALD process. Therefore, although no significant agglomeration was observed in the SEM images, the PSA results indicate the possibility of partial agglomeration behavior, particularly in the UA sample. These findings suggest that the UV-ALD process may have influenced the surface condition and dispersion behavior of the powders compared with the thermal ALD process.
- Previous studies have suggested that UV irradiation can affect particle agglomeration in TiO2 nanoparticle suspensions by modifying surface hydroxylation and surface chemistry [19]. Therefore, FTIR analysis was performed to determine whether the agglomeration behavior observed in the UA sample may be related to changes in the surface state induced by UV-ALD.
- Fig. 3(b) shows the FTIR spectra of the BST, TA, and UA samples. The absorption band observed at approximately 3400–3600 cm-1 is assigned to OH-related stretching vibrations, which may include contributions from both surface hydroxyl groups and adsorbed water [20]. The OH-related band appeared more pronounced in the UA sample than in the TA sample. Because the FTIR spectra were presented as-measured without intensity normalization, this difference was interpreted qualitatively rather than as a direct quantitative difference in hydroxyl concentration. This qualitative difference may be associated with the effect of UV irradiation during the H2O pulse step. Previous studies on UV-assisted Al2O3 ALD have reported that UV irradiation can assist the reaction between H2O and surface –O–Al(CH3)2 species and facilitate the removal of –CH3 groups during low-temperature ALD processes [14]. Therefore, the UV irradiation applied during the H2O pulse step may have influenced the surface chemical termination and OH-related surface species of the Al2O3-coated powders.
- Tahmasebpoor et al. reported that the presence of surface hydroxyl groups can substantially strengthen interparticle interactions between nanoparticles [21]. Therefore, the more pronounced OH-related feature observed in the UA sample may be associated with stronger interparticle interactions, such as hydrogen bonding, which could contribute to the partial agglomeration behavior observed in the PSA results. However, this relationship should be interpreted as a qualitative correlation rather than direct evidence of a causal relationship between OH-related species and agglomeration.
- Table 2 presents the SEM-EDS elemental composition results of each sample. No Al signal was detected in the BST sample, whereas Al was detected at 1.2 and 0.9 at% in the TA and UA samples, respectively. In addition, the O content increased from 7.7 at% in BST to 9.0 and 10.6 at% in the TA and UA samples, respectively. The presence of O in the pristine BST powder is likely due to native surface oxidation or adsorbed oxygen species. In contrast, the newly detected Al signal and increased O content in the coated samples qualitatively indicate changes in surface composition induced by the ALD process.
- Because SEM-EDS analysis of powder samples is semi-quantitative and can be affected by particle morphology, surface roughness, local measurement position, and electron interaction volume, the Al and O contents were used as qualitative indicators of surface compositional changes induced by the ALD process rather than as absolute quantitative values. In addition, the Al/O ratios calculated from the SEM-EDS results should not be directly interpreted as the stoichiometry of the coating layer, because the detected O signal may also include contributions from native surface oxides, adsorbed oxygen species, and OH-related surface species. Accordingly, the slightly lower apparent Al content observed in the UA sample does not necessarily indicate a lower coating amount. Instead, it may be related to the increased contribution of oxygen- or OH-related surface species and the localized nature of SEM-EDS analysis.
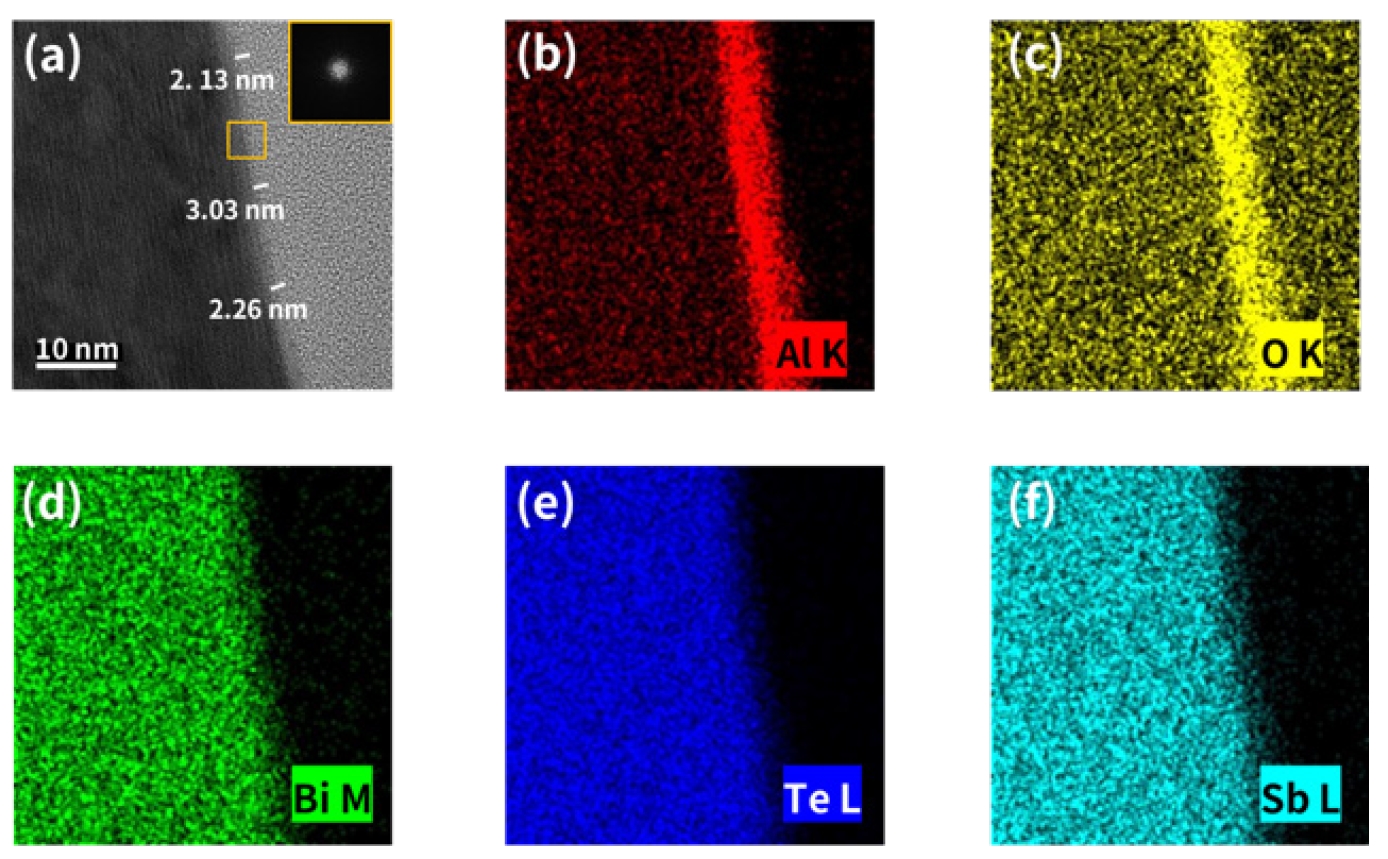
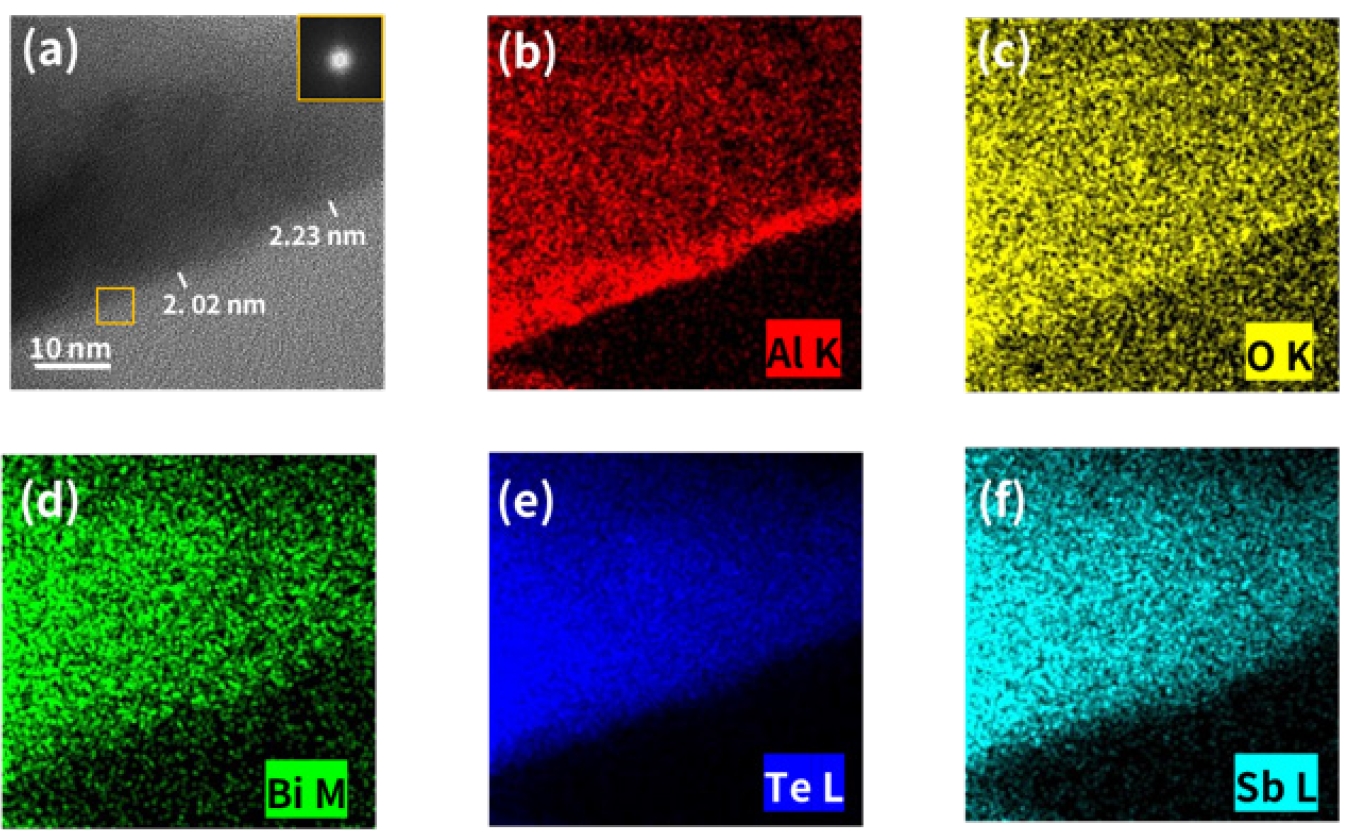
- Figs. 4 and 5 show the cross-sectional structures of the TA and UA samples, respectively, which were prepared by FIB milling and analyzed using Cs-STEM and EDS mapping. In the Cs-STEM image of the TA sample (Fig. 4(a)), a continuous thin layer with clear contrast was observed along the surface of the BST particles, and the thickness of the coating layer was measured to be approximately 2.1–3.0 nm depending on the location. Similarly, in the UA sample (Fig. 5(a)), a continuous coating layer was also observed along the particle surface, with a thickness of approximately 2.0–2.2 nm, indicating a similar thickness to that of the TA sample. The comparable coating thicknesses of the TA and UA samples can be attributed to the self-limiting growth behavior of the ALD process, since both samples were deposited under the same TMA pulse conditions and with the same number of ALD cycles. This suggests that UV irradiation during the H₂O pulse step mainly affected the affected the OH-related surface species of the coating layer rather than significantly increasing the overall coating growth. These results demonstrate that both thermal ALD and UV-ALD processes can form continuous coating layers with nanometer-scale thickness on the surface of BST particles. Based on the coating thickness measured by Cs-STEM, the apparent GPC of the powder samples was estimated to be lower than the GPC of approximately 0.16 nm/cycle obtained for Al2O3 thin films deposited on flat substrates at the same deposition temperature of 85 °C. Because both processes were conducted at the same temperature, the lower apparent GPC of the powder samples cannot be attributed simply to the low deposition temperature. Instead, it is likely related to powder-specific factors, such as high surface area, curved particle morphology, and complex surface geometry, which can affect precursor diffusion, adsorption, and surface saturation.
- The EDS mapping results further support the formation of surface coating layers. In Figs. 4(b) and 4(c), the Al and O signals in the TA sample were predominantly distributed at the outermost surface layer, whereas the Bi, Te, and Sb signals in Figs. 4(d)–(f) were mainly detected in the inner region. Similarly, in the UA sample (Figs. 5(b) and 5(c)), the Al and O signals were distributed along the surface layer, while the Bi, Te, and Sb signals (Figs. 5(d)–(f)) were primarily located in the interior region. These results indicate that both the TA and UA samples exhibit a core–shell structure, in which an Al2O3-based coating layer is formed on the outer surface of the BST particles. Although the Cs-STEM and EDS mapping analyses were performed on selected cross-sectional specimens, the surface-localized Al and O distributions observed in both TA and UA samples qualitatively support the formation of coating layers on the BST particle surfaces. In addition, the continuous mixing and rearrangement of powders in the rotary-type reactor are expected to facilitate precursor exposure across the powder batch. Nevertheless, quantitative evaluation of particle-to-particle coating uniformity across the entire powder batch remains beyond the scope of this study.
- Meanwhile, the FFT analysis of the coating layer regions shown in the insets of Figs. 4(a) and 5(a) revealed no distinct diffraction spots or ring patterns in either sample. This result is consistent with the amorphous characteristics of the coating layers formed on the surfaces of the TA and UA samples.
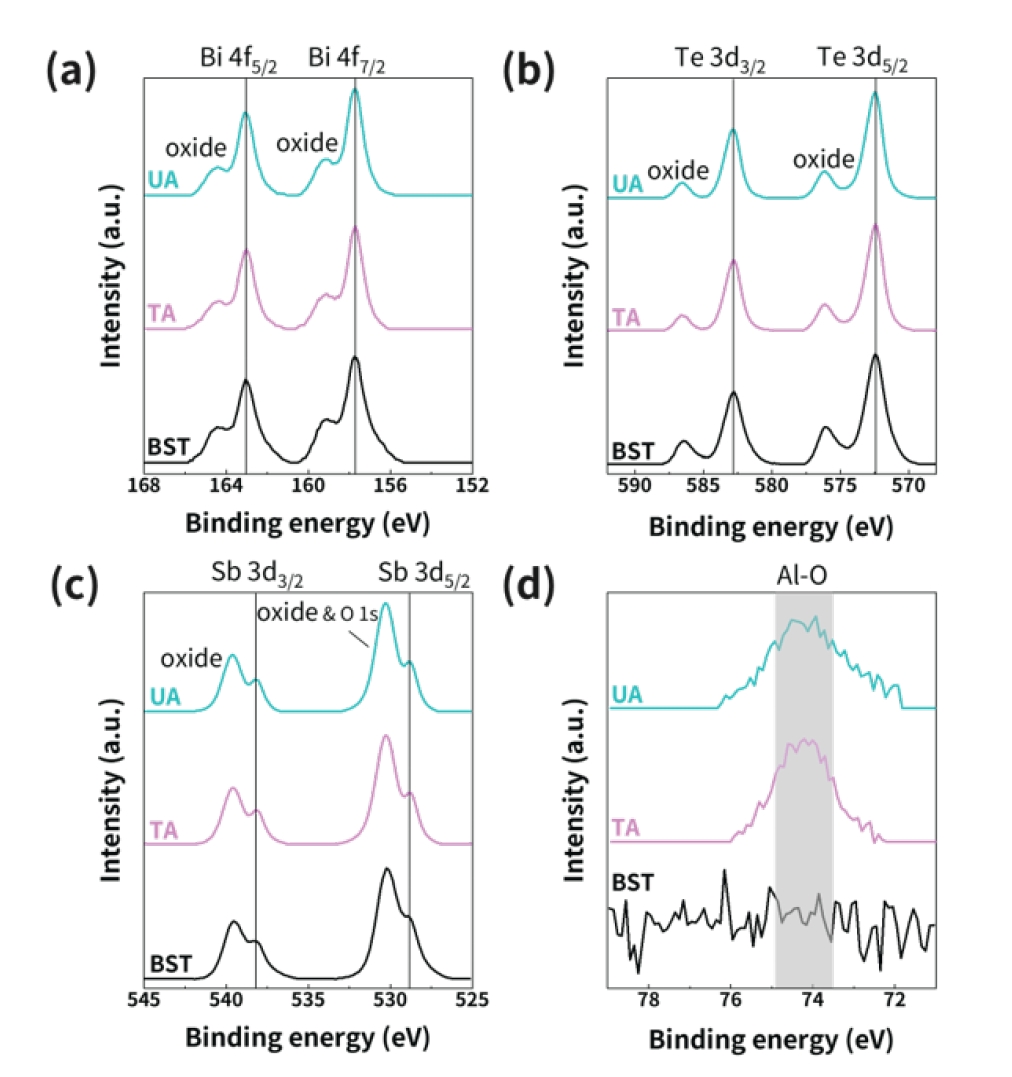
- Fig. 6 presents the XPS spectra of the BST, TA, and UA samples, showing their surface chemical bonding states. In the Bi 4f spectra (Fig. 6(a)), the Bi 4f7/2 and Bi 4f5/2 peaks were observed at approximately 157.7 eV and 163.0 eV, respectively, for all samples. Similarly, in the Te 3d spectra (Fig. 6(b)), the Te 3d5/2 and Te 3d3/2 peaks appeared at around 572.4 eV and 582.8 eV, respectively. In addition, Sb-related signals were observed in the Sb 3d region (Fig. 6(c)). Although the Sb 3d peaks overlap with the O 1s peak, making it difficult to independently analyze their chemical states, the persistence of Bi, Te, and Sb-related peaks before and after coating suggests that the overall chemical states of the main constituent elements of the pristine BST powder were largely preserved after the ALD process.
- Meanwhile, weak oxide components were observed at the higher binding energy regions of the Bi 4f and Te 3d spectra, which can be attributed to native surface oxidation or the presence of surface oxide species. In contrast, no significant peak was observed in the Al 2p spectrum of the BST sample (Fig. 6(d)), whereas Al 2p peaks corresponding to Al–O bonding were clearly detected in the range of 73.5–74.8 eV in the TA and UA samples. These results indicate that, while the primary chemical states of the pristine BST powder were maintained after the ALD process, coating layers containing Al–O bonds were formed on the particle surface. Considering the OH-related FTIR bands observed in the coated samples and the low deposition temperature of 85 °C, the coating layers may contain hydroxyl-rich Al–O species rather than consisting of strictly stoichiometric Al2O3. In particular, the more pronounced OH-related band in the UA sample suggests that this tendency may be stronger for the UV-ALD process.
- Taken together with the PSA, FTIR, SEM-EDS, and Cs-STEM results, UV-ALD did not show a clear advantage over thermal ALD in terms of coating thickness, SEM-EDS-derived apparent composition, or particle dispersion under the present process conditions for the BST powder system. Rather, the main effect of UV irradiation was the modification of the surface chemical state during the H2O pulse, as suggested by the more pronounced OH-related FTIR band of the UA sample. However, the more pronounced OH-related feature may also be associated with stronger interparticle interactions and partial agglomeration. Therefore, in this system, UV-ALD should be regarded as an approach for modifying surface chemistry that requires further process optimization, rather than as a process that is inherently superior to thermal ALD.
- In summary, both thermal ALD and UV-ALD processes were found to effectively form continuous Al2O3-based coating layers with nanometer-scale thickness and amorphous characteristics on the surface of BST powders. Based on previous studies, amorphous oxide interfacial layers may contribute to phonon scattering due to their low thermal conductivity and interfacial lattice mismatch [22, 23]. After SPS processing, the amorphous Al2O3-based coating layers are expected to be located at the interfaces between BST particles or grains, where they may act as a secondary interfacial phase. Such interfacial layers may increase phonon scattering at the interfaces and potentially reduce lattice thermal conductivity. However, because thermoelectric transport properties were not evaluated in this study, the actual effects of the Al2O3-based coating layers on phonon scattering, energy filtering, and thermoelectric performance should be verified through future measurements of sintered pellets. In future work, the coated powders will be sintered into pellets using spark plasma sintering (SPS), and their Seebeck coefficient, electrical conductivity, thermal conductivity, and zT will be evaluated to investigate the effects of the Al2O3-based interfacial coating on thermoelectric transport properties.
3. Results and Discussion
- In this study, ultrathin Al2O3-based layers were deposited on the surface of p-type BST powders using thermal ALD and UV-ALD processes in a rotary-type reactor, and the surface and interfacial characteristics were comparatively investigated. HR-FESEM analysis showed that neither process significantly altered the overall morphology of the BST powders. However, PSA and FTIR analyses suggested that the UV-ALD sample showed a more pronounced OH-related band, which may be associated with the higher tendency for partial agglomeration observed in the UA sample. Cs-STEM, EDS mapping, and XPS analyses supported the formation of thin coating layers containing Al–O bonds on the BST powder surface, resulting in a core–shell structure. In addition, FFT analysis suggested that the Al2O3-based coating layers exhibited amorphous characteristics, although possible FIB-induced amorphization of the ultrathin coating layers cannot be fully excluded. These results demonstrate that both thermal ALD and UV-ALD can effectively form continuous Al2O3-based coating layers with amorphous characteristics on BST powder surfaces. This study focuses on the formation and interfacial characterization of Al2O3-based coating layers on BST powders, while the direct evaluation of thermoelectric performance will be addressed in future work. The coated powders will be sintered into pellets using spark plasma sintering, and the Seebeck coefficient, electrical conductivity, thermal conductivity, and zT of the sintered pellets will be evaluated to investigate the effects of the Al2O3-based interfacial coating on thermoelectric transport properties.
4. Conclusion
-
Funding
This work was supported by the National Research Foundation of Korea (NRF) grant funded by the Korea government (MSIT) (NRF-2023R1A2C1006831).
This research was supported by the Regional Innovation System & Education (RISE) program through the Seoul RISE Center, funded by the Ministry of Education (MOE) and the Seoul Metropolitan Government, Republic of Korea (2026-RISE-01-109).
-
Conflict of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
-
Data Availability Statement
The data that support the findings of this study are available from the corresponding author upon reasonable request.
-
Author Information and Contribution
Jin Kyeong Shin: Graduate student; conceptualization, data curation, formal analysis, writing – original draft
Yeongtae Choi: President; resources, writing – review & editing
Byung Joon Choi: Professor; writing – review & editing, funding acquisition, supervision
-
Acknowledgments
None.
Article information
| BST | TA | UA | |
|---|---|---|---|
| D10 (μm) | 0.27 | 0.65 | 0.32 |
| D50 (μm) | 1.75 | 1.99 | 1.84 |
| D90 (μm) | 7.68 | 8.04 | 9.21 |
| BST | TA | UA | |
|---|---|---|---|
| O (at%) | 7.66 | 8.95 | 10.63 |
| Al (at%) | - | 1.23 | 0.88 |
Atomic percentages were obtained from SEM-EDS quantitative analysis.
BST, Bi0.35Sb1.6Te3 powder; TA, BST powder with an Al2O3-based coating prepared by thermal ALD; UA, BST powder with an Al2O3-based coating prepared by UV-ALD; SEM-EDS, scanning electron microscopy-energy dispersive X-ray spectroscopy.
- 1. S. He, A. Bahrami, X. Zhang, I. González Martínez, S. Lehmann and K. Nielsch: Adv. Mater. Technol., 7 (2022) 2100953.Article
- 2. M. A. Okirigiti, C. M. Kim, H. Choi, N. R. Alluri and K.-I. Park: J. Powder Mater., 32 (2025) 1.ArticlePDF
- 3. S. H. Lee, T. J. Park and S. K. Kim: J. Powder Mater., 29 (2022) 56.Article
- 4. M. J. Jung, J. Y. Park, S. M. Eun and B. J. Choi: J. Powder Mater., 30 (2023) 130.Article
- 5. S. M. George: Chem. Rev., 110 (2010) 111.Article
- 6. R. W. Johnson, A. Hultqvist and S. F. Bent: Mater. Today, 17 (2014) 236.Article
- 7. S. Choi, J. H. Han and B. J. Choi: J. Korean Powder Metall. Inst., 26 (2019) 243.Article
- 8. J. Y. Park, S. M. Eun, J. Byun and B. J. Choi: J. Powder Mater., 31 (2024) 255.ArticlePDF
- 9. S. E. Potts and W. M. M. Kessels: Coord. Chem. Rev., 257 (2013) 3254.Article
- 10. P. O. Oviroh, R. Akbarzadeh, D. Pan, R. A. M. Coetzee and T.-C. Jen: Sci. Technol. Adv. Mater., 20 (2019) 466.Article
- 11. H. Y. Lee, J. H. Han and B. J. Choi: J. Vac. Sci. Technol. A, 42 (2024) 022405.Article
- 12. M. G. Cho, S. Jeon, H. W. Kim, J. H. Park, T. Eom and B. J. Choi: J. Mater. Chem. C, 13 (2025) 17750.Article
- 13. K. E. K. Holden, S. M. Witsell, P. C. Lemaire and J. F. Conley: J. Vac. Sci. Technol. A, 40 (2022) 040401.Article
- 14. K. H. Yoon, H. Kim, Y.-E. K. Lee, N. K. Shrestha and M. M. Sung: RSC Adv., 7 (2017) 5601.Article
- 15. S. K. Kim, S. Hoffmann-Eifert and R. Waser: Electrochem. Solid-State Lett., 14 (2011) H146.Article
- 16. J. Pei, B. Cai, H.-L. Zhuang and J.-F. Li: Natl Sci Rev, 7 (2020) 1856.ArticlePDF
- 17. J. R. Castillo-Saenz, N. Nedev, E. Martinez-Guerra, B. Valdez-Salas, M. I. Mendivil-Palma, M. A. Curiel-Alvarez, M. Aleman, M. Lopez-Castillo, J. L. Hernandez-Lopez, P. G. Toledo-Guizar and N. Hernandez-Como: Microelectron. Eng., 259 (2022) 111788.Article
- 18. M. L. Lwin, S.-M. Yoon, B. Madavali, C.-H. Lee and S.-J. Hong: J. Korean Powder Metall. Inst., 23 (2016) 120.ArticlePDF
- 19. J. Sun, L.-H. Guo, H. Zhang and L. Zhao: Environ. Sci. Technol., 48 (2014) 11962.Article
- 20. R. K. Bishwas, M. A. Alam and S. A. Jahan: J. Ind. Eng. Chem., 154 (2026) 612.Article
- 21. M. Tahmasebpoor, L. de Martín, M. Talebi, N. Mostoufi and J. R. van Ommen: Phys. Chem. Chem. Phys., 15 (2013) 5788.Article
- 22. M. J. Jung, S. M. Eun, H. Kim, S. K. Kim, J. Byun and B. J. Choi: Kor. J. Chem. Eng., 42 (2025) 3545.ArticlePDF
- 23. S. M. Eun, E. S. Lee, J. K. Shin, S.-T. Oh and B. J. Choi: Microstructures, 6 (2026) 2026065.Article
References
Figure & Data
References
Citations
 ePub Link
ePub Link Cite this Article
Cite this Article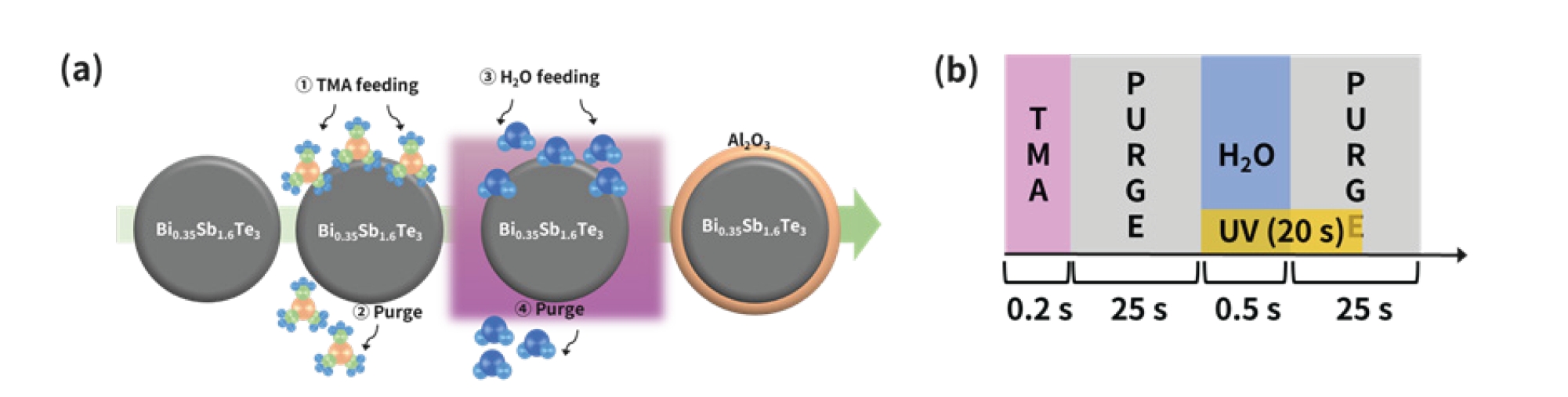
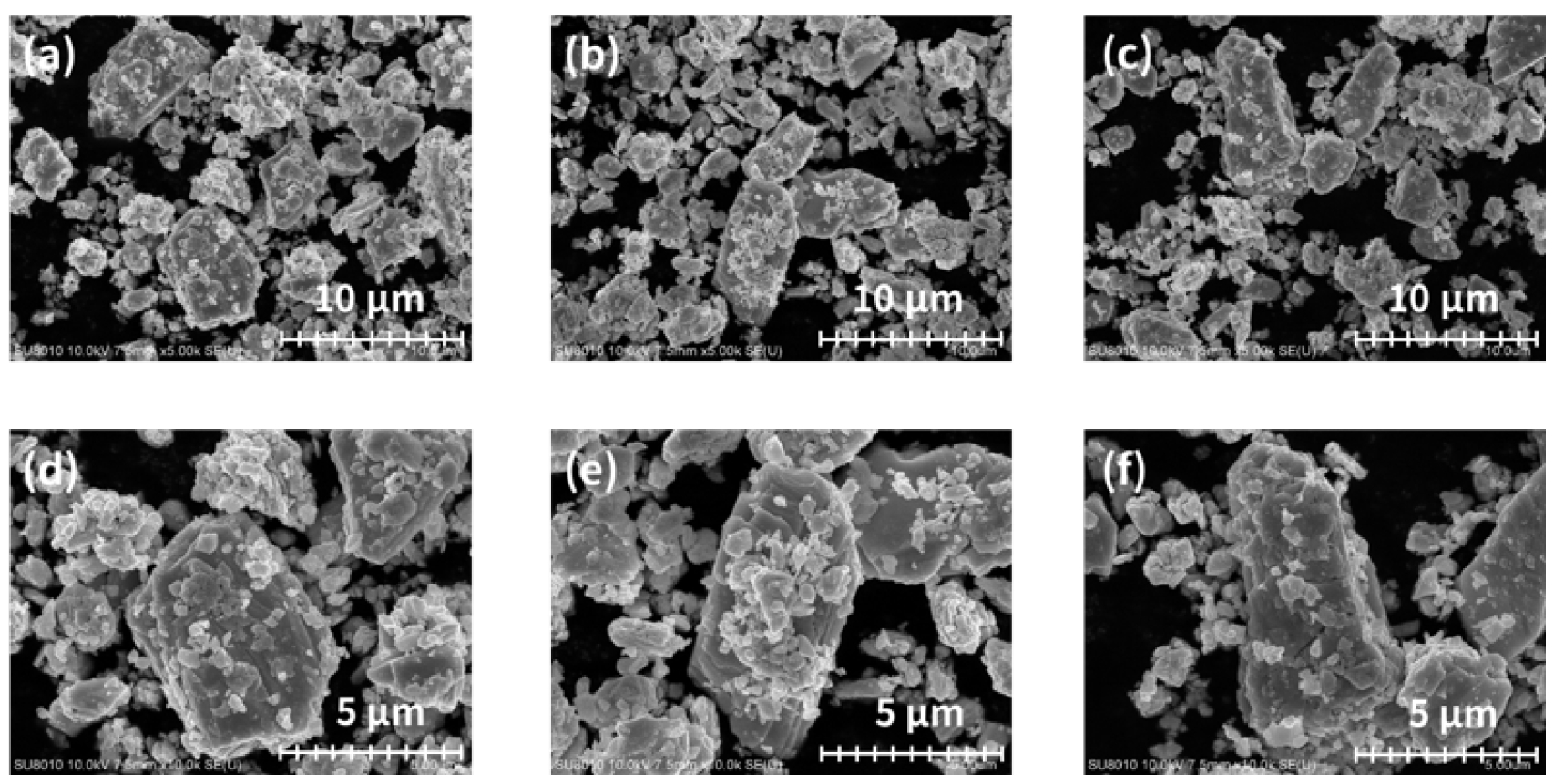
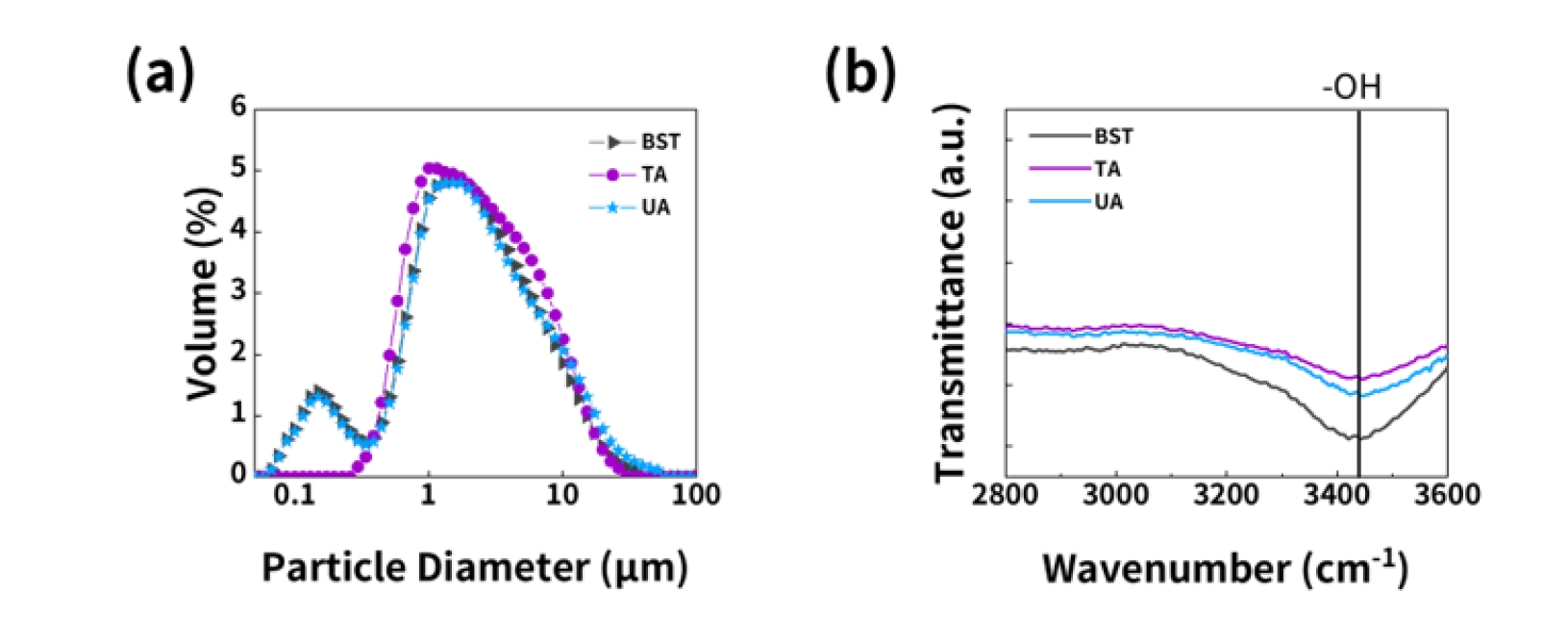
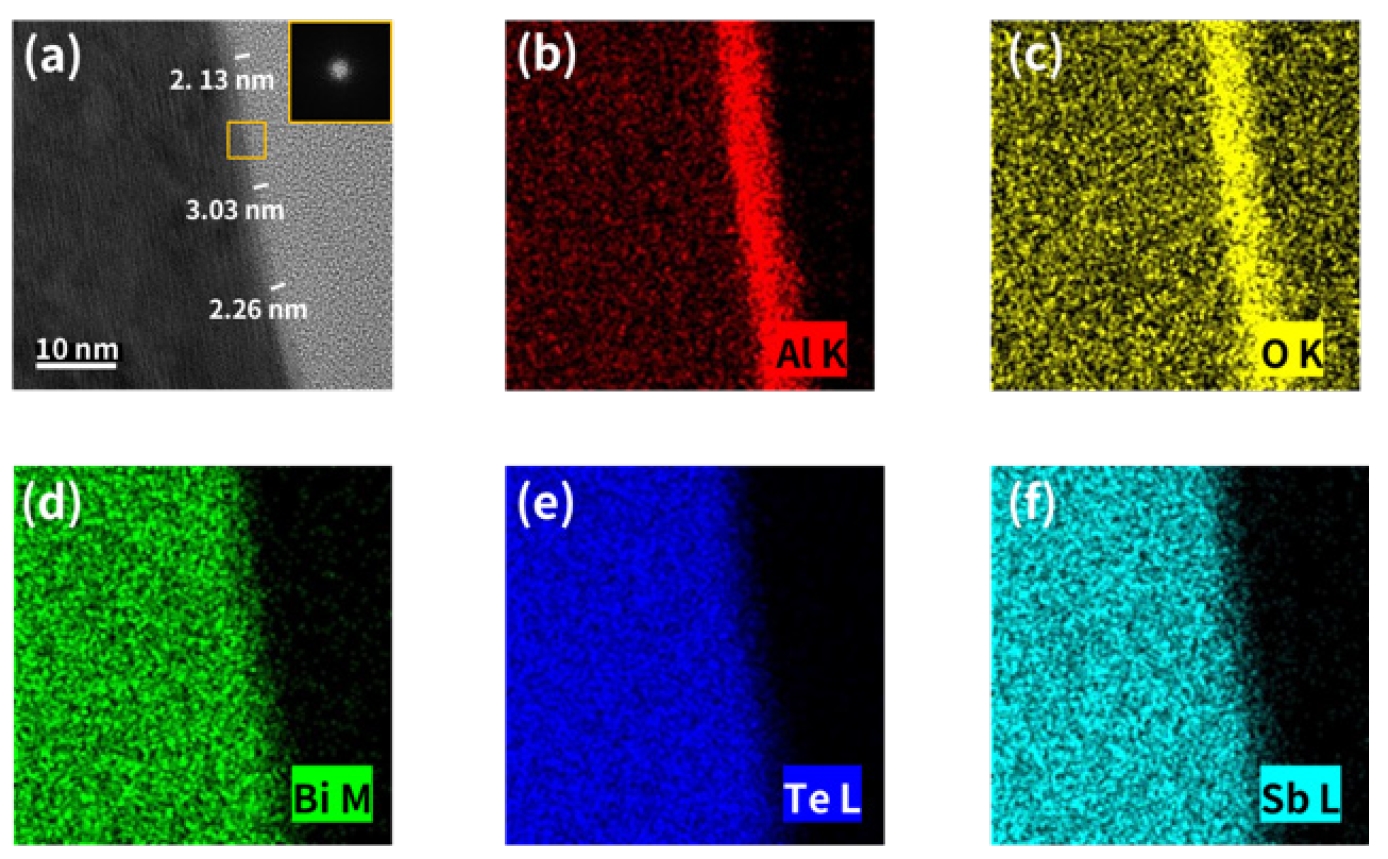
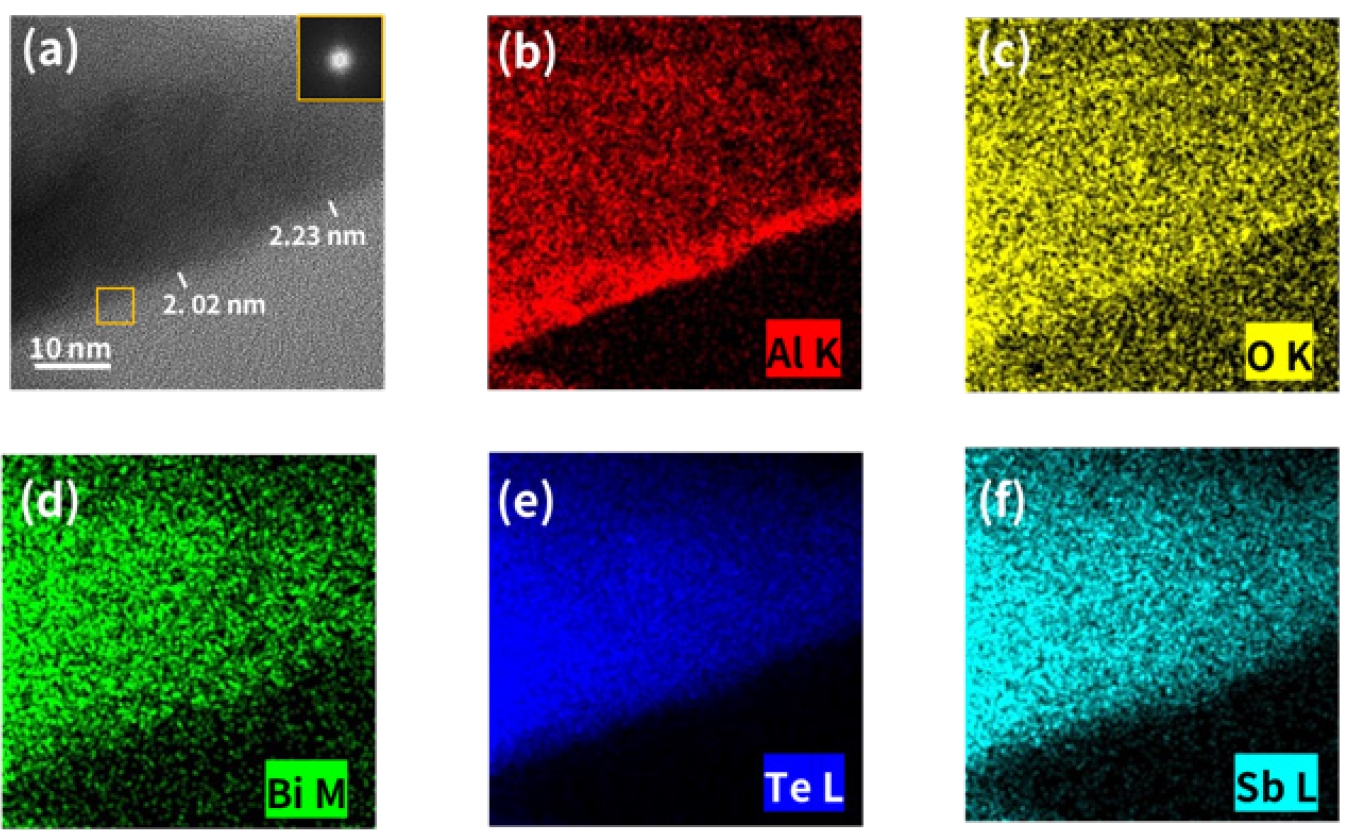
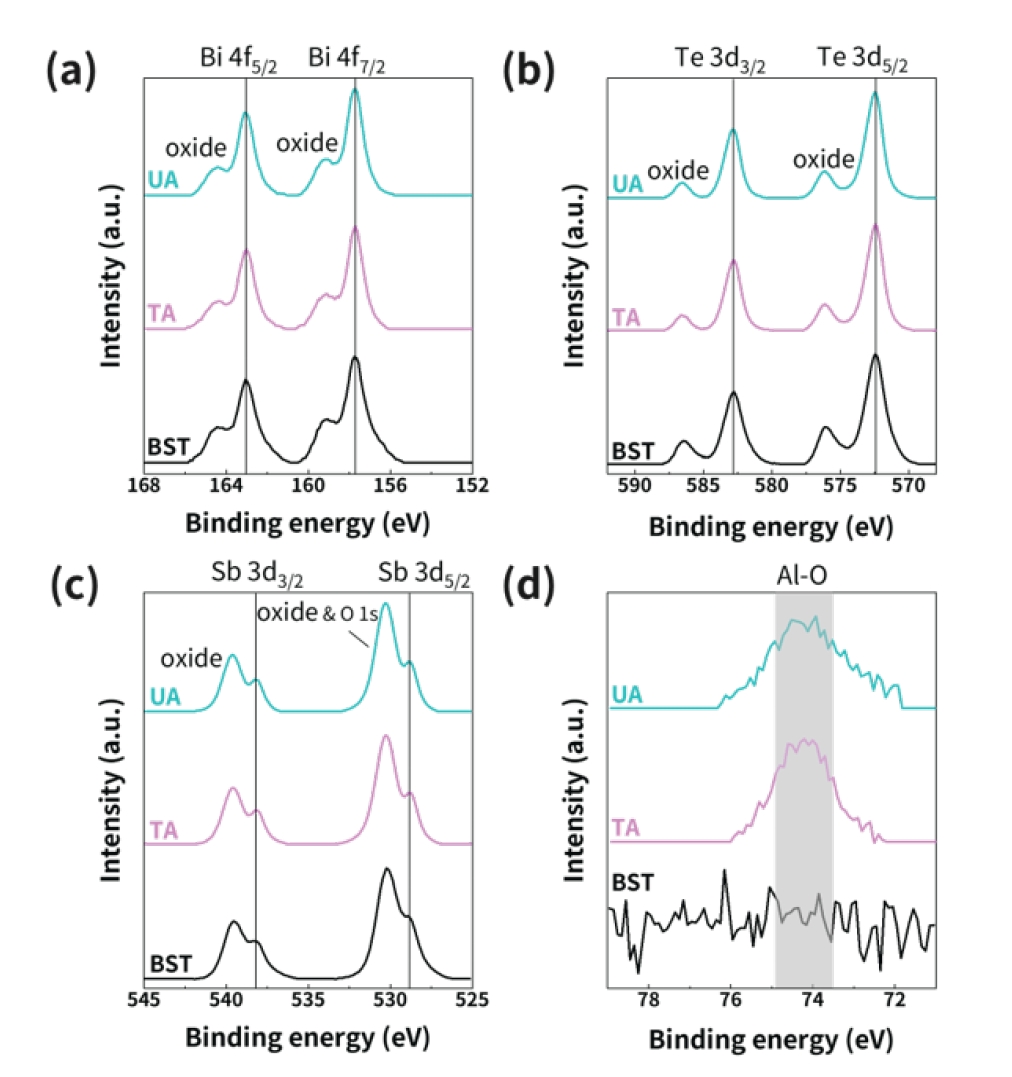
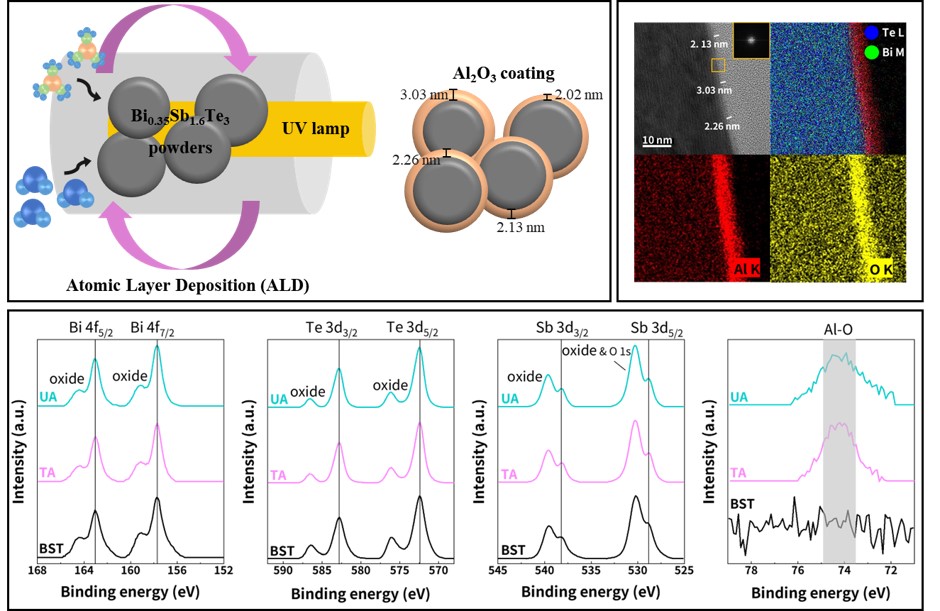
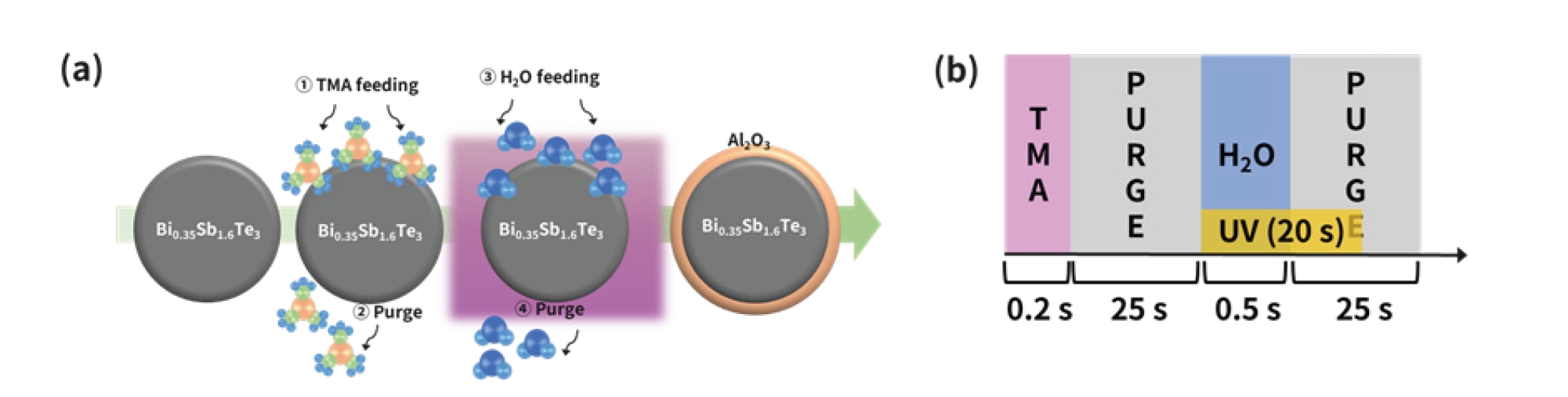
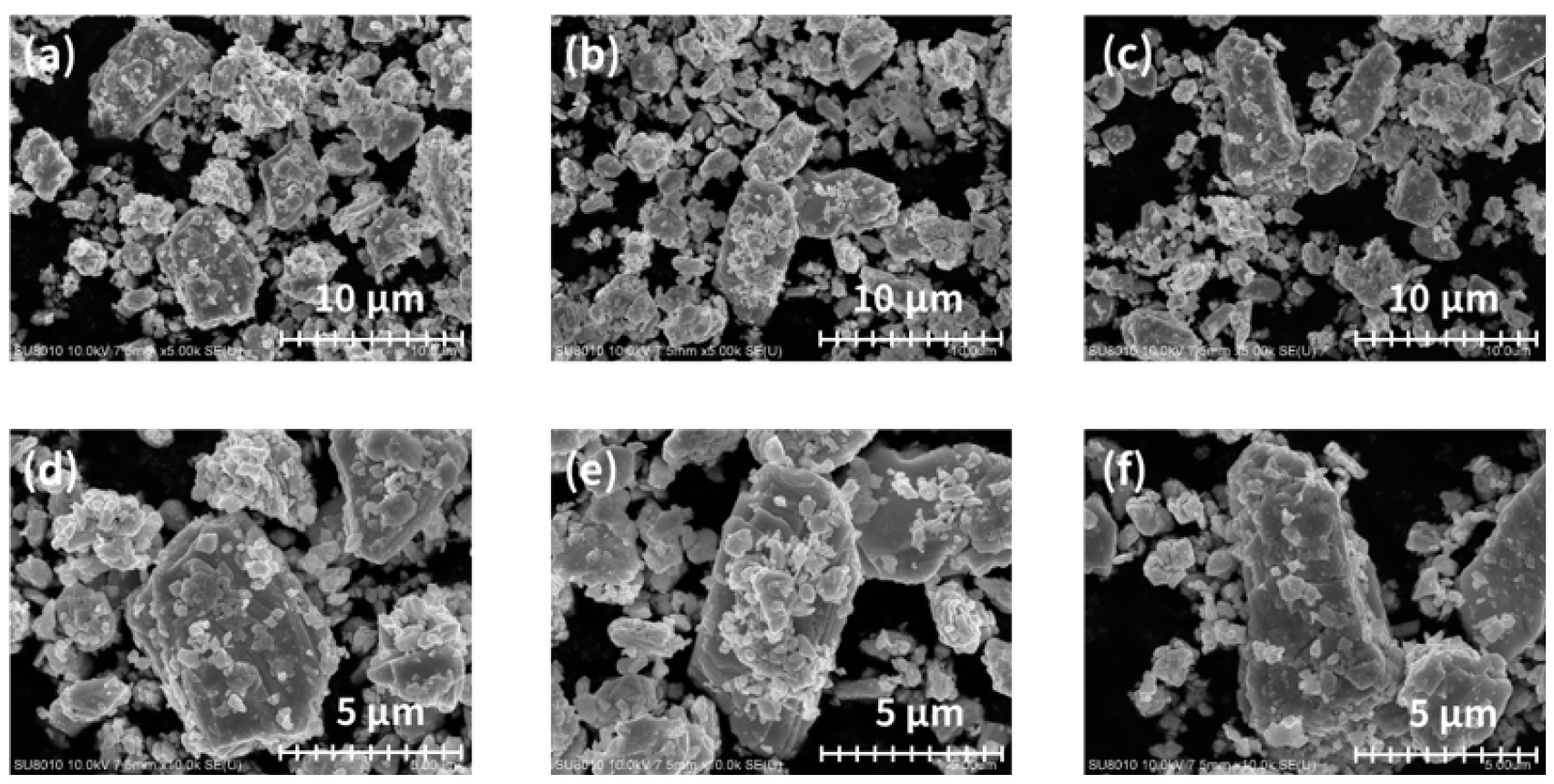
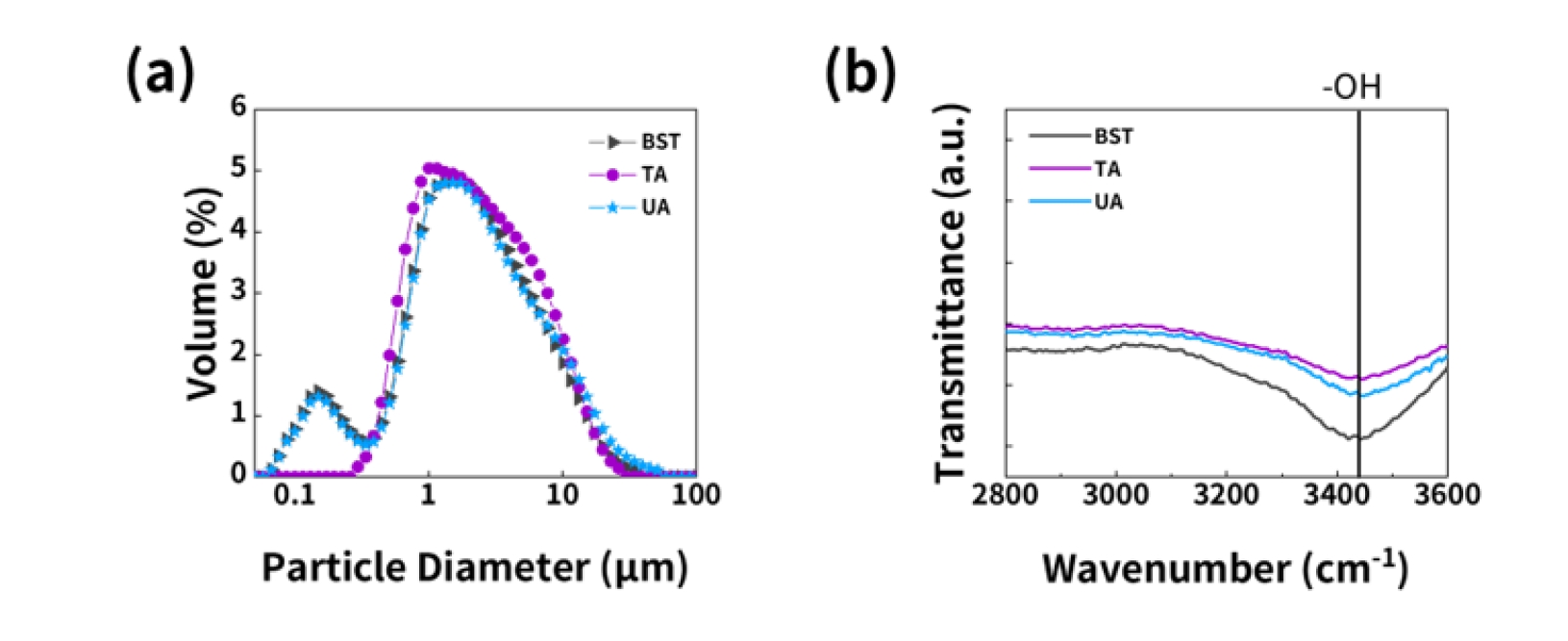
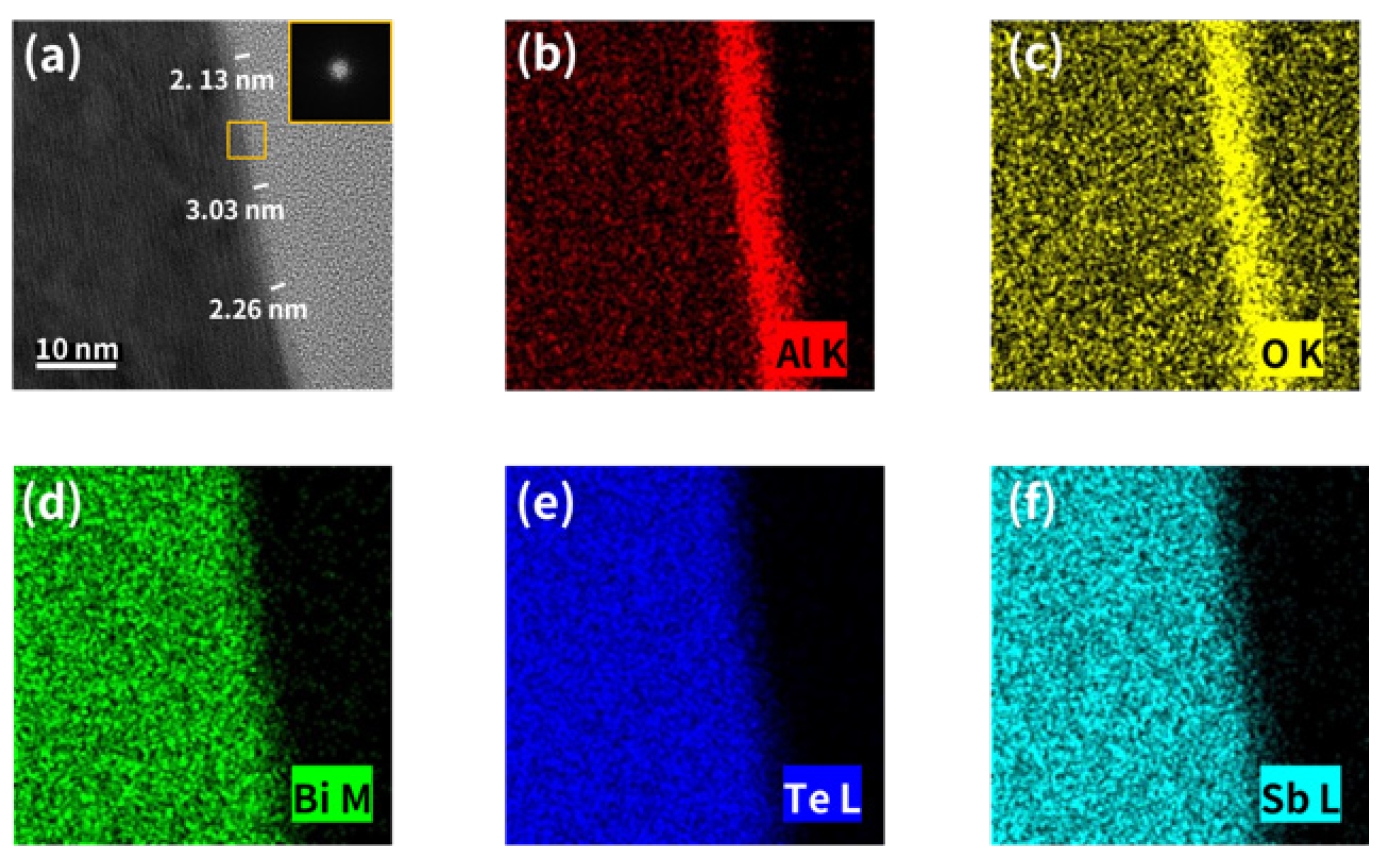
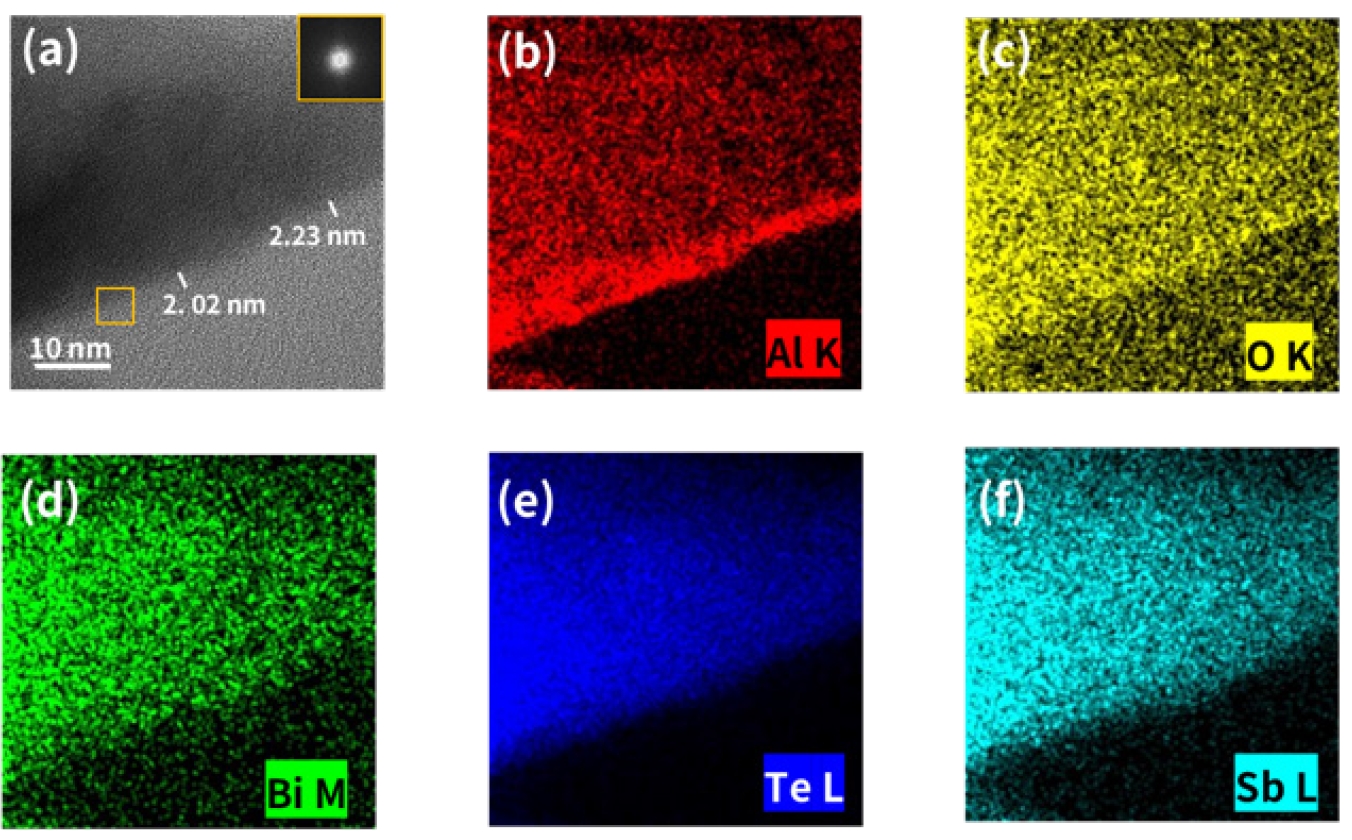
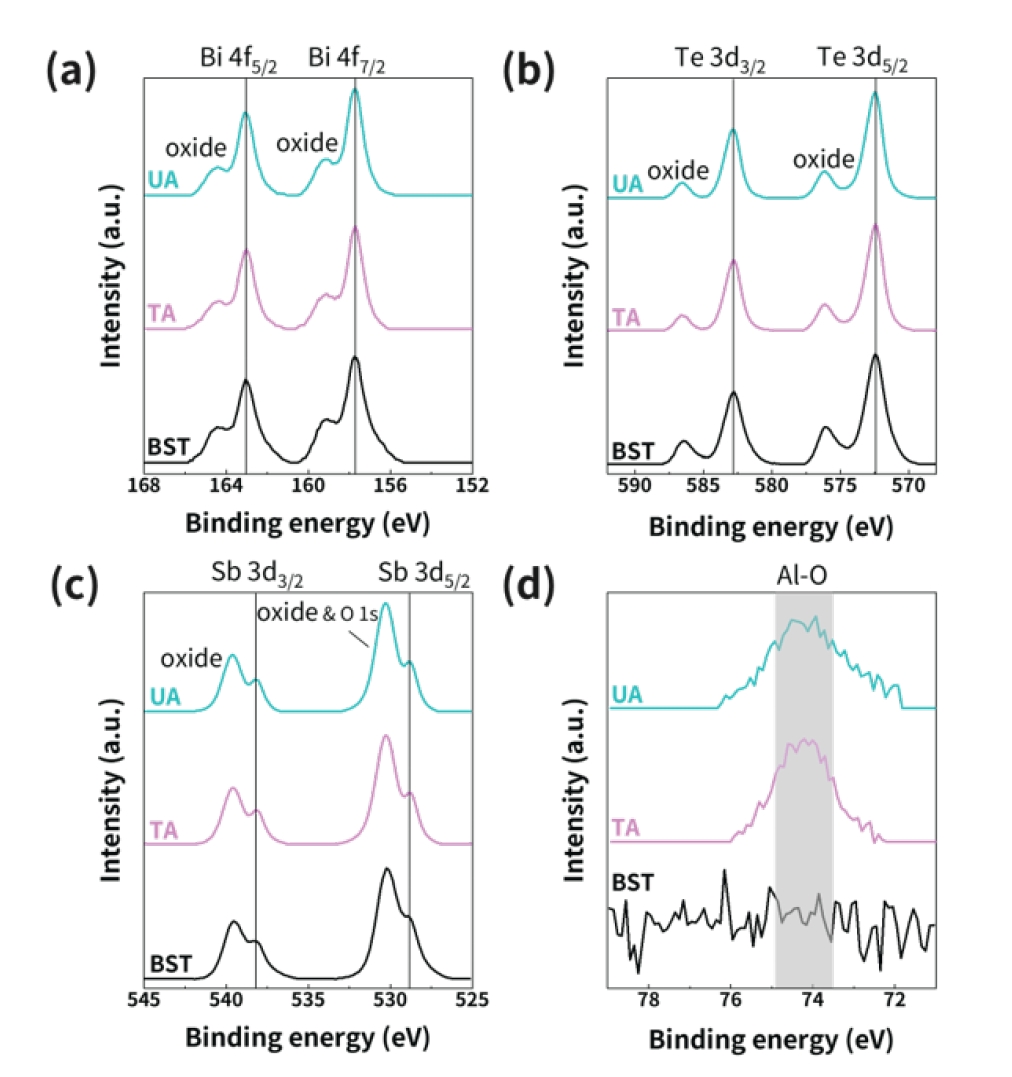
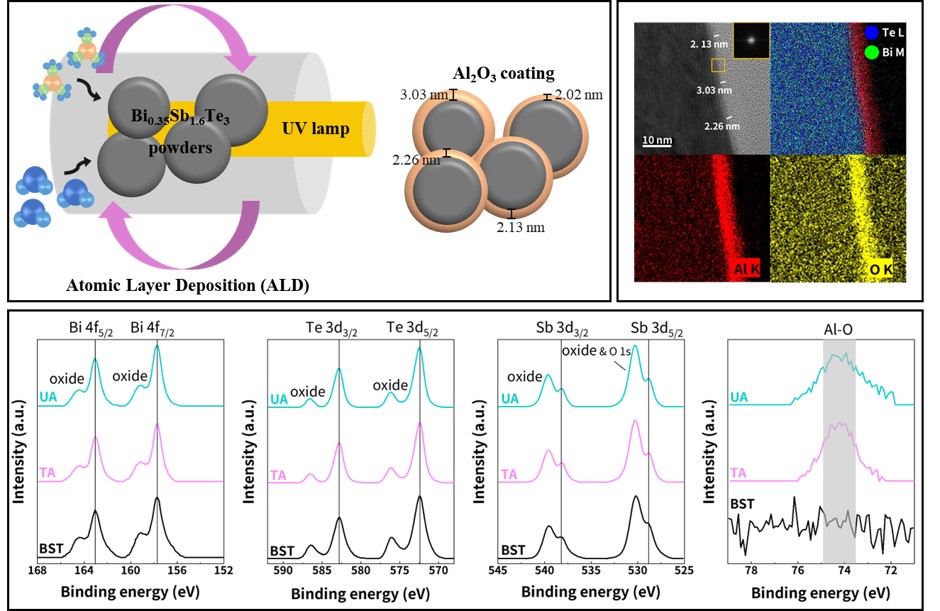
Fig. 1.
Fig. 2.
Fig. 3.
Fig. 4.
Fig. 5.
Fig. 6.
Graphical abstract
| BST | TA | UA | |
|---|---|---|---|
| D10 (μm) | 0.27 | 0.65 | 0.32 |
| D50 (μm) | 1.75 | 1.99 | 1.84 |
| D90 (μm) | 7.68 | 8.04 | 9.21 |
| BST | TA | UA | |
|---|---|---|---|
| O (at%) | 7.66 | 8.95 | 10.63 |
| Al (at%) | - | 1.23 | 0.88 |
Particle size distribution was measured using a particle size analyzer with ethanol as the dispersion medium. BST, Bi0.35Sb1.6Te3 powder; TA, BST powder with an Al2O3-based coating prepared by thermal ALD; UA, BST powder with an Al2O3-based coating prepared by UV-ALD.
Atomic percentages were obtained from SEM-EDS quantitative analysis. BST, Bi0.35Sb1.6Te3 powder; TA, BST powder with an Al2O3-based coating prepared by thermal ALD; UA, BST powder with an Al2O3-based coating prepared by UV-ALD; SEM-EDS, scanning electron microscopy-energy dispersive X-ray spectroscopy.
Table 1.
Table 2.
TOP
