
Articles
- Page Path
- HOME > J Powder Mater > Volume 33(3); 2026 > Article
-
Research Article
- Fabrication and Thermal Conductivity of Boron Nitride Nano Barb/Acrylic Polymer Nanocomposites
- Hyojeong Lee1, Jiyeon Koo2, Eunsu Park2, Hyunjoo Choi1,*
-
Journal of Powder Materials 2026;33(3):230-238.
DOI: https://doi.org/10.4150/jpm.2026.00143
Published online: June 30, 2026
1Kookmin University, Seoul 02707, Republic of Korea
2Eloi Materials Co., Ltd., Suwon 16229, Republic of Korea
- *Corresponding author: Hyunjoo Choi E-mail: hyunjoo@kookmin.ac.kr
© The Korean Powder Metallurgy & Materials Institute
This is an Open Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0/) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
- 595 Views
- 2 Download
Abstract
- The effect of manual mortar-grinding pretreatment on the thermal and mechanical properties of Boron Nitride Nano Barb (BNNB)-filled acrylic polymer composites was investigated. Composites incorporated with 5 wt.% (≈3 vol.%) of either virgin or mechanically fractured (shattered) BNNB were fabricated via hot-pressing of a thermoplastic acrylic resin at 230°C under 96 MPa for 90 min. Vickers hardness increased from 20.4 HV for neat acrylic to 29.2 HV (+43.1%) for the shattered BNNB composite, which is attributed to the omnipresent activation of barb-mediated mechanical interlocking within the polymer matrix. Thermal conductivity improved by 18.1% and 34.7% relative to neat acrylic for the Acrylic/Virgin BNNB and Acrylic/Shattered BNNB composites, respectively. The superior thermal performance is attributed to a phonon bridging network formed through barb-mediated contact between dispersed BNNB fragments, supported by experimental values exceeding Lewis–Nielsen model predictions. These results demonstrate that simple manual grinding simultaneously enhances mechanical and thermal properties without chemical surface modification, offering a practical strategy for thermally conductive polymer composite design.
- Simple manual grinding improves Boron Nitride Nano Barb (BNNB) dispersion within acrylic matrices, facilitating a unique phonon bridging network and barb-mediated mechanical interlocking. This pretreatment significantly enhances both thermal conductivity and Vickers hardness, offering a practical, chemical-free strategy for developing high-performance thermally conductive polymer nanocomposites.
Graphical abstract
- The rapid advancement of power semiconductor devices and high-density electronic packaging has driven growing demand for thermal management materials capable of effectively dissipating heat generated during device operation [1, 2]. Thermal interface materials (TIMs), positioned between heat-generating components and heat sinks, are critical for minimizing interfacial thermal resistance and must simultaneously exhibit high thermal conductivity, mechanical integrity, and electrical insulation [3]. Polymer matrix composites have attracted considerable attention as TIM candidates owing to their light weight, processability, and intrinsic electrical insulating properties; however, the thermal conductivity of neat polymer resins typically remains around 0.2 W/m•K, which is insufficient to meet the heat dissipation requirements of high-power devices [4-6].
- To address this limitation, extensive research has been conducted on incorporating thermally conductive ceramic fillers based on boron nitride (BN) into polymer matrices. BN-based fillers offer exceptionally high theoretical thermal conductivity, approximately 600 W/m•K in the in-plane direction for hexagonal BN (h-BN) and up to several thousand W/m•K along the axial direction for boron nitride nanotubes (BNNTs) — combined with excellent electrical insulation, making them highly promising for thermally conductive polymer composites [7-9]. Nevertheless, conventional BN-based fillers each have inherent structural limitations. One-dimensional BNNTs exhibit good directionality but suffer from weak interfacial bonding with polymer matrices owing to their smooth surface. Two-dimensional h-BN and boron nitride nanosheets (BNNSs) are prone to severe agglomeration driven by interparticle van der Waals forces and exhibit poor dispersibility, which hinders the formation of efficient phonon conduction pathways [5, 8]. Surface functionalization using silane coupling agents has been proposed to overcome these issues, but this approach inevitably increases process complexity and manufacturing cost.
- Against this background, Boron Nitride Nano Barbs (BNNB) represent a novel nanostructure in which h-BN crystals grow radially on the outer surface of BNNTs in a barb-like arrangement, yielding a one-dimensional structure with a three-dimensional surface morphology (Fig. 1, Fig. 2(a,b)) [7, 8]. This unique architecture offers the potential to simultaneously address the interfacial bonding deficiency and dispersion challenges that have individually limited conventional BN-based fillers. The barb structure enhances interfacial contact area and anchoring effects through mechanical interlocking with the polymer matrix, while inter-barb steric hindrance suppresses agglomeration and improves dispersibility [7]. BNNB therefore integrates the one-dimensional interfacial bonding characteristics of BNNTs with the two-dimensional surface area advantage of h-BN and BNNSs, positioning it as a structurally distinct and multifunctional reinforcing filler.
- However, the barb morphology also promotes physical entanglement between filler particles, which can impede uniform dispersion within the polymer matrix. Non-uniform dispersion leads to stress concentration around agglomerates, degrading mechanical properties, while simultaneously suppressing the formation of continuous phonon transport networks and reducing heat transfer efficiency. Optimizing the dispersion state through an appropriate pretreatment strategy is therefore essential for translating the intrinsic structural advantages of BNNB into measurable improvements in both thermal and mechanical properties, yet systematic studies addressing this remain limited.
- In this work, we propose a simple and practical pretreatment strategy — manual grinding using an agate mortar and pestle, without any chemical surface modification — to suppress BNNB agglomeration and improve dispersibility. Uniformly dispersed BNNB is expected to strengthen the interfacial bond with the matrix through barb-induced mechanical interlocking, thereby enhancing mechanical properties, while simultaneously promoting the formation of continuous phonon conduction pathways to improve thermal conductivity. Using a thermoplastic acrylic resin as the polymer matrix, two composite types were fabricated by hot pressing: Acrylic/Virgin BNNB and Acrylic/Shattered BNNB. The effect of grinding pretreatment on the thermal and mechanical properties of the composites was systematically evaluated through microstructural analysis, Raman spectroscopy, Vickers hardness testing, and laser flash thermal conductivity measurements. This study aims to demonstrate that mechanical grinding alone, without reliance on chemical surface modification, can simultaneously enhance mechanical reinforcement and phonon transport efficiency, thereby offering a practical design strategy for high-performance thermally conductive polymer composites [10].
1. Introduction
- 2.1 Materials
- A thermoplastic acrylic resin (MM-HR-02-AR, MTDI Inc., Korea) was used as the polymer matrix [11]. Boron Nitride Nano Barbs (BNNB; BNNano, Inc., USA), composed of >80 wt.% boron nitride nanotubes (BNNT) and <20 wt.% hexagonal boron nitride (h-BN), were used as the thermally conductive filler at a fixed content of 5 wt.% (≈3 vol.%). Three specimen types were prepared: neat acrylic resin, Acrylic/Virgin BNNB, and Acrylic/Shattered BNNB polymer composites.
- 2.2 Preparation of Shattered BNNB
- Virgin BNNB powder was manually ground using an agate mortar and pestle to reduce particle size and improve dispersibility within the acrylic matrix. Manual grinding was selected over high-energy ball milling to prevent excessive shear damage to the unique outer barb morphology of BNNB and to avoid localized thermal softening of the thermoplastic acrylic matrix during co-grinding. The grinding was performed until the BNNB agglomerates were visibly fragmented; the resulting product is referred to as shattered BNNB throughout this work.
- 2.3 Fabrication of Acrylic/BNNB Polymer Composites
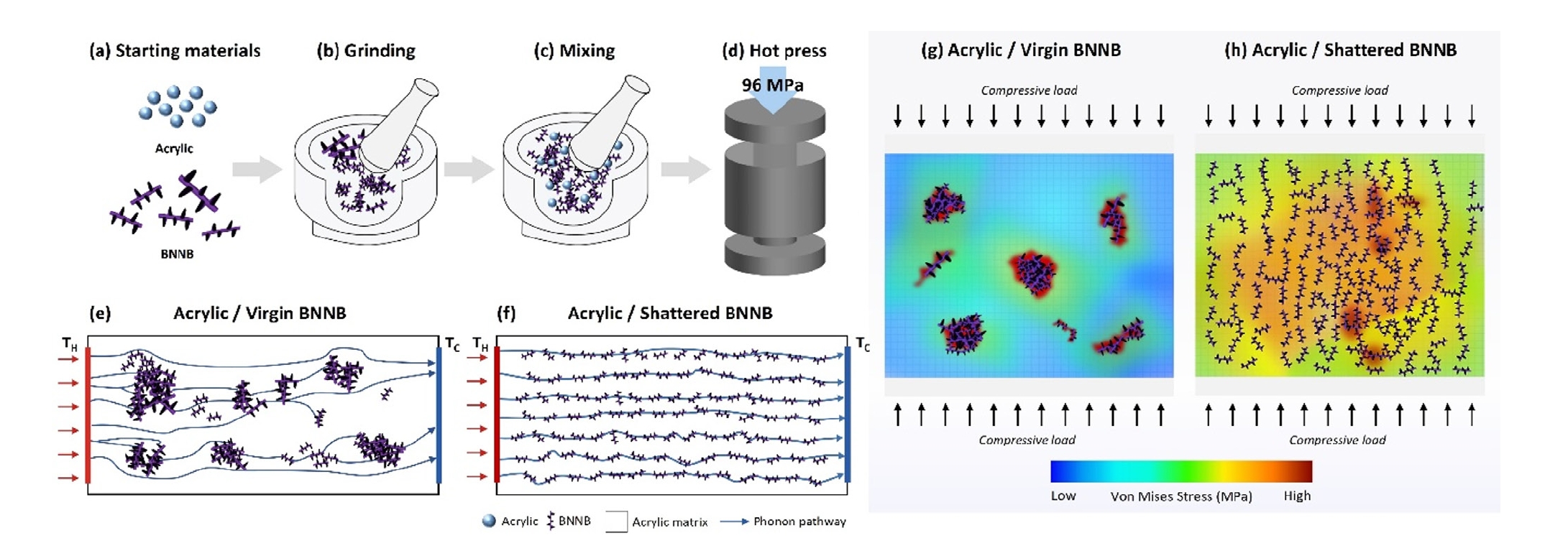
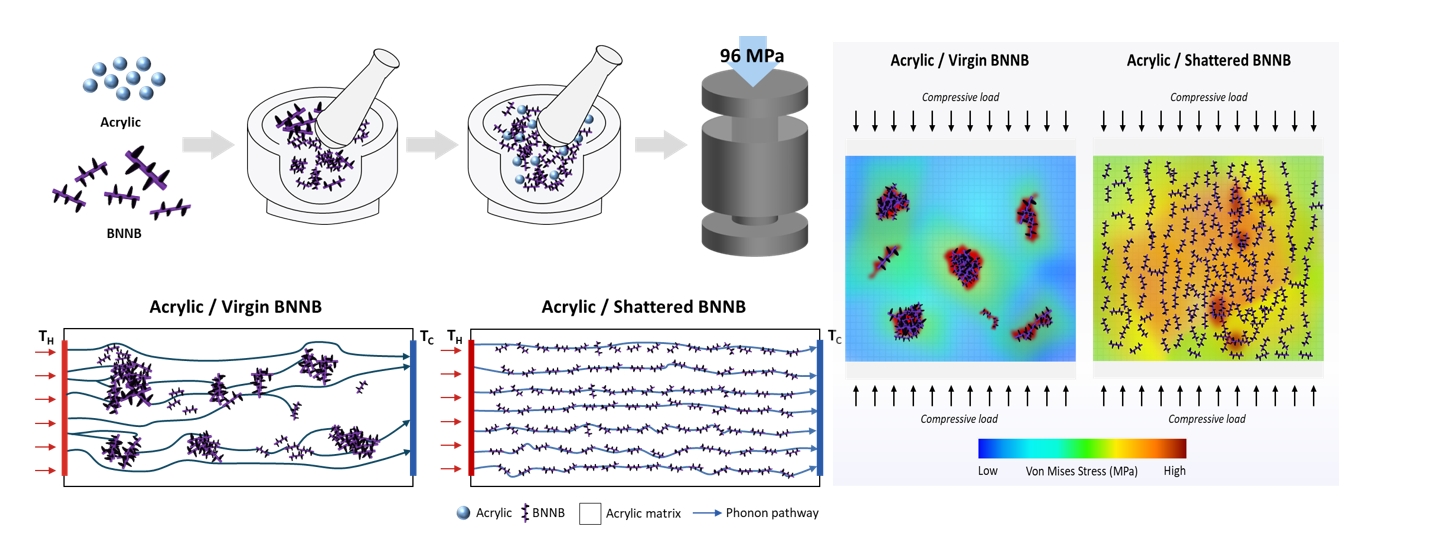
- For both composite types, either virgin or shattered BNNB was added to acrylic resin powder at 5 wt.% and mixed using a mortar and pestle until a homogeneous mixture was obtained. Unlike the shattering pretreatment described in Section 2.2, which was performed on BNNB alone to fragment agglomerates, this mixing step was conducted after the addition of acrylic powder and was intended solely to achieve homogeneous blending of the constituents rather than induce further fragmentation of BNNB. The blended powder was then loaded into a cylindrical stainless-steel mold (diameter: 26 mm) and consolidated by hot pressing at 230°C under a uniaxial pressure of 96 MPa (6 metric ton) for 90 min. Hot pressing was performed using a hydraulic press (Carver, USA) equipped with a custom-built heating assembly; heating was provided by an electric cartridge heater integrated into the stainless-steel mold, with mold temperature monitored via a thermocouple and regulated using a digital temperature controller, while applied pressure was monitored using the hydraulic gauge integrated into the press. The mold assembly was wrapped with glass fiber insulation to minimize heat loss during pressing. Hot pressing is a widely used powder consolidation technique capable of achieving near-full density composites through simultaneous application of heat and pressure [12-14]. No chemical curing agent was used; consolidation was achieved solely by heat and pressure [15]. After pressing, specimens were cooled to room temperature inside the mold before removal. The overall fabrication process is illustrated in Fig. 1(a–d). The conceptual mechanisms through which uniform BNNB dispersion, achieved by manual grinding, leads to enhanced thermal and mechanical properties are also schematically depicted: Fig. 1(e–f) schematically illustrates the difference in phonon conduction pathways between virgin and shattered BNNB composites, while Fig. 1(g–h) shows the corresponding difference in stress distribution; detailed discussion is provided in Section 3.3 [12, 15].
- 2.4 Characterization
- The morphology of BNNB powder and composite fracture surfaces was examined by field-emission scanning electron microscopy (FE-SEM; SU8700, Hitachi, Japan). SEM-based image analysis enables quantitative characterization of powder particle morphology including circularity and aspect ratio. Elemental distribution was analyzed by energy-dispersive X-ray spectroscopy (EDS) using the same instrument. Raman spectra were obtained using a LabRAM Soleil spectrometer (Horiba Jobin Yvon, France) with a 532 nm excitation laser at 1 mW; the h-BN E₂g mode at 1368 cm⁻¹ was used as the reference peak for evaluating the structural integrity of BNNB after processing. Vickers hardness was measured with a microhardness tester (HM-200, Mitutoyo, Japan) under a test load of 0.05 kgf (HV0.05), selected to minimize substrate effects given the relatively soft acrylic matrix; ten indentations were made per specimen, and the average of the eight values remaining after excluding the maximum and minimum readings was reported as the representative hardness value [16].
- Thermal diffusivity (α) was measured at 25°C by laser flash analysis (LFA 467, NETZSCH, Germany). Specific heat capacity (Cp) was independently determined by differential scanning calorimetry (DSC) at the same temperature. Density (ρ) was measured by the Archimedes method. Thermal conductivity (κ) was calculated as:
- 2.5 Thermal Conductivity Modeling
- Theoretical thermal conductivities for comparison with experimental values were calculated using the Rule of Mixtures (ROM) lower bound model and the Lewis–Nielsen model [17-20]. The ROM lower bound, assuming series thermal resistance, is expressed as:
- The Lewis–Nielsen model is a semi-empirical model that accounts for filler morphology and maximum packing fraction, expressed as:
- where parameter A depends on filler shape and orientation relative to the direction of heat flow, and is related to the generalized Einstein coefficient PE as:
- For non-spherical fillers, PE is obtained from the aspect ratio p using the Guth equation:
- Parameter B reflects the relative thermal conductivity of the two components:
- Parameter ψ depends on the filler volume fraction φ and the maximum packing fraction φm:
- The key input parameters used in this work are as follows. The matrix thermal conductivity (κm) was taken as 0.199 W/m•K from LFA measurements. The filler thermal conductivity (κf) was set to 300 W/m•K, referenced to the axial thermal conductivity of BNNT, the primary constituent of BNNB[21]. Since κf >> κm, parameter B converges to unity, and the model prediction is governed primarily by the shape parameter A, which depends on the aspect ratio (AR). The maximum packing fraction (φm) was set to 0.52, corresponding to random rod packing. The effective aspect ratio (AR) was set to 7 (A = 4.07) for Virgin BNNB to reflect agglomerated behavior, and to 12 (A = 4.58) for Shattered BNNB to reflect individually dispersed particles. These values do not represent directly measured geometric aspect ratios of individual BNNB particles; rather, they represent effective aspect ratio parameters within the Lewis–Nielsen framework that account for differences in agglomeration and dispersion state.
2. Experimental
- 3.1 Microstructural Analysis
- Fig. 2 shows SEM images of the acrylic resin, virgin BNNB powder, Acrylic/Virgin BNNB mixture, and Acrylic/Shattered BNNB mixture. The neat acrylic resin (Fig. 2(a)) exhibits smooth spherical morphology, representative of the unmodified polymer matrix. Virgin BNNB (Fig. 2(b)) exhibits a distinctive nanostructure in which h-BN crystals are attached to the outer wall of BNNTs in a barb-like arrangement; pronounced physical entanglement between these barbs promotes agglomeration. In the Acrylic/Virgin BNNB mixture (Fig. 2(c)), BNNB agglomerates are distributed non-uniformly on the acrylic particle surfaces, with BNNB and acrylic particles remaining largely separate. In contrast, the Acrylic/Shattered BNNB mixture (Fig. 2(d)) shows that co-grinding of acrylic particles and BNNB produces finely fragmented particles that are more uniformly intermixed. This improved dispersion state is a prerequisite for the subsequent enhancement of both thermal and mechanical properties of the composite.
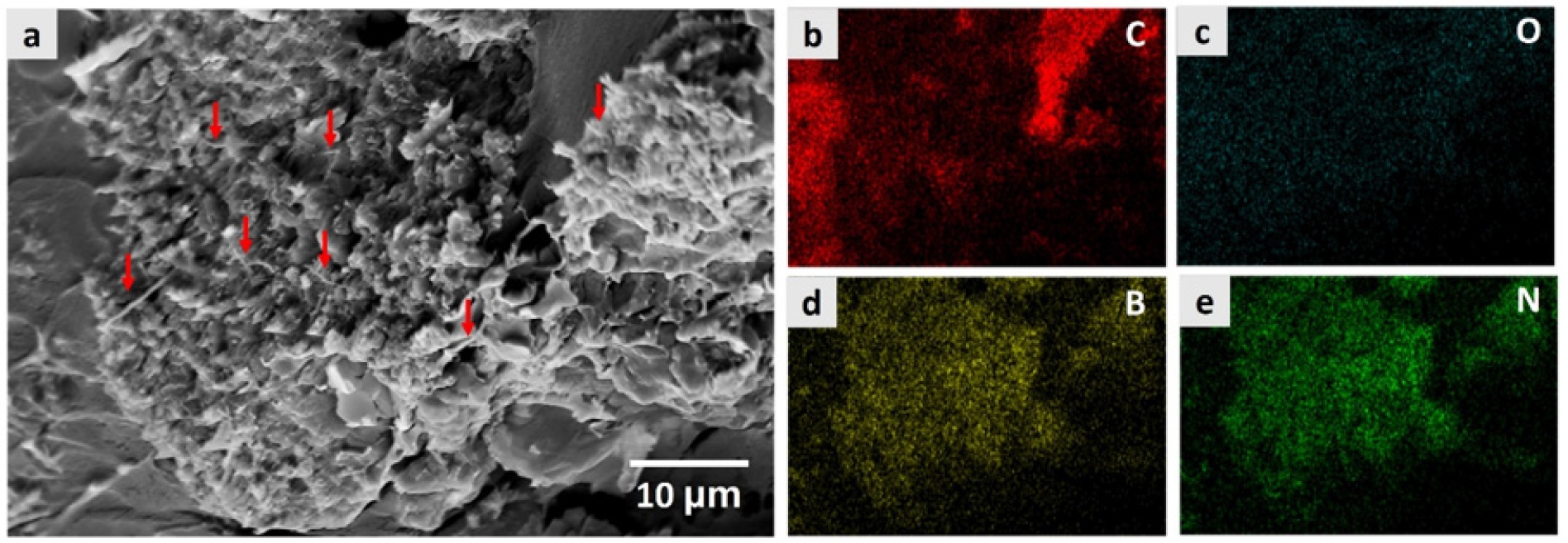
- Fig. 3 presents SEM and EDS elemental maps of the Acrylic/Shattered BNNB composite fracture surface. The spatial co-distribution of B and N with the matrix elements C and O confirms that BNNB is embedded within the acrylic matrix. Notably, BNNB fragments are observed protruding from the fracture surface in an embedded state (indicated by arrows in Fig. 3(a)), providing direct morphological evidence that barb-induced mechanical interlocking operated during fracture. The barb morphology of the protruding BNNB remains intact after fracture, confirming that the manual grinding process preserves the structural characteristics of BNNB.
- 3.2 Raman Spectroscopy
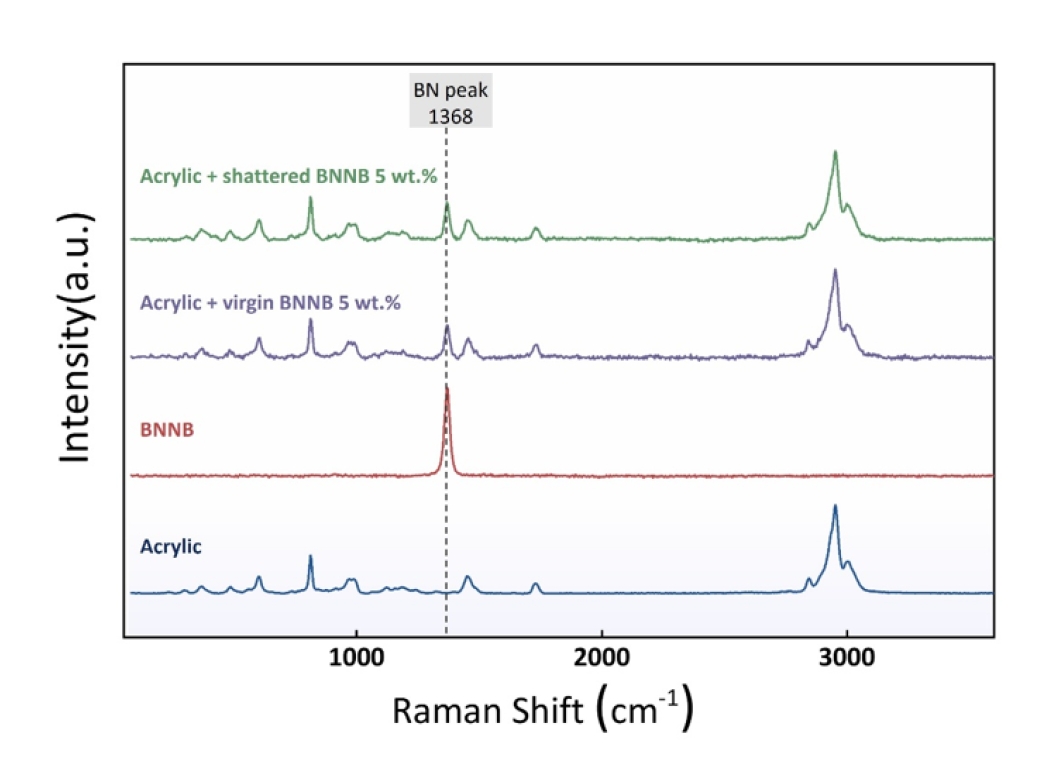
- Fig. 4 shows Raman spectra of neat acrylic, BNNB powder, Acrylic/Virgin BNNB, and Acrylic/Shattered BNNB. A sharp E₂g peak at 1368 cm⁻¹, corresponding to the in-plane B–N stretching vibration of h-BN, is clearly observed in the BNNB powder spectrum [22]. The same peak appears at an identical position in both composite spectra, confirming that the h-BN crystal structure is fully retained after manual grinding. No new peaks attributable to chemical bonding between BNNB and the acrylic matrix are detected, indicating that BNNB is dispersed purely by physical means without chemical reaction. These findings confirm that manual grinding preserves the intrinsic thermal transport properties of BNNB while improving only its dispersibility, and support the interpretation that the observed thermal conductivity enhancement originates from improved dispersion state rather than any structural modification of BNNB.
- 3.3 Mechanical and Thermal Properties
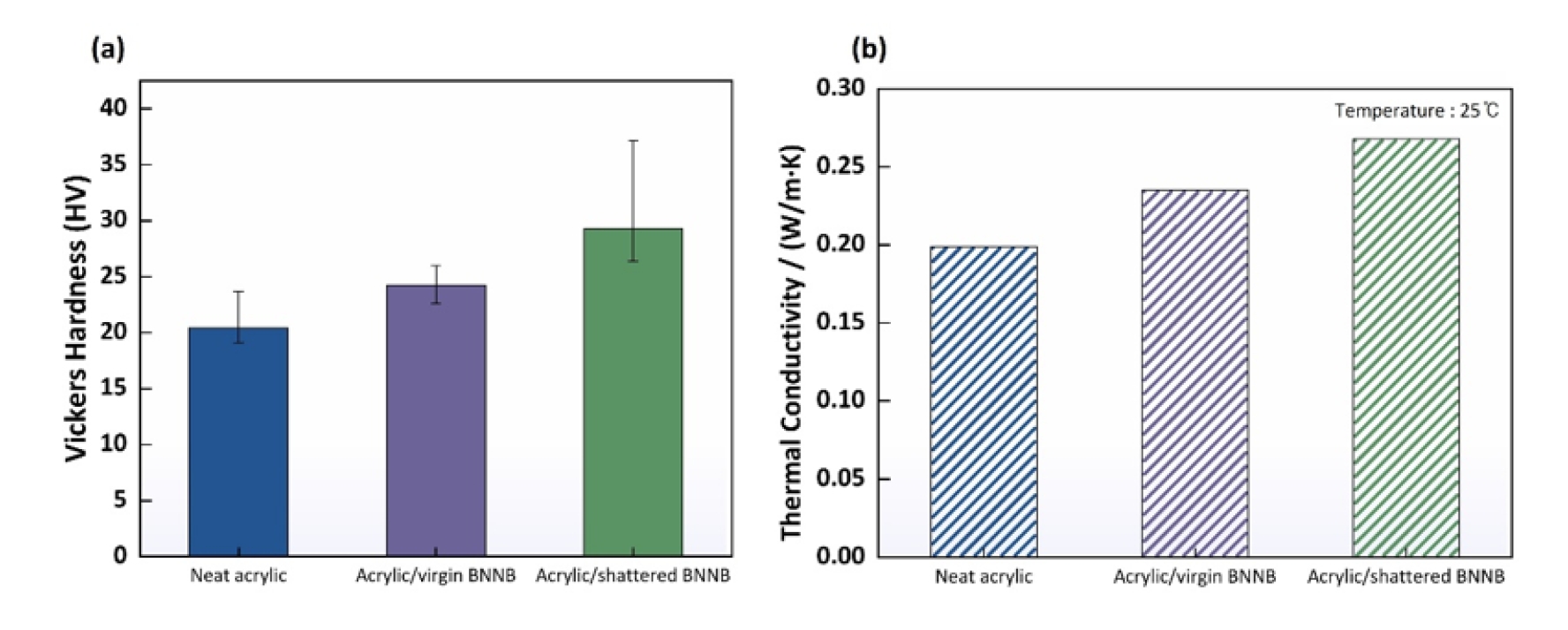
- Table 1 and Fig. 5(a) show the Vickers hardness of the three specimens in tabulated and graphical form, respectively, providing both precise numerical values and an intuitive visual comparison. The neat acrylic resin exhibits a hardness of 20.4 HV, increasing to 24.3 HV (+19.1%) for Acrylic/Virgin BNNB and 29.2 HV (+43.1%) for Acrylic/Shattered BNNB. The hardness enhancement observed upon BNNB addition is attributed to the combined action of multiple reinforcement mechanisms [23-27]. The barb structure of BNNB forms mechanical interlocking with the acrylic matrix, suppressing filler pull-out at the interface and enabling efficient load transfer from the matrix to the filler [25, 28]. The observation in Fig. 3 of BNNB fragments protruding from the fracture surface in an embedded state constitutes direct morphological evidence that this mechanical interlocking operated during fracture. The associated pull-out behavior indicates that BNNB absorbed energy from the matrix during fracture, confirming barb-induced mechanical interlocking as the primary reinforcement mechanism in this composite system.
- Notably, the shattered BNNB composite exhibited a larger standard deviation in hardness (±3.6 HV) compared with the virgin BNNB composite (±1.1 HV), despite its more uniform filler dispersion (Table 1). This can be attributed to differences in the indentability of filler-rich regions between the two composites. In the virgin composite, large BNNB agglomerates were sufficiently hard that no measurable indentation could be produced under the applied test load (0.05 kgf); consequently, valid measurements were necessarily confined to agglomerate-free, matrix-rich regions, which inherently yielded more consistent hardness values. In the shattered composite, the finer and more uniformly dispersed BNNB fragments were small enough to permit measurable indentations throughout the specimen, including regions in close proximity to dispersed filler particles, thereby capturing local variations in matrix–filler interaction at the microscale. This variability remains modest in absolute terms and should not be interpreted as evidence of inconsistent dispersion; rather, it reflects the broader range of microstructural regions accessible to indentation following the shattering pretreatment.
- The higher hardness of the shattered composite at the same filler content (5 wt.%) is attributed to differences in stress distribution arising from differences in dispersion state. In the virgin composite, inter-barb physical entanglement causes BNNB to agglomerate; within these agglomerates, load concentrates locally, generating stress concentration that promotes premature failure and prevents the aforementioned reinforcement mechanisms from operating effectively throughout the matrix (Fig. 1(g)). In contrast, uniform dispersion of individually fragmented BNNB in the shattered composite enables the formation of a load transfer network throughout the matrix, allowing mechanical interlocking to operate uniformly across the composite, thereby enhancing hardness (Fig. 1(h)) [29].
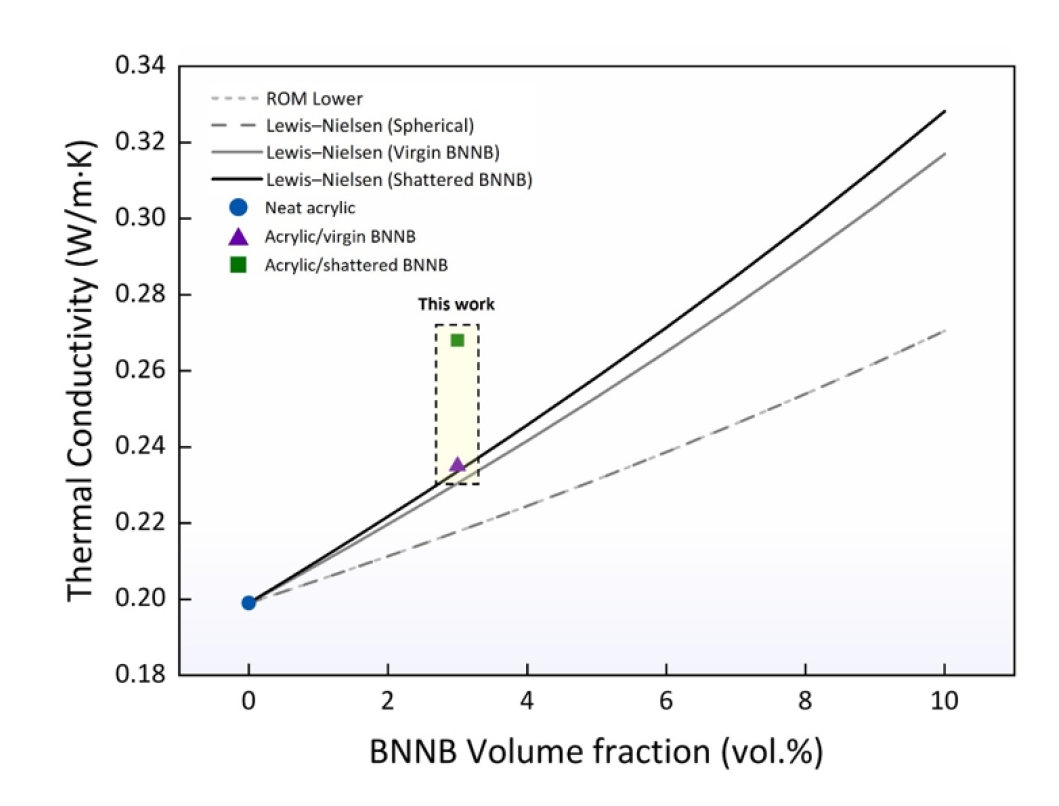
- Table 2 and Fig. 5(b) summarize the thermal property data. The thermal conductivity of neat acrylic resin is 0.199 W/m•K. The addition of BNNB increases this to 0.235 W/m•K (+18.1%) for Acrylic/Virgin BNNB and 0.268 W/m•K (+34.7%) for Acrylic/Shattered BNNB. Thermal diffusivity increases from 0.123 mm²/s for neat acrylic to 0.163 mm²/s for Acrylic/Shattered BNNB, while density and specific heat capacity change only marginally, identifying thermal diffusivity as the dominant factor in the conductivity improvement.
- It is generally recognized that uniform dispersion of nanofillers can increase the total filler–matrix interfacial area, leading to accumulation of interfacial thermal resistance (Kapitza resistance) and a net reduction in thermal conductivity [17, 30-32]. In the present work, however, uniform dispersion of shattered BNNB yielded the contrary result, enhancing thermal conductivity. This is attributed to a phonon bridging mechanism arising from the distinctive barb morphology of BNNB. In the virgin composite, inter-barb physical entanglement causes BNNB to agglomerate, forming isolated islands within the acrylic matrix. Phonon transport between adjacent agglomerates necessarily requires traversal of the low-conductivity acrylic matrix, preventing the formation of continuous phonon conduction pathways and reducing heat transfer efficiency (Fig. 1(e)) [33]. In contrast, uniformly dispersed BNNB fragments in the shattered composite establish physical proximity and contact with neighboring fragments through their barb structures, enabling phonons to be continuously transported through the BNNB network — a phonon bridging network (Fig. 1(f)) [21, 34, 35].
- While the phonon-bridging effect explains the enhanced thermal conductivity of the Acrylic/Shattered BNNB composite relative to the Acrylic/Virgin BNNB composite, the absolute thermal conductivity remains lower than values typically reported for practical thermal interface materials (TIMs). However, these values were generally achieved using substantially higher filler loadings and additional processing strategies. Previous studies have reported thermal conductivities of 3.3 W/m•K using 40 wt.% magnetically aligned BNNB [7], 10.49 W/m•K using 44.7 vol.% BN agglomerates under pressure curing conditions [30], and approximately 5.3 W/m•K using 45 vol.% h-BN [36]. In contrast, the present study employed only 5 wt.% BNNB without alignment treatment or high-loading thermal network formation. Therefore, the present results demonstrate that the unique barb morphology of BNNB can effectively promote phonon transport and improve thermal conductivity even at a low filler loading of 5 wt.%.
- Fig. 6 compares the experimental thermal conductivities with theoretical predictions based on the Lewis–Nielsen model described in Section 2.5. The experimental thermal conductivity of the Acrylic/Virgin BNNB composite closely approximated the theoretical prediction at AR = 7, suggesting that the selected effective aspect ratio appropriately captures the agglomerated state of virgin BNNB within the matrix. The modest thermal conductivity enhancement relative to neat acrylic reflects the combined effect of agglomerate-level filler geometry and interfacial thermal resistance at agglomerate boundaries, which partially offset the intrinsic high thermal conductivity of individual BNNB (intrinsic AR ≈ 83), limiting heat transfer below the potential of well-dispersed fillers.
- In contrast, the Acrylic/Shattered BNNB composite exhibited thermal conductivity significantly exceeding the theoretical prediction for AR = 12. Such enhancement cannot be fully explained by the conventional Lewis–Nielsen model, which assumes independently dispersed fillers and does not explicitly account for particle connectivity. Although mortar grinding reduced the length of BNNB, the resulting de-agglomerated fragments formed close interlocking contacts through their barb-like morphology, facilitating the formation of an interconnected three-dimensional thermal transport network. This improved dispersion compensated for the reduction in filler aspect ratio and provided additional heat-transfer pathways beyond those expected from particle geometry alone.
- Because filler agglomeration directly influences the cluster-level effective aspect ratio, dispersion effects are partially reflected in the effective AR adopted in the Lewis–Nielsen analysis. Nevertheless, the model remains a geometry-based effective-medium approach and does not explicitly describe network-level connectivity between fillers. Therefore, the AR-based prediction serves as a geometry-only baseline, while deviations between experimental and predicted values provide insight into additional transport mechanisms. The thermal conductivity of the shattered BNNB composite exceeded even its own AR = 12 prediction, suggesting an additional contribution from an inter-particle phonon-bridging network enabled by improved dispersion. While part of this deviation may also arise from the model assumption of isotropic filler conductivity, which does not fully represent the anisotropic barb-mediated morphology of BNNB, the magnitude and dispersion-dependent trend of the enhancement are consistent with the presence of network-assisted phonon transport. It should be noted that this phonon-bridging mechanism is inferred from the combined evidence of microstructural observations and thermal conductivity measurements, rather than from direct experimental visualization of heat transport pathways.
3. Results and Discussion
- This study investigated the effect of a simple manual grinding pretreatment on the dispersion behavior of BNNB and its consequent influence on the thermal and mechanical performance of thermoplastic acrylic composites. Particular emphasis was placed on clarifying whether improved dispersion could compensate for the reduction in filler aspect ratio caused by mechanical fragmentation and contribute to enhanced heat-transfer performance.
- Raman spectroscopy confirmed that the h-BN crystal structure of BNNB was fully preserved after grinding, indicating that the treatment improved filler dispersion without inducing chemical degradation. Vickers hardness increased from 20.4 HV for neat acrylic to 24.3 HV (+19.1%) and 29.2 HV (+43.1%) for Acrylic/Virgin BNNB and Acrylic/Shattered BNNB composites, respectively. Thermal conductivity improved by 18.1% and 34.7%, respectively, demonstrating that the shattered BNNB composite outperformed its virgin counterpart despite the shattered composite’s lower aspect ratio.
- Comparison with the Lewis–Nielsen model further revealed that the enhanced thermal conductivity of the shattered composite cannot be explained solely by filler geometry. Instead, the results suggest that improved dispersion promotes the formation of an interconnected phonon-bridging network through barb-mediated inter-particle contacts, providing additional heat-transfer pathways beyond those predicted by conventional effective-medium theory.
- These findings demonstrate that dispersion state can play a more critical role than geometric aspect ratio in determining thermal transport performance in BNNB/polymer composites. From a practical perspective, the results highlight that a simple, low-cost mechanical grinding process can simultaneously improve thermal conductivity and hardness without chemical surface modification, providing an accessible strategy for the design of thermally conductive polymer composites. Future studies will extend this work by systematically varying filler loading to map the percolation threshold of BNNB and by benchmarking against isotropic cubic BN (cBN) fillers to further isolate the topological contribution of the barb morphology to phonon transport [36, 37].
4. Conclusion
-
Funding
This work was supported by the National Research Foundation of Korea (NRF) grant funded by the Korean government (MSIT) (No. RS-2023-00281508), and this research was supported by the Technology Innovation Program through the Korea Technology and Information Promotion Agency for SMEs (TIPA), funded by the Ministry of SMEs and Startups [RS-2024-00466675].
-
Conflict of Interest
H.J.Choi serves as an editor of the Journal of Powder Materials, but have no role in the decision to publish this article. Except for this, the authors have no conflicts of interest to declare.
-
Data Availability Statement
All dataset files used in this study are available on request.
-
Acknowledgments
None.
Article information

| Sample | Hardness (HV) |
|---|---|
| Neat acrylic | 20.4 ± 1.6 |
| Acrylic/Virgin BNNB 5 wt.% | 24.3 ± 1.1 |
| Acrylic/Shattered BNNB 5 wt.% | 29.2 ± 3.6 |
| Sample | α (mm²/s) | ρ (g/cm³) | Cp (J/g·K) | κ (W/m·K) |
|---|---|---|---|---|
| Neat acrylic | 0.123 | 1.177 | 1.378 | 0.199 |
| Acrylic/Virgin BNNB | 0.147 | 1.180 | 1.355 | 0.235 |
| Acrylic/Shattered BNNB | 0.163 | 1.182 | 1.387 | 0.268 |
- 1. Y. Qin, B. Albano, J. Spencer, J. S. Lundh, B. Wang, C. Buttay, M. Tadjer, C. DiMarino and Y. Zhang: J. Phys. D: Appl. Phys., 56 (2023) 093001.ArticlePDF
- 2. T. Kobayashi, T. Kuzuya and T. Ando: Mater. Trans., 65 (2024) 1178.Article
- 3. B. Wei, W. Luo, J. Du, Y. Ding, Y. Guo, G. Zhu, Y. Zhu and B. Li: SusMat, 4 (2024) e239.Article
- 4. S. Nakamura, T. Fujii, S. Matsukawa, M. Katagiri and H. Fukuyama: Cryogenics, 95 (2018) 76.Article
- 5. X. Wu, Z. Wang, J. Chen, X. Wang and X. Qu: IOP Conf. Ser.: Mater. Sci. Eng., 394 (2018) 022052.ArticlePDF
- 6. K. Son, N. Oh and J.-W. Lee: Mater. Sci. Eng. A, 907 (2024) 146727.Article
- 7. J. Wang, C. Yang, D. Ma, M. Zhang, X. Li, Z. Li, Z. He, L. Liu, Z. Fu and J.-Y. Yang: ACS Appl. Nano Mater., 6 (2023) 18508.ArticlePDF
- 8. Y. Meng, D. Yang, X. Jiang, Y. Bando and X. Wang: Nanomaterials, 14 (2024) 331.Article
- 9. C. Yao, G. Leahu, M. Holicky, S. Liu, B. Fenech-Salerno, M. C. Lai, M. C. Larciprete, C. Ducati, G. Divitini, R. Li Voti, C. Sibilia and F. Torrisi: Adv. Funct. Mater., 34 (2024) 2405235.Article
- 10. N. B. D. Do, K. Imenes, K. E. Aasmundtveit, H.-V. Nguyen and E. Andreassen: Polymers, 15 (2023) 1552.Article
- 11. J. Sun, H. Han, S. Ahn, S. Jung and S. K. Ha: Polymers, 17 (2025) 1563.Article
- 12. G. Baek, M. S. Rizi, Y. Lee, S. J. Jo, J.-H. Choi and S.-J. Hong: J. Korean Powder Metall. Inst., 30 (2023) 13.Article
- 13. K. R. Rao, S. K. Dewangan, A. H. Seikh, S. K. Sinha and B. Ahn: Met. Mater. Int., 30 (2024) 726.ArticlePDF
- 14. S. K. Rittinghaus, A. Ali and U. Hecht: Met. Mater. Int., 29 (2023) 579.ArticlePDF
- 15. J.-K. Kim, J.-H. Choi, N. Sahn, S.-S. Ryu and S. Kim: J. Powder Mater., 30 (2023) 409.Article
- 16. H. Song, S. H. Song, J. Cho and G. Song: J. Korean Inst. Met. Mater., 61 (2023) 449.ArticlePDF
- 17. S. L. Chung and J. S. Lin: Molecules, 21 (2016) 670.Article
- 18. R. Pal: Compos. Part A Appl. Sci. Manuf., 39 (2008) 718.Article
- 19. L. E. Nielsen: Ind. Eng. Chem. Fundam., 13 (1974) 17.Article
- 20. M. Ishtiaq, S. Tiwari, B. B. Panigrahi, J. B. Seol and N. S. Reddy: Int. J. Thermophys., 45 (2024) 137.Article
- 21. C. Fu, Q. Li, J. Lu, S. Mateti, Q. Cai, X. Zeng, G. Du, R. Sun, Y. Chen, J. Xu and C.-P. Wong: Compos. Sci. Technol., 165 (2018) 322.Article
- 22. J.-W. Seo, A. Pophali, S. An, C. S. Lee Liang, S. Li, H. Liu, J. Kim, K. An, J. Kim and T. Kim: J. Mol. Struct., 1319 (2025) 139545.Article
- 23. H. Park, H. Kwon, K. T. Kim, J.-H. Yu, J. Choe, H. Sung, H. S. Kim, J. G. Kim and J. M. Park: Addit. Manuf., 86 (2024) 104223.Article
- 24. R. Mohanraman, P. Steiner, C. Kocabas, I. A. Kinloch and M. A. Bissett: ACS Appl. Nano Mater., 7 (2024) 13142.ArticlePDF
- 25. W. J. Choi, S. Y. Lee and S. J. Park: Nanomaterials, 13 (2023) 138.Article
- 26. J. M. Park, P. Asghari-Rad, A. Zargaran, J. W. Bae, J. Moon, H. Kwon, J. Choe, S. Yang, J.-H. Yu and H. S. Kim: Acta Mater., 221 (2021) 117426.Article
- 27. C. Yang, B. Huang, Y. Zheng, J. Li, H. Zhang, Y. Ding, L. Liang, Z. Qiu, H. Wang, Y. Yang, M. Tian, Q. Huang, Z. Wu and J. Bohacek: J. Mater. Res. Technol., 35 (2025) 4920.Article
- 28. K. Lee, H. Son, K. Cho and H. Choi: J. Mater. Res. Technol., 17 (2022) 1770.Article
- 29. C. Lee, G. Kim, Y. Chou, B. L. Musicó, M. C. Gao, K. An, G. Song, Y.-C. Chou, V. Keppens, W. Chen and P. K. Liaw: Sci. Adv., 6 (2020) eaaz4748.
- 30. S. Moradi, F. Román, Y. Calventus and J. M. Hutchinson: Polymers, 13 (2021) 955.Article
- 31. K. Zhan, Y. Chen, Z. Xiong, Y. Zhang, S. Ding, F. Zhen, Z. Liu, Q. Wei, M. Liu, B. Sun, H.-M. Cheng and L. Qiu: Nat. Commun., 15 (2024) 2905.Article
- 32. Y. Lee, H. Kim, M. Kim, S. J. Oh, K. Park and J. Sim: J. Powder Mater., 32 (2025) 330.ArticlePDF
- 33. Z. Liu, J. Xie, C. Wang, P. Zou, X. Zhang, B. Xu and J. Li: Compos. Commun., 53 (2025) 102183.Article
- 34. X. Huang, Y. Tuersun, M. Huang, W. Lin, W. Qiu and S. Chu: Mater. Today Sustain., 21 (2023) 100269.Article
- 35. J. Zhang, J. Zhou, Y. Tokumoto and K. Edagawa: Mater. Trans., 64 (2023) 945.Article
- 36. F. Kargar, Z. Barani, R. Salgado, B. Debnath, J. S. Lewis, E. Aytan, R. K. Lake and A. A. Balandin: ACS Appl. Mater. Interfaces, 10 (2018) 37555.Article
- 37. B. S. Chang, C. Li, J. Dai, K. Evans, J. Huang, M. He, W. Hu, Z. Tian and T. Xu: ACS Appl. Mater. Interfaces, 14 (2022) 14579.ArticlePDF
References
Figure & Data
References
Citations
 ePub Link
ePub Link Cite this Article
Cite this Article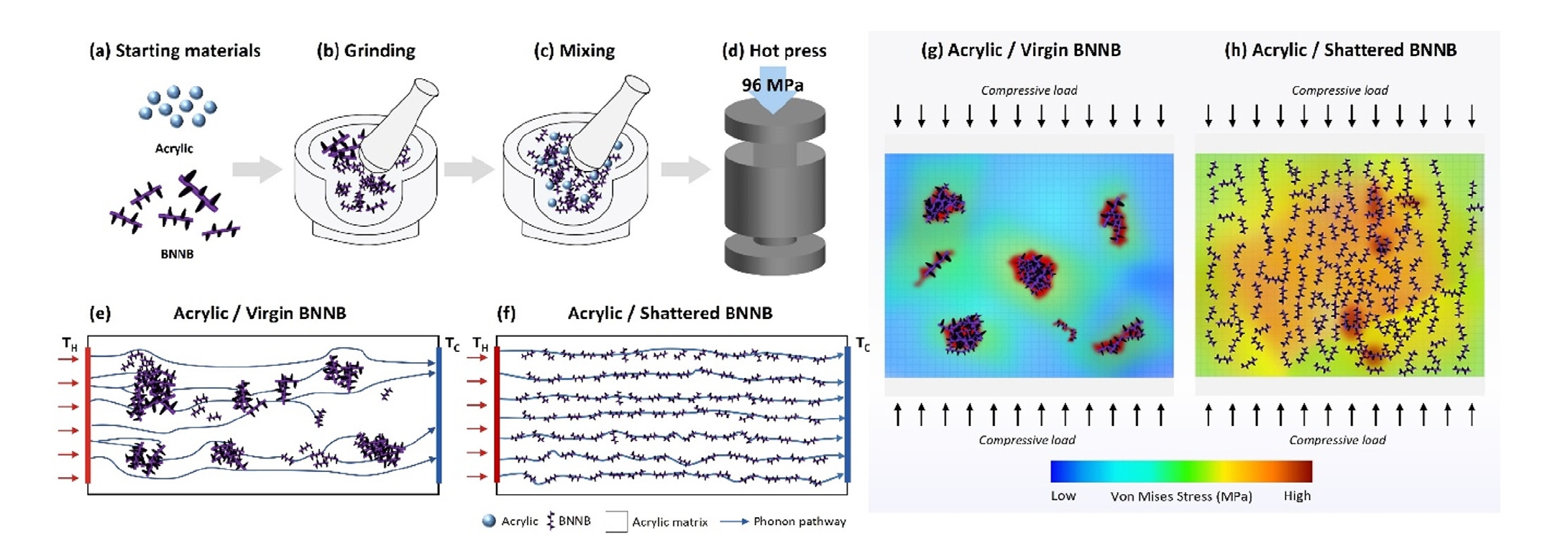

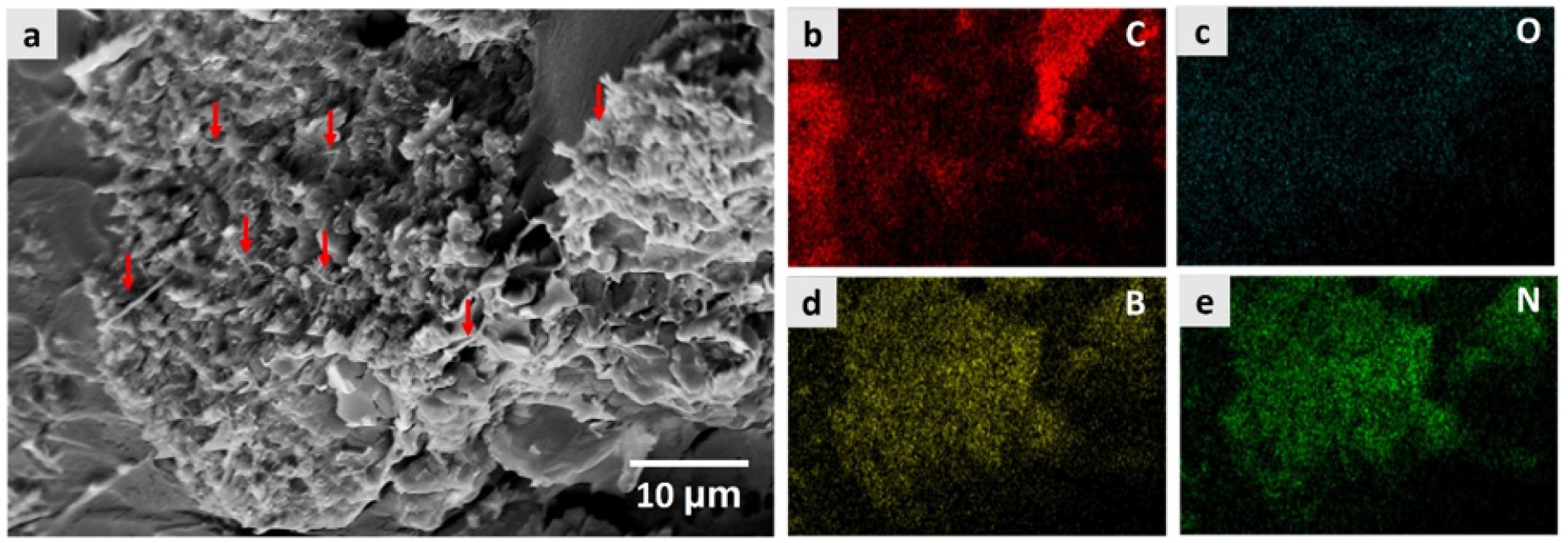
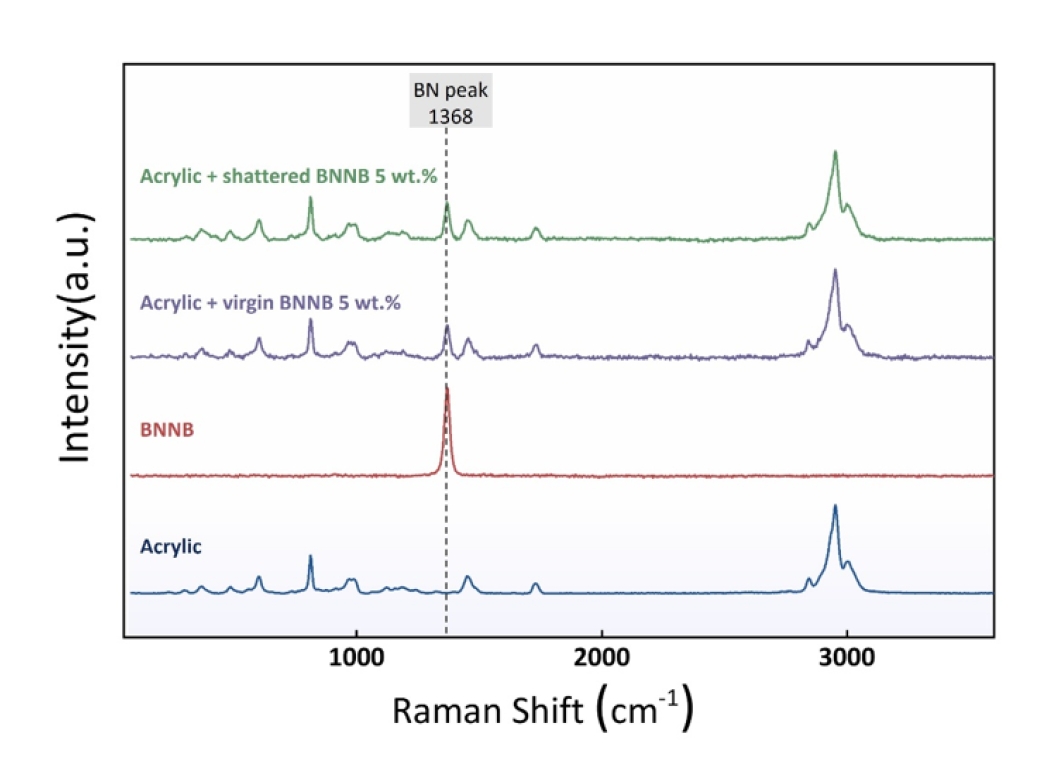
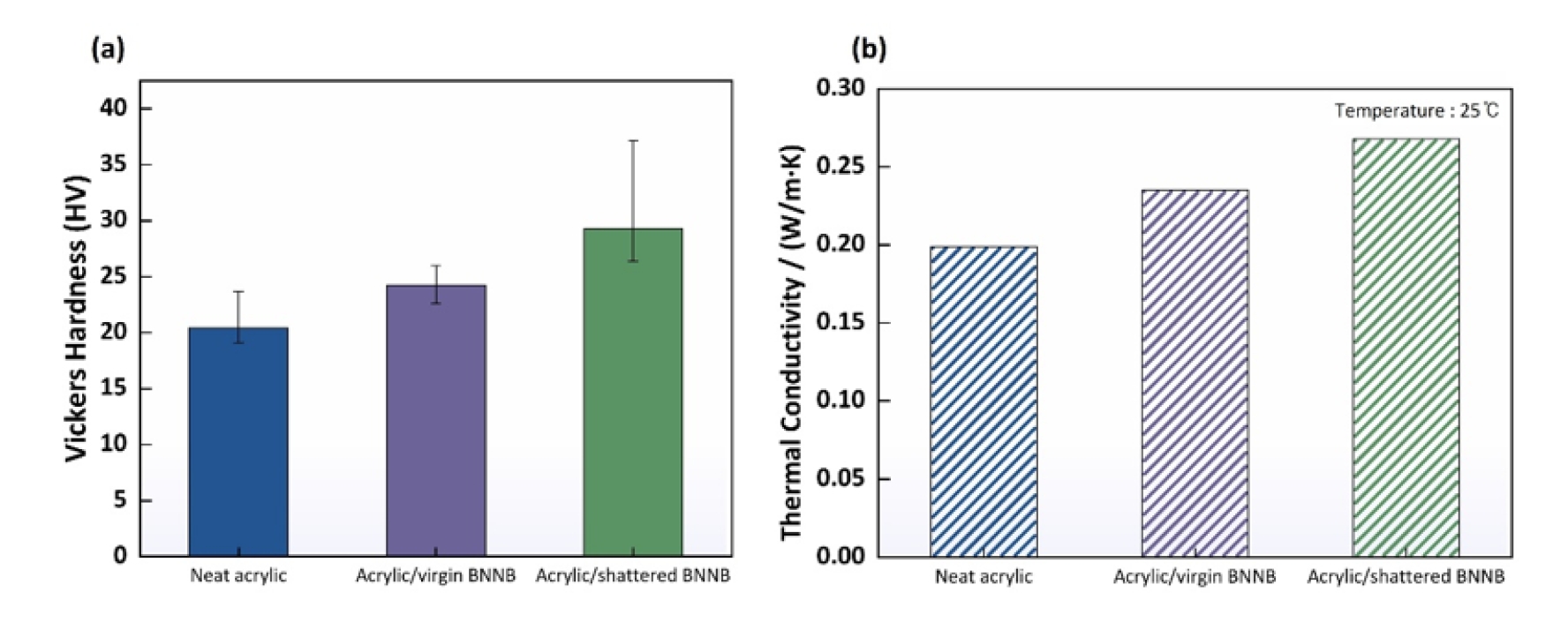
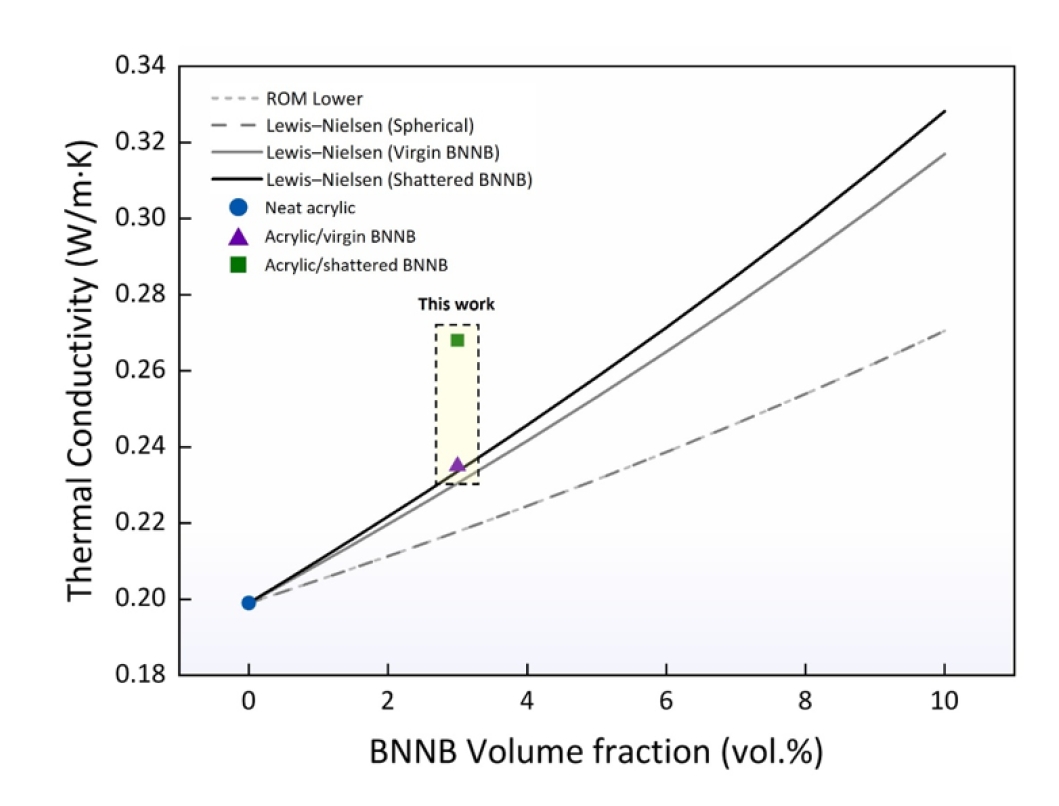
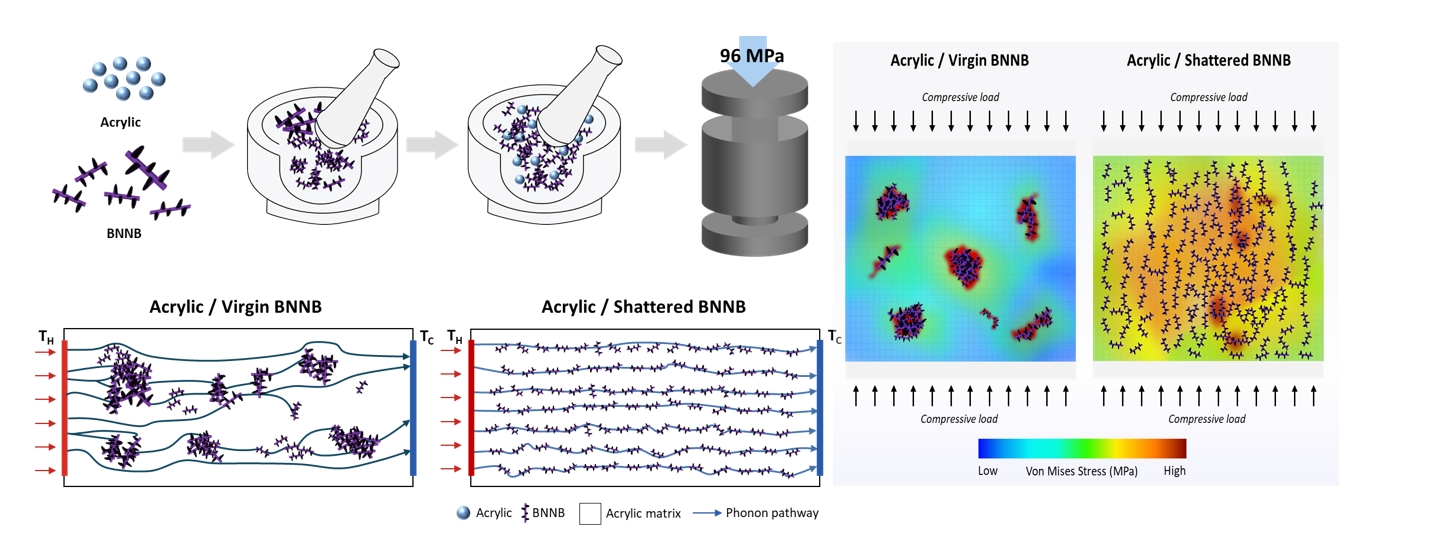
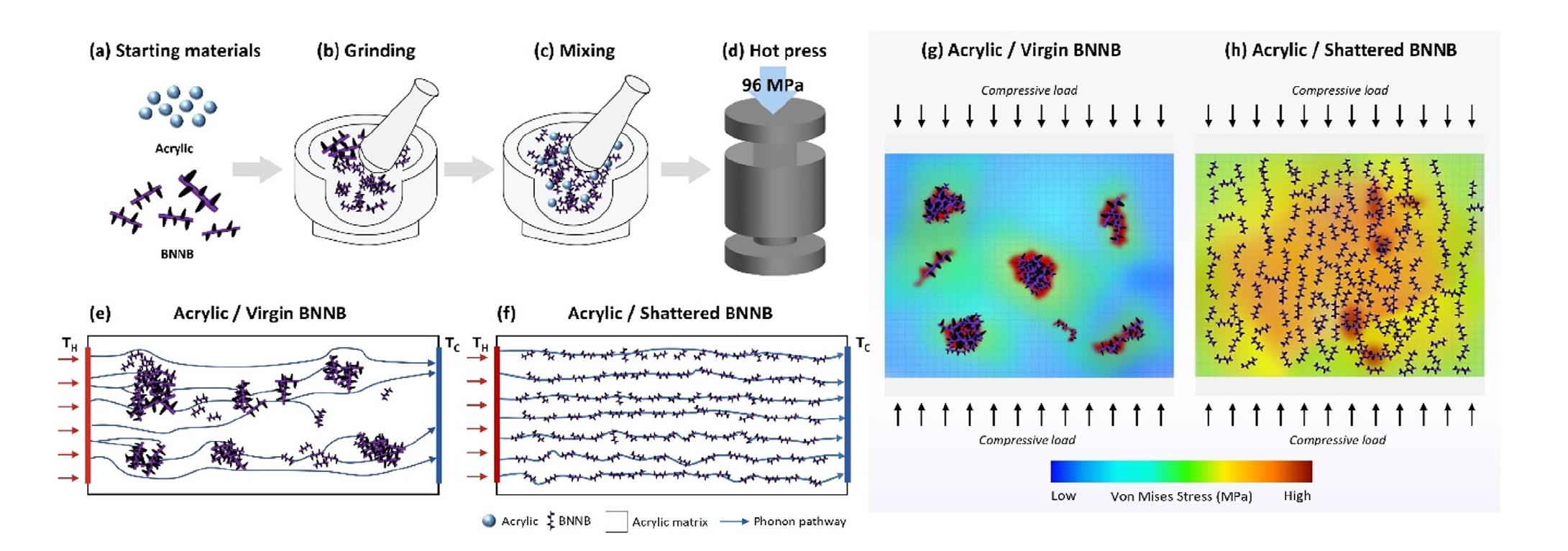

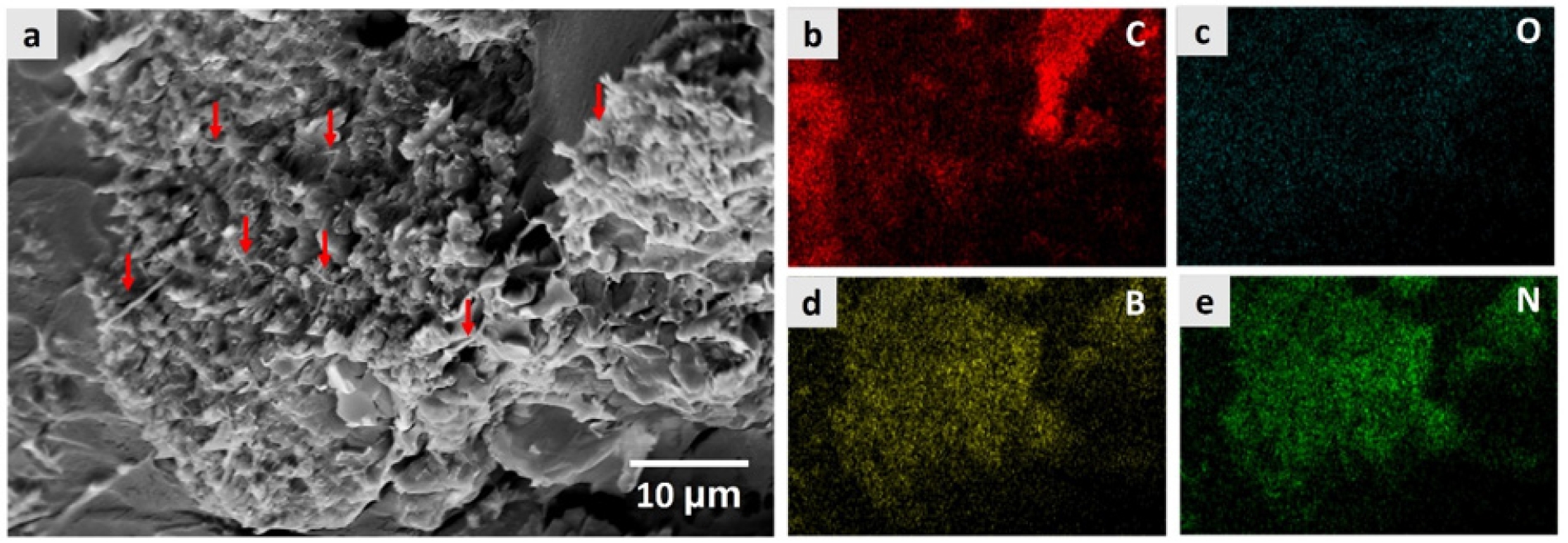
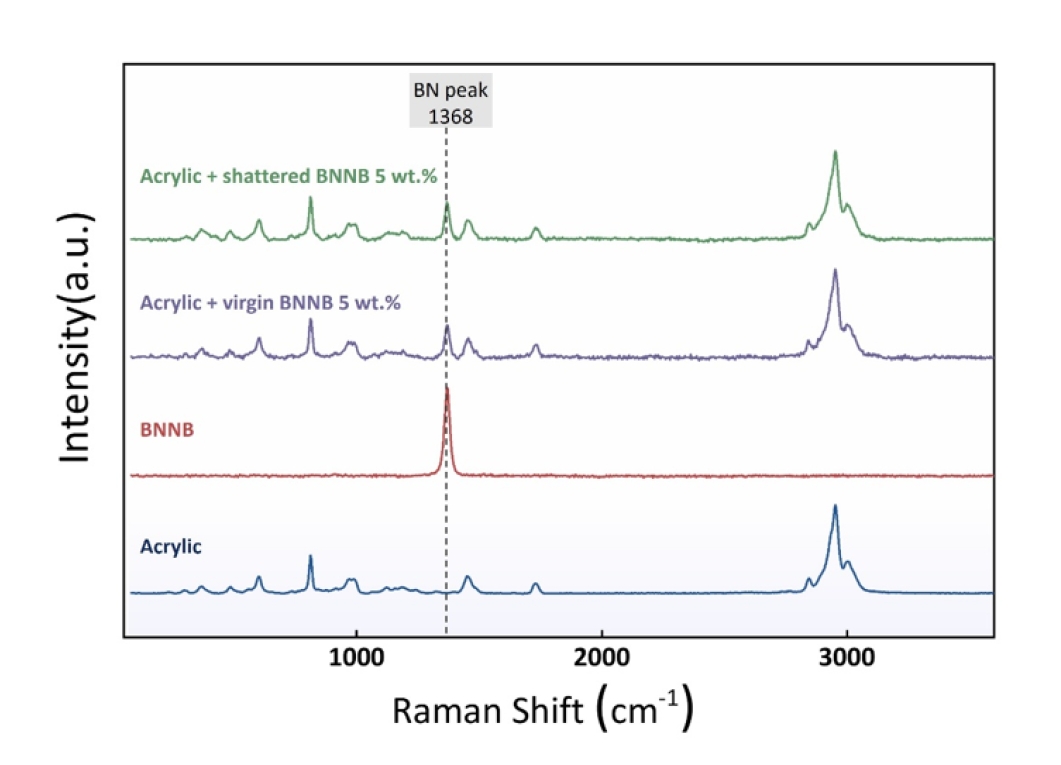
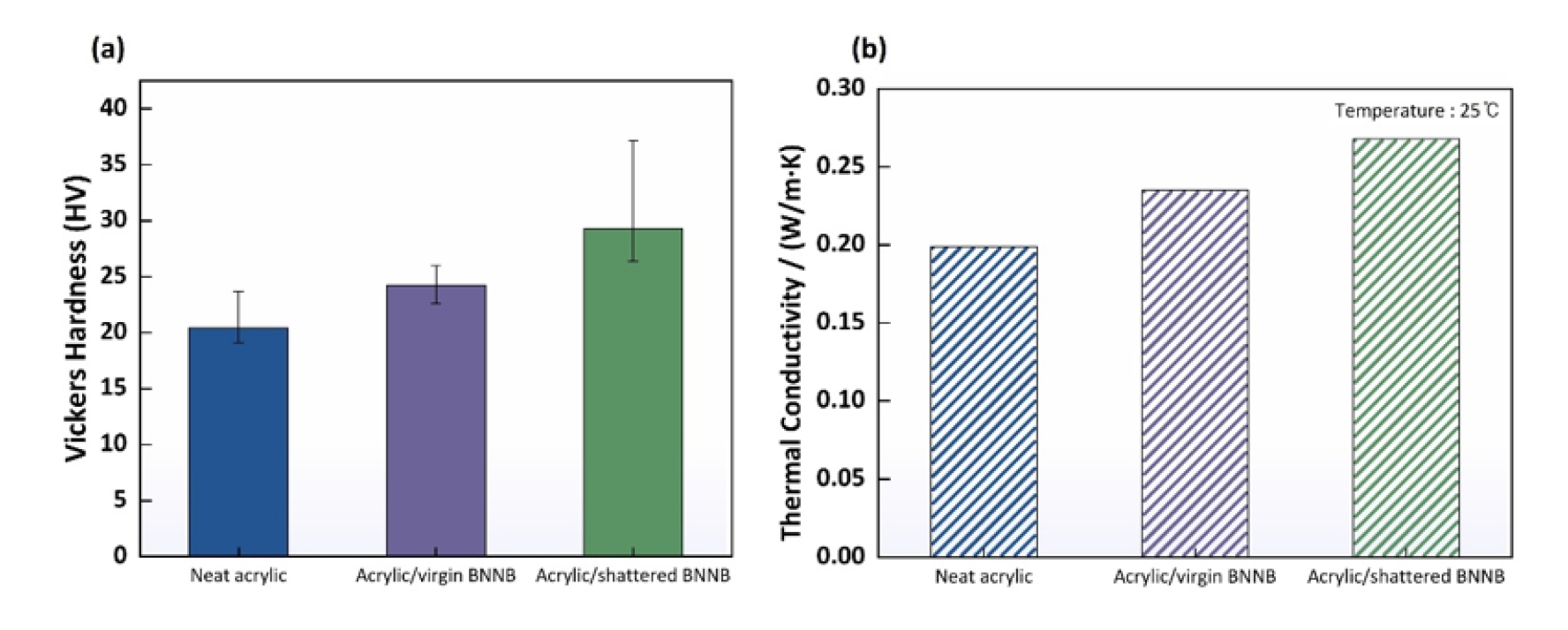
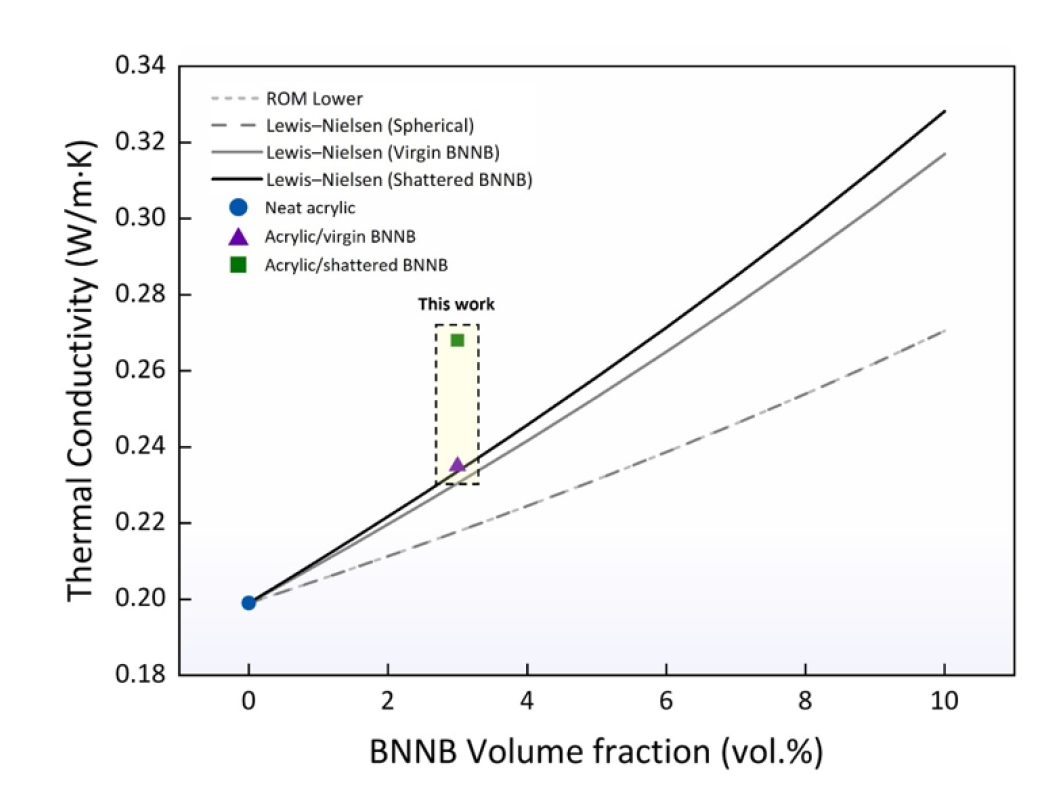
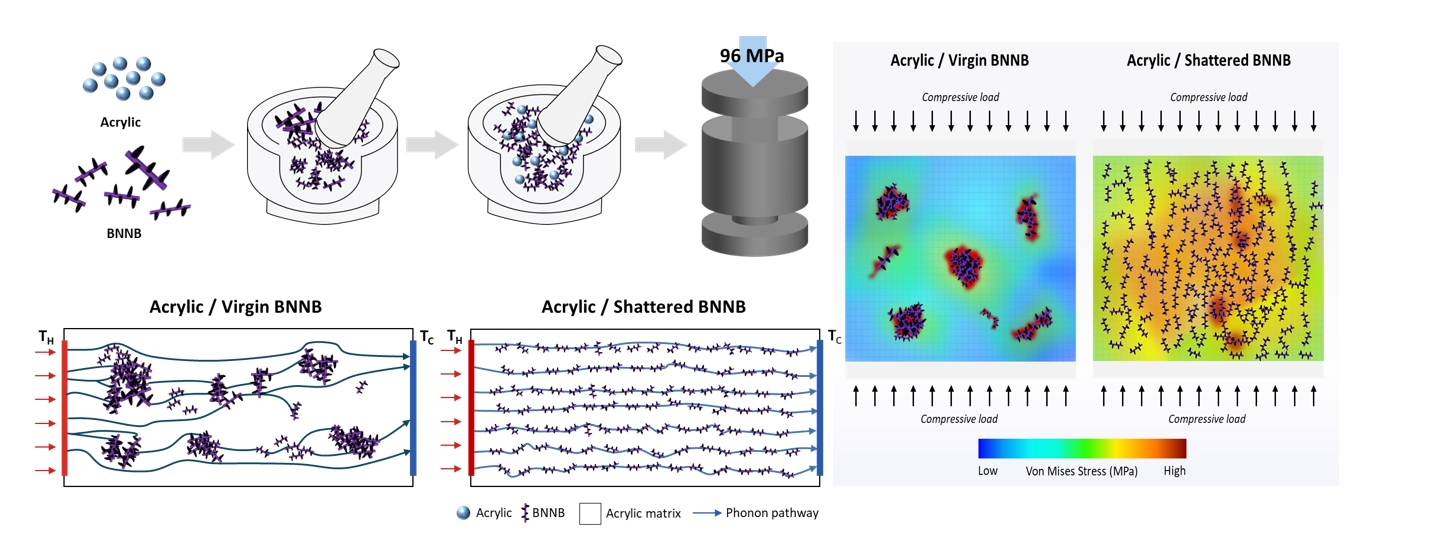
Fig. 1.
Fig. 2.
Fig. 3.
Fig. 4.
Fig. 5.
Fig. 6.
Graphical abstract
| Sample | Hardness (HV) |
|---|---|
| Neat acrylic | 20.4 ± 1.6 |
| Acrylic/Virgin BNNB 5 wt.% | 24.3 ± 1.1 |
| Acrylic/Shattered BNNB 5 wt.% | 29.2 ± 3.6 |
| Sample | α (mm²/s) | ρ (g/cm³) | Cp (J/g·K) | κ (W/m·K) |
|---|---|---|---|---|
| Neat acrylic | 0.123 | 1.177 | 1.378 | 0.199 |
| Acrylic/Virgin BNNB | 0.147 | 1.180 | 1.355 | 0.235 |
| Acrylic/Shattered BNNB | 0.163 | 1.182 | 1.387 | 0.268 |
Table 1.
Table 2.
TOP
