
Articles
- Page Path
- HOME > J Powder Mater > Volume 33(3); 2026 > Article
-
Research Article
- Phase Formation Behavior and Piezocatalytic Properties of Sodium Bismuth Titanate-Based Perovskite Fine Powders Prepared by Ultrasonic Spray Pyrolysis
-
Hee Yeon Jeon1
 , Jae Min Park1, Ju Eun You1, Young-In Lee1,2,*
, Jae Min Park1, Ju Eun You1, Young-In Lee1,2,* -
Journal of Powder Materials 2026;33(3):239-248.
DOI: https://doi.org/10.4150/jpm.2026.00129
Published online: June 30, 2026
1Department of Materials Science and Engineering, Seoul National University of Science and Technology, Seoul 01811, Korea
2The Institute of Powder Technology, Seoul National University of Science and Technology, Seoul 01811, Republic of Korea
- *Corresponding author: Young-In Lee E-mail: youngin@seoultech.ac.kr
© The Korean Powder Metallurgy & Materials Institute
This is an Open Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0/) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
- 615 Views
- 3 Download
Abstract
- Sodium bismuth titanate (Na0.5Bi0.5TiO3, NBT) is a representative lead-free piezoelectric ceramic with ferroelectric and piezoelectric properties, promising candidate for piezocatalytic applications driven by mechanical vibration. In this study, NBT-based perovskite fine powders were prepared by ultrasonic spray pyrolysis (USP), a continuous aerosol process based on droplet-level reaction control. The effect of pyrolysis temperature, varied from 700°C to 950°C, on phase formation and particle morphology was investigated. At lower temperatures, Bi-based secondary phases predominated, whereas the perovskite phase gradually developed with increasing temperature. The powder synthesized at 950°C exhibited a well-defined perovskite crystal structure with improved crystallinity. FE-SEM analysis showed that the powders consisted of spherical particles with an average size of approximately 750 nm, without severe interparticle agglomeration. EDS analysis confirmed a relatively homogeneous distribution of Na, Bi, Ti, and O, with Na-rich composition, consistent with Na-rich precursor condition. Piezoresponse force microscope (PFM) measurements verified the ferroelectric and piezoelectric responses of the powder synthesized at 950°C. In Rhodamine B degradation tests under probe-type ultrasonication, adding the NBT-based powder increased the reaction rate constant from 7.96×10-3 to 1.16×10-2 min-1. These results suggest that USP is a feasible continuous process for preparing NBT-based perovskite fine powders for lead-free piezocatalytic applications.
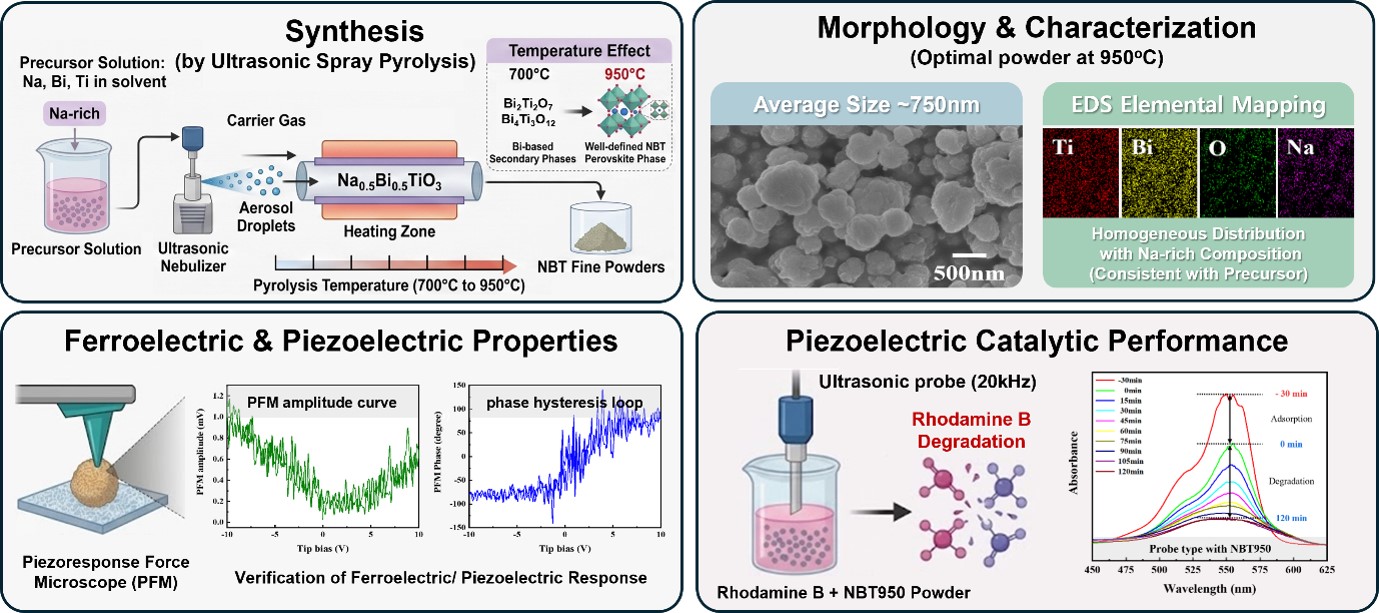
- Sodium bismuth titanate-based perovskite powders were synthesized by ultrasonic spray pyrolysis. The process produced uniform spherical particles with ferroelectric and piezoelectric responses, which enhanced Rhodamine B dye degradation under ultrasound, demonstrating potential as lead-free piezocatalytic materials.
Graphical abstract
- Recently, piezocatalysis technology, which converts external mechanical energy into electrochemical reactions, has been attracting attention in the fields of environmental purification and energy conversion [1-3]. Piezocatalysis induces polarized charges within the material through mechanical stimuli such as vibration, ultrasound, and fluid flow, and promotes surface oxidation-reduction reactions using the potential difference generated therefrom. In particular, it can overcome the limitations of existing photocatalyst-based reactions in that it does not rely heavily on light irradiation, and various application possibilities are being suggested, such as the decomposition of organic pollutants, water treatment, and hydrogen generation [4-6].
- Lead zirconate titanate (Pb(Zr,Ti)O3, PZT)-based ceramics, which possess excellent electromechanical coupling properties, have been widely studied as piezocatalysis materials. However, due to the environmental hazards of the Pb component, the need for the development of lead-free piezoelectric materials is continuously increasing [7-9]. Sodium bismuth titanate (Na0.5Bi0.5TiO3, NBT) is a representative lead-free ferroelectric ceramic and is considered one of the candidate materials to replace PZT due to its relatively high Curie temperature and excellent polarization characteristics [10-12]. Furthermore, based on the ferroelectric and piezoelectric responses derived from its perovskite structure, its potential for use as a powder material for piezoelectric catalysts, as well as for sensors and actuators, is currently being investigated [13-16].
- However, the synthesis of NBT-based oxide powders requires simultaneous phase formation and compositional control. Bi-based oxides are prone to volatilization and compositional deviations during high-temperature heat treatment, and the Na component can also cause local compositional non-uniformity depending on the synthesis conditions. As a result, secondary phases such as Bi2Ti2O7 and Bi4Ti3O12 may be formed in addition to the intended perovskite phase, and these phase impurities can affect polarization behavior and catalytic reaction efficiency [17, 18]. Conventional solid-state synthesis methods have the advantage of a simple process, but they require repetitive mixing, grinding, and long-term calcination processes, during which particle coarsening and aggregation easily occur. On the other hand, wet processes such as hydrothermal synthesis and sol-gel methods are advantageous for forming relatively uniform compositions and fine particles, but due to the characteristics of batch processes, there are limitations in terms of securing productivity and continuous processing [19-22].
- Ultrasonic Spray Pyrolysis (USP) is an aerosol-based continuous synthesis process that can overcome these limitations. In the USP process, a precursor solution is sprayed into microdroplets by ultrasonic vibration, and each droplet acts as an independent microreactor. Since solvent evaporation, precursor precipitation, thermal decomposition, and crystallization proceed continuously within the droplet, it is advantageous for ensuring compositional uniformity of multi-component oxides and suppressing particle aggregation [23-25]. In addition, high-temperature reactions with short residence times can be facilitated, which has the advantage of obtaining crystalline oxide powder without the need for separate, long-duration post-heat treatment. These characteristics are expected to be suitable for the production of NBT-based perovskite fine powders, where composition and shape control are important.
- In this study, NBT-based perovskite fine powders were prepared using the USP process, and phase formation behavior, particle shape, and piezoelectric catalytic properties were evaluated according to the processing temperature. In particular, the transition behavior from the Bi-based secondary phase to the perovskite phase was analyzed by varying the pyrolysis temperature within the range of 700-950°C. Furthermore, the microstructure, elemental distribution, surface chemical state, and piezoresponse force microscope (PFM) response of the powder synthesized under optimal conditions were verified, and the potential for piezoelectric catalysis under mechanical vibration conditions was examined through Rhodamine B decomposition experiments.
1. Introduction
- 2.1 Preparation of Precursor Solutions
- Bismuth(III) nitrate pentahydrate ((Bi(NO3)3 •5H2O, Sigma-Aldrich), hexafluorotitanic acid solution (H2TiF6, 60 wt% in H2O, Sigma-Aldrich), and sodium hydroxide (NaOH, DAEJUNG) were used as precursors for the synthesis of NBT-based perovskite powder. Bi(NO3)3•5H2O and H2TiF6 were used as sources of Bi and Ti, respectively, and NaOH was added as a source of Na.
- Each precursor was dissolved in distilled water to prepare a mixed aqueous solution. The concentrations of Bi(NO3)3 and H2TiF6 were adjusted to 20 mM and 40 mM, respectively, and NaOH was added at a molar ratio of twice that of the Bi precursor. The prepared precursor solution was thoroughly stirred at room temperature to ensure a uniform mixture and then used in the USP process. By using H2TiF6 as the Ti precursor, the rapid hydrolysis of Ti ions in the aqueous solution was suppressed, enabling stable droplet formation during the spraying process.
- 2.2 Ultrasonic Spray Pyrolysis Process
- NBT-based perovskite fine powder was synthesized using the USP method. The precursor solution was continuously supplied via a syringe pump to a spray section equipped with a 1.7 MHz ultrasonic transducer and sprayed into fine droplets by ultrasonic vibration. The generated droplets were transported into the tubular furnace by an oxygen carrier gas, and the oxygen flow rate was maintained at 1.0 L/min.
- The tubular furnace was controlled by dividing it into a low-temperature section for solvent evaporation and a high-temperature section for precursor pyrolysis and crystallization. To induce rapid solvent evaporation, the temperature of the drying section was fixed at 200°C, while the temperature of the pyrolysis and crystallization sections was varied in 50°C increments within the range of 700-950°C. During passage through the reactor, solvent evaporation within the droplets, precursor precipitation, pyrolysis, and oxide crystallization proceeded sequentially. The synthesized powder was collected using a glass fiber filter installed at the downstream end of the reactor. Subsequently, the collected powder was used for structural, microstructural, and piezoelectric catalyst property analysis without any separate post-heat treatment.
- 2.3 Powder Characterization
- The crystal structure and phase formation behavior of the synthesized powder were analyzed using an X-ray diffraction analyzer (XRD, X'Pert Powder, Malvern Panalytical). Cu Kα radiation, λ = 1.54056 Å, was used for XRD measurements. The particle morphology and microstructure of the powders were observed using a Field-Emission Scanning Electron Microscope (FE-SEM, JSM-6700F, JEOL). The distribution and composition of constituent elements within the particles were confirmed via Energy-Dispersive X-ray Spectroscopy (EDS). The chemical bonding state of the powder surface was analyzed using X-ray Photoelectron Spectroscopy (XPS, Multilab2000, SSK).
- The XPS spectrum was calibrated based on the binding energy of the C 1s peak, which is 284.6 eV. The elements to be analyzed were set as Na, Bi, Ti, and O, and the binding state of each element and changes in surface oxygen species were examined. The local ferroelectric and piezoelectric responses of the synthesized powders were evaluated using a piezoresponse force microscope (PFM, NX-10, Park Systems). PFM analysis was performed on powders synthesized at 950°C, and the presence of ferroelectric and piezoelectric responses was confirmed by measuring amplitude and phase changes in response to the application of an electric field at the single-particle level.
- 2.4 Evaluation of Piezoelectric Catalyst Performance
- The piezoelectric catalytic properties of the synthesized NBT-based perovskite powder were evaluated through the decomposition behavior of an aqueous Rhodamine B (RhB) solution. The initial concentration of the RhB aqueous solution was adjusted to 15 ppm, and 25 mg of the synthesized powder was added to 50 mL of the RhB aqueous solution. Prior to the catalytic reaction, stirring was performed for 30 minutes under dark conditions to induce physical adsorption-desorption equilibrium on the powder surface. To compare the decomposition behavior according to mechanical vibration energy sources, a 40 kHz bath-type ultrasonic cleaner and a 20 kHz probe-type ultrasonicator were used, respectively. The reaction was carried out for 120 minutes after ultrasonic application, and reaction solutions were collected at regular intervals. An external circulation cooling system was used to minimize the impact of solution temperature rise that may occur during ultrasonic irradiation, and the reaction temperature was maintained at 25°C.
- After the reaction, the residual RhB concentration was measured using a UV-Vis spectrophotometer (UV-Vis Spectrophotometer, UV-2600i, Shimadzu). The relative concentration C/C0 was calculated based on the change in absorbance near the maximum absorption wavelength of RhB, and the decomposition efficiency was calculated using the following equations.
- Here, C0 is the initial concentration of RhB before ultrasonic irradiation, and C is the RhB concentration after a certain reaction time. A pseudo-first-order kinetic model was applied for a kinetic comparison of the RhB decomposition reaction.
- Here, k is the reaction rate constant, and t is the reaction time. The effect of the synthetic powder on the RhB decomposition reaction was evaluated by comparing the conditions of ultrasonication alone without a catalyst with the conditions with added NBT-based powder.
2. Experimental Section
- 3.1 Phase Formation Behavior According to USP Pyrolysis Temperature
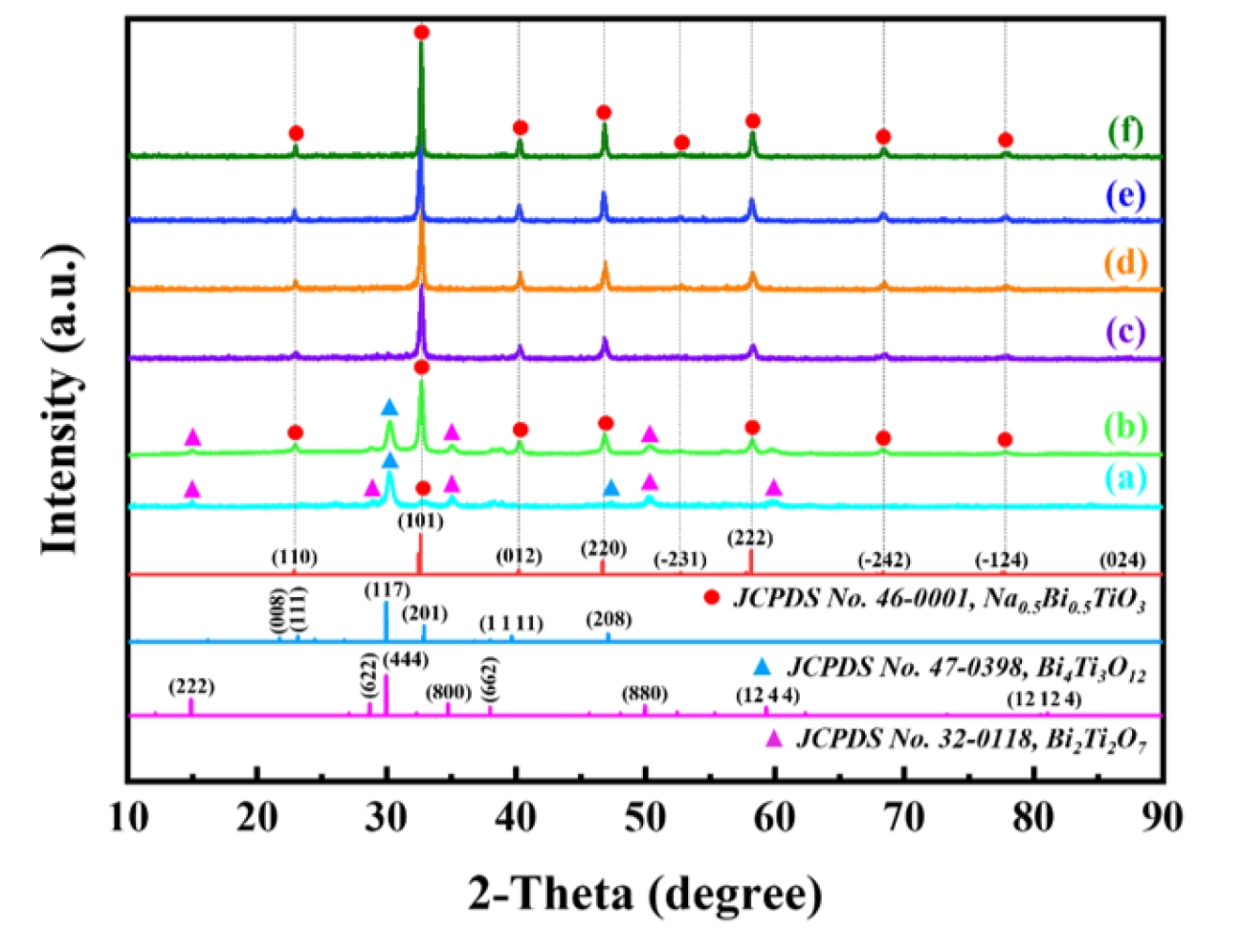
- Fig. 1 shows the XRD patterns of powders synthesized by varying the upper pyrolysis temperature in the USP process from 700 to 950°C. The powder synthesized at 700°C mainly exhibited Bi-based secondary phase peaks, such as Bi2Ti2O7 and Bi4Ti3O12, rather than the NBT perovskite phase. This is attributed to the fact that, under the short residence time conditions of the USP process, the thermal energy of 700°C alone was insufficient to adequately proceed with the reactions and crystallization required for the formation of Na–Bi–Ti–O-based perovskite structures. As the pyrolysis temperature increased to 750°C, diffraction peaks corresponding to the NBT-based perovskite phase began to appear; however, since some secondary phase peaks were also observed, it appears that phase formation was not yet complete.
- Above 800°C, the Bi-based secondary phase peaks significantly decreased, and the main diffraction peaks consistent with the NBT perovskite structure developed distinctly. In particular, the powder synthesized at 950°C exhibited the highest diffraction intensity and a relatively narrow peak width, confirming that crystallinity improved with increasing pyrolysis temperature. Furthermore, no distinct secondary phase peaks were observed within the XRD analysis range under the 950°C condition. This demonstrates that in the USP process, solvent evaporation, precursor precipitation, pyrolysis, and crystallization proceed continuously within the droplet, and that NBT-based perovskite powder can be produced without separate post-heat treatment if sufficient thermal energy is provided.
- 3.2 Changes in Particle Shape and Microstructure According to USP Pyrolysis Temperature
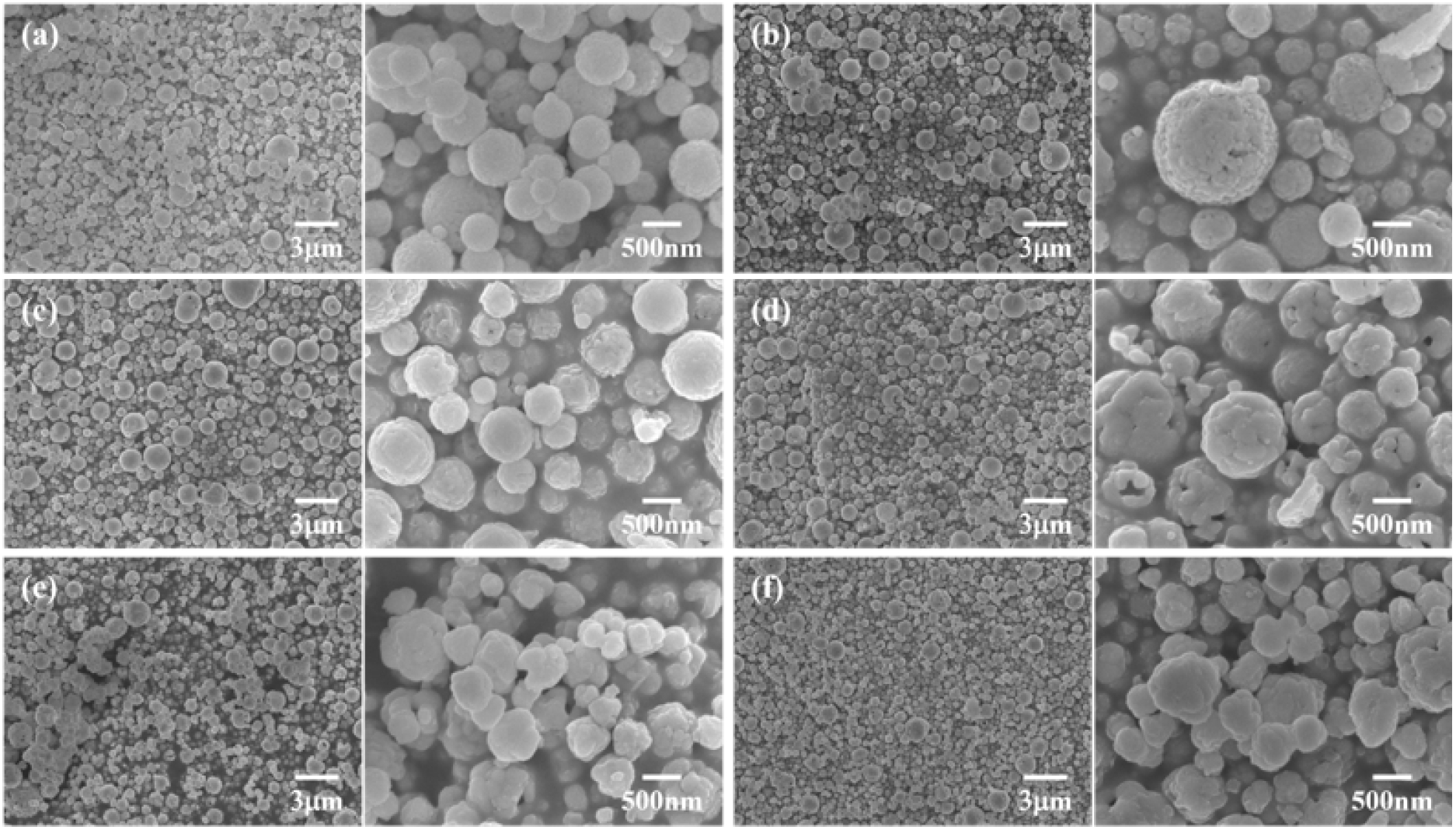
- Fig. 2 shows FE-SEM images of the powders synthesized according to the USP pyrolysis temperature. While the crystalline phase formation behavior varied significantly with pyrolysis temperature in the preceding XRD analysis, the overall particle shape of the powder remained relatively consistent within the 700-950°C range. The powders synthesized under all conditions generally exhibited independent spherical particle shapes, and no severe aggregation between particles or irregular particle growth was observed even under high-temperature conditions.
- The powder synthesized at 700°C was a condition where Bi-based secondary phases were predominantly formed in terms of crystalline phase, but microstructurally, it already possessed a spherical particle shape. This implies that in the USP process, the basic particle shape is determined preferentially during the drying, solute precipitation, and pyrolysis processes of the precursor droplets, rather than during the particle growth process following crystallization. In other words, it is believed that the formation of irregular fragmented particles or strong aggregates, which are commonly observed in solid-state synthesis methods, was suppressed because each droplet acts as an independent microreactor and is converted into a single particle.
- This spherical shape was maintained even when the pyrolysis temperature increased above 750°C. In particular, the powder synthesized at 950°C consisted of relatively uniform spherical particles of approximately 750 nm, and no neck formation between particles or coarse aggregates were clearly observed even under high-temperature pyrolysis conditions. In conventional solid-state synthesis methods, calcination for a long time is required to form the perovskite phase, and particle coarsening and aggregation easily occur during this process. On the other hand, since the reaction proceeds in droplet units in the USP process, inter-particle contact and sintering may be limited even under the high-temperature conditions required for crystallinity enhancement.
- To analyze the microstructural characteristics of the powder synthesized by the USP method in more detail, particle size and morphology were quantitatively analyzed using representative FE-SEM images. The average particle size of the powder synthesized at 950 °C was approximately 750 nm, with most particles distributed in the 600–900 nm range. The sphericity, calculated by measuring the maximum and minimum diameters of spherical particles and dividing them, was confirmed to be an average of 0.93. In addition, the proportion of hard agglomerated particles exhibiting neck growth was estimated to be less than 3%, indicating that severe inter-particle aggregation was significantly suppressed. These quantitative morphological characteristics are consistent with the droplet-level reaction mechanism of USP, in which each precursor droplet is converted into individual oxide particles through solvent evaporation, precursor decomposition, and crystallization processes.
- These results demonstrate that the USP process is effective for controlling the shape of NBT-based multi-component oxide powders. In particular, the powder synthesized at 950°C exhibited the spherical fine powder shape shown in Fig. 2, along with the highly crystalline perovskite phase confirmed in the previous XRD analysis. Therefore, in this study, powder synthesized at 950°C was selected as a representative sample for compositional analysis, surface chemical state analysis, PFM measurement, and evaluation of piezoelectric catalyst properties.
- 3.3 Composition and Surface Chemical State
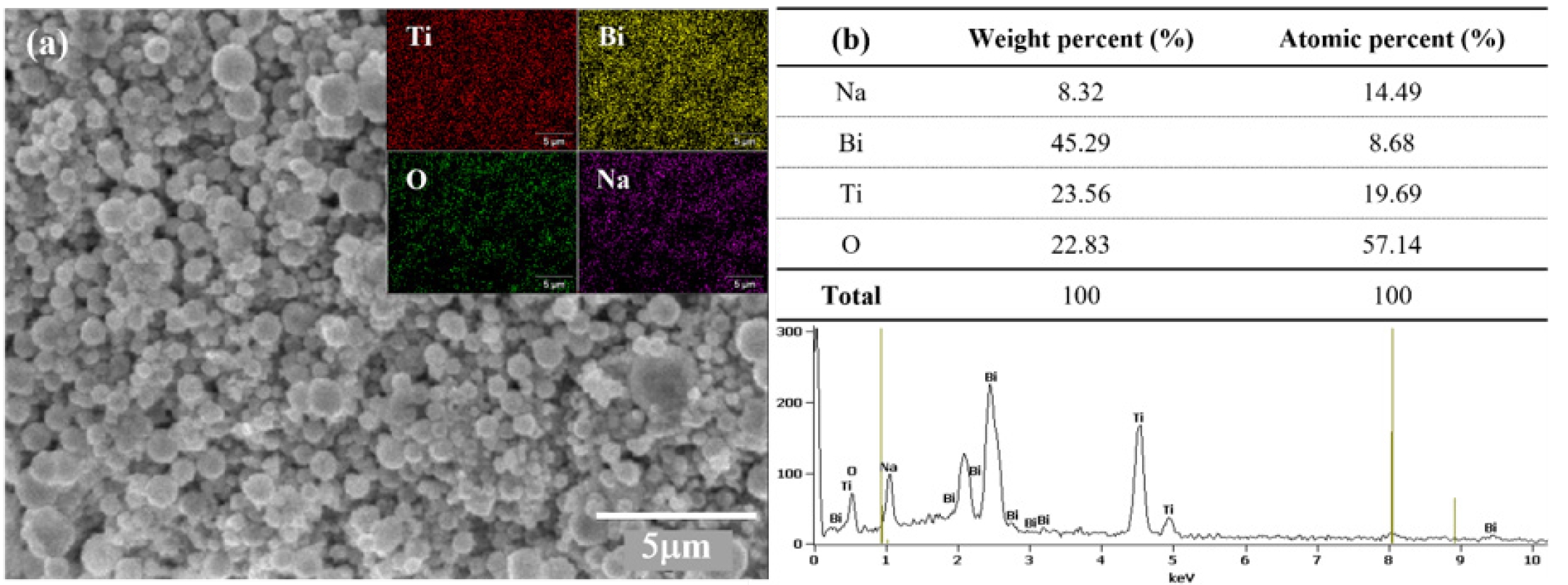
- Fig. 3 shows the EDS analysis results of NBT-based perovskite powder synthesized at 950°C. The EDS mapping results showed that Na, Bi, Ti, and O were distributed relatively uniformly across the analysis region. This indicates that after the precursors were mixed in solution, each droplet acted as an independent reaction unit during the USP process to be converted into multi-component oxide particles. In particular, the fact that no severe segregation of major constituent elements was observed without separate long-term calcination or high energy milling processes supports the USP process as a suitable synthesis pathway for the production of NBT-based composite oxide fine powders.
- The EDS quantitative analysis results showed a Na-rich tendency compared to the ideal Na0.5Bi0.5TiO3 composition. This result is considered consistent with the Na-rich precursor conditions, in which NaOH was added at a molar ratio of 2:1 relative to the Bi precursor during the preparation of the precursor solution. The molar ratio of metal elements in the precursor solution used in this study was Na:Bi:Ti = 1:0.5:1. When the EDS quantitative values of Na:Bi:Ti = 14.49:8.68:19.69 at% were normalized to Ti = 1, the final powder exhibited a compositional trend of approximately Na:Bi:Ti = 0.74:0.44:1. Compared to the initial precursor composition, the apparent residual ratios of Na and Bi are estimated to be approximately 74% and 88%, respectively. This suggests that the relative loss of the Na component during the high-temperature USP process may be greater than that of Bi.
- In Na-containing perovskite oxides, the loss of alkali components during the high-temperature synthesis process can affect compositional deviation and phase formation [17, 26, 27]. Therefore, in this study, Na-rich precursor conditions were applied to account for the potential loss of Na that may occur during the USP process. However, EDS analysis provides semi-quantitative information regarding the powder surface and local regions, and the quantification of light elements, particularly Na and O, may entail uncertainty. Therefore, rather than determining the absolute composition of the final powder, it is appropriate to interpret these results as showing the relative compositional change trends between the initial precursor composition and the powder after USP synthesis.
- Meanwhile, no distinct Na-based crystalline secondary phase was observed in the XRD analysis shown in Fig. 1. Considering this, it is possible that the excess Na component, rather than separating into an independent crystalline phase, partially participates in the perovskite phase formation process or exists as an amorphous component on the particle surface or below the XRD detection limit. These results demonstrate that NBT-based perovskite powder can be formed via the USP process even under Na-rich precursor conditions. At the same time, this suggests that further optimization of the Na/Bi precursor ratio and pyrolysis conditions is necessary for precise stoichiometric control.
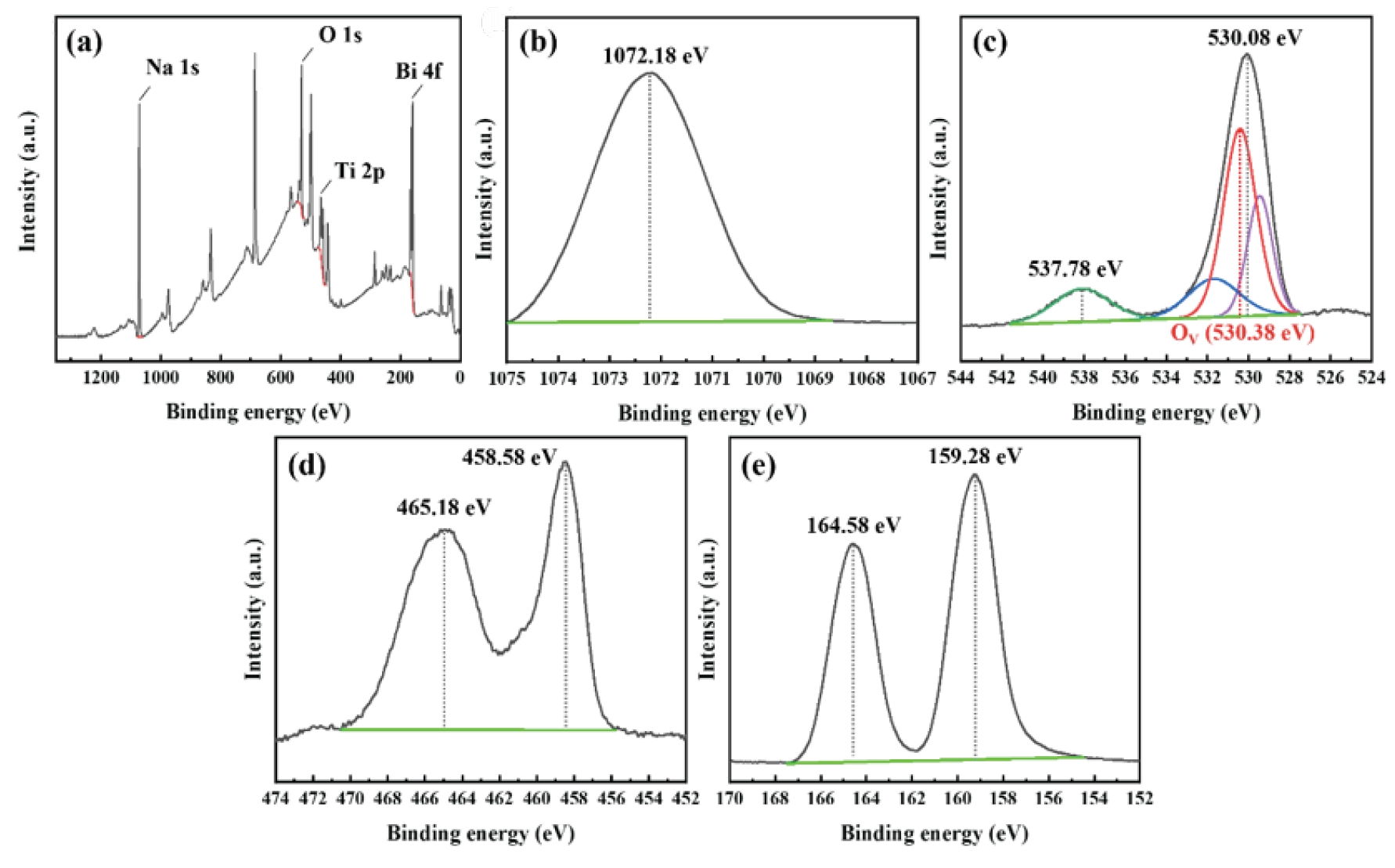
- Figure 4 shows the XPS analysis results of the NBT-based perovskite powder synthesized at 950°C. Signals corresponding to Na, Bi, Ti, and O were identified in the survey spectrum, which, along with the EDS analysis results, supports the conclusion that the synthesized powder has a Na–Bi–Ti–O oxide composition. In the Na 1s spectrum, a peak corresponding to the Na–O bonding environment was observed, indicating that the Na component remains in the final powder. In the Ti 2p spectrum, Ti 2p3/2 and Ti 2p1/2 peaks were identified, which mainly correspond to the Ti4+ oxidation state [28, 29]. In the Bi 4f spectrum, Bi 4f7/2 and Bi 4f5/2 peaks were also observed, indicating that Bi3+ exists as the dominant chemical state [30, 31].
- The O 1s spectrum was separated into a low-binding energy component corresponding to lattice oxygen and an addition component in a relatively high-binding energy region. The low binding energy component can be attributed to metal-oxygen bonding within the NBT-based perovskite lattice. Conversely, the high binding energy component may include contributions from surface chemical species such as non-lattice oxygen associated with oxygen defects, surface-adsorbed oxygen species, or hydroxyl groups.
- These XPS results demonstrate that the powder synthesized at 950°C possesses oxide bonding states containing Na, Bi, and Ti, and has formed Ti4+ and Bi3+-based NBT-based perovskite chemical states. Furthermore, the presence of surface oxygen species may act as a factor influencing charge transfer and surface reactions under subsequent ultrasonic stimulation. However, it is difficult to quantitatively determine the concentration of oxygen vacancies or their direct contribution to piezoelectric catalytic reactions solely through XPS O 1s analysis. Therefore, in this study, XPS results were utilized as supplementary evidence to confirm the surface chemical state of the synthesized powder.
- 3.4 Ferroelectric and Piezoelectric Properties and Piezoelectric Catalytic Performance
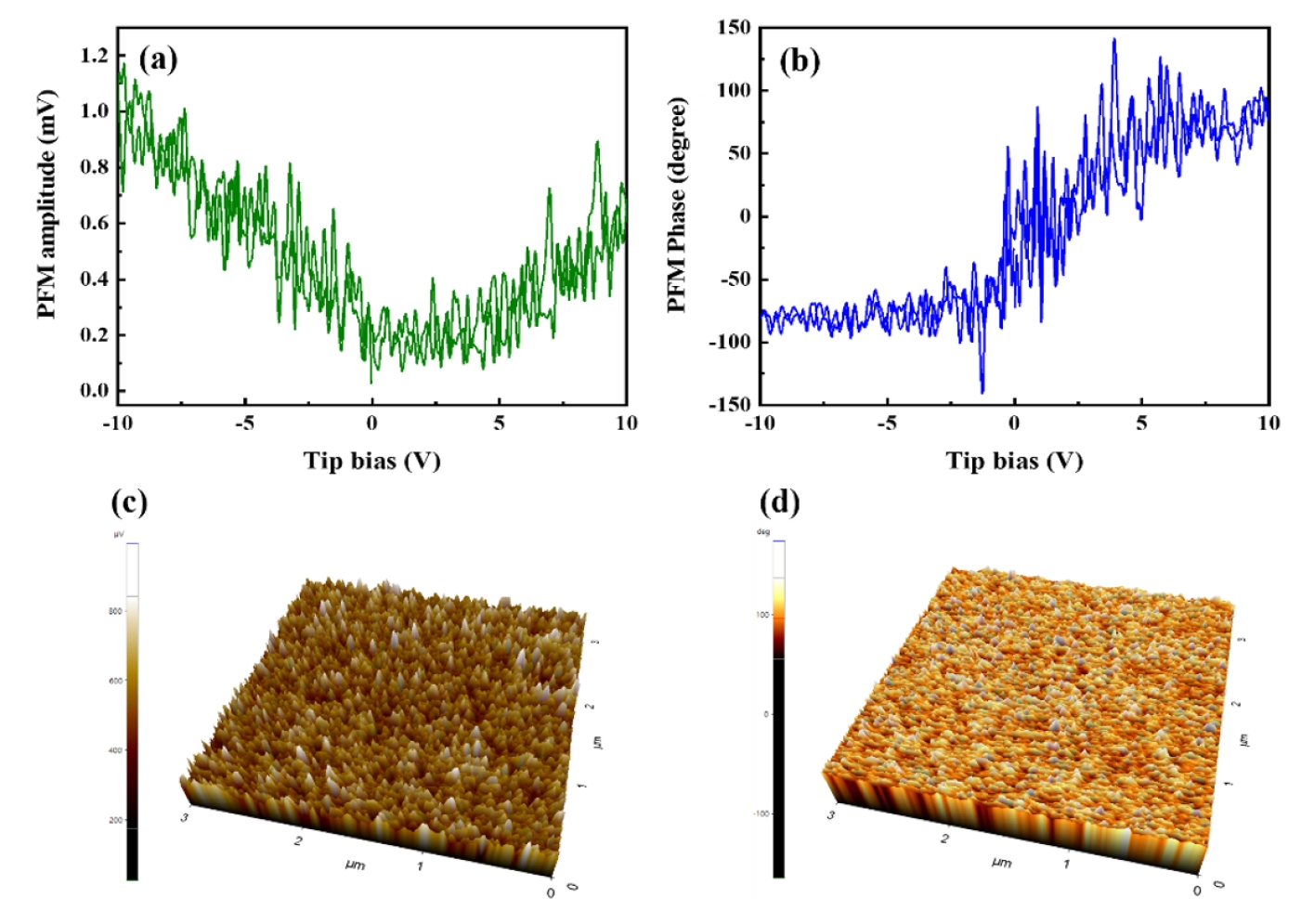
- Figure 5 shows the results of PFM analysis of NBT-based perovskite powder synthesized at 950°C. In the PFM amplitude curve, a typical butterfly curve was observed depending on the applied voltage, and a phase inversion of nearly 180o was confirmed in the phase hysteresis loop. This indicates that the polarization direction within the particles changed due to the external electric field, resulting in an electromechanical deformation response [32, 33]. Therefore, it is concluded that the NBT-based perovskite powder synthesized by the USP process can exhibit local ferroelectric switching behavior and piezoelectric responses.
- However, since PFM analysis is a local measurement performed at the powder particle level, it is difficult to directly compare it with the quantitative piezoelectric properties of bulk ceramics. This is because the contact state of the powder particles with the substrate, particle shape, and local electric field distribution can affect the measurement signal. Therefore, these results were interpreted as qualitative evidence that the synthesized powder possesses the electromechanical response required for piezoelectric catalytic reactions. These PFM results support the fact that NBT-based powders can form piezoelectric potentials due to mechanical stress and promote surface reactions under ultrasonic vibration conditions.
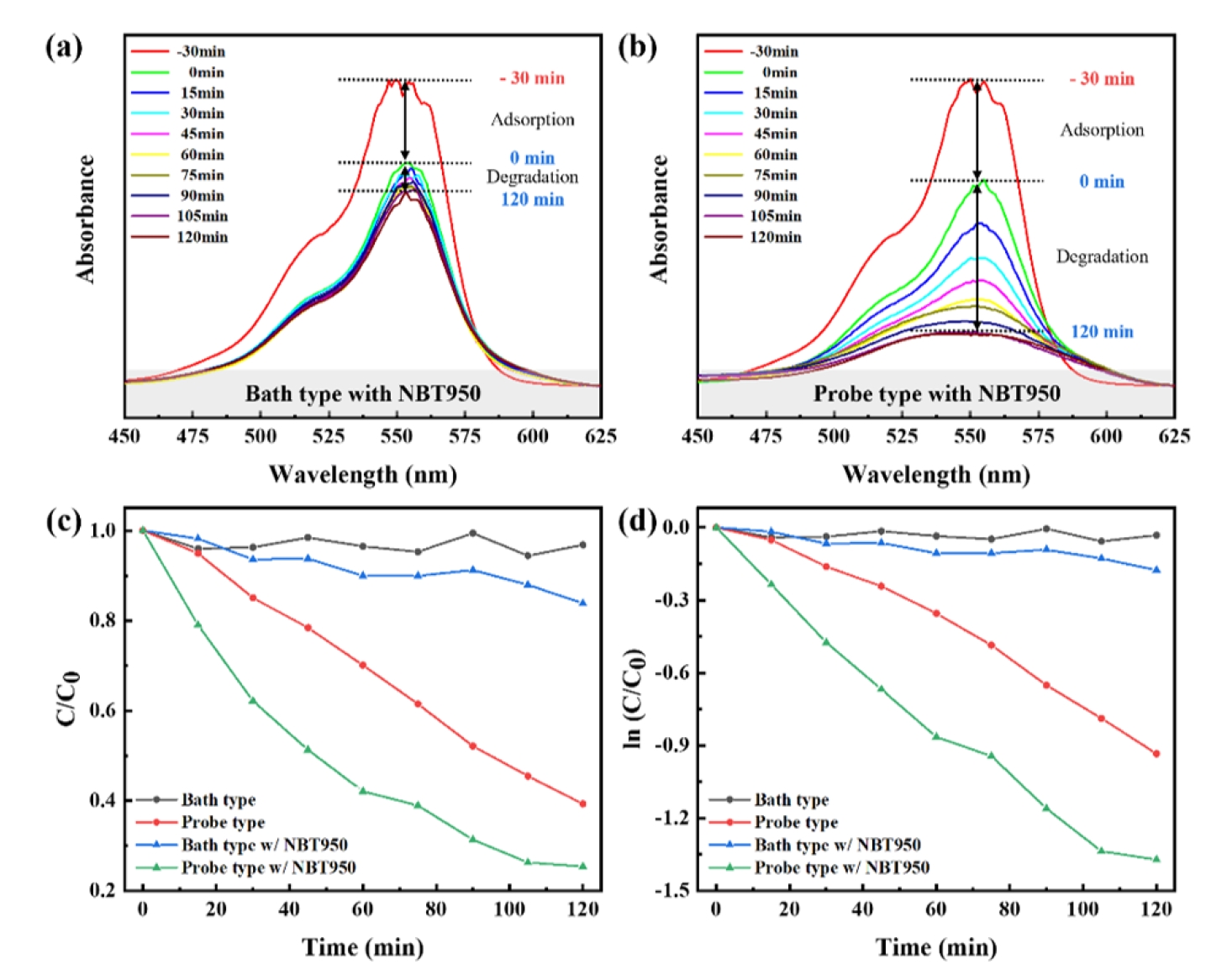
- Figure 6 shows the RhB decomposition behavior of NBT-based perovskite powder synthesized at 950°C. In this study, decomposition experiments were conducted under bath-type and probe-type ultrasonic conditions to compare reaction differences based on the mechanical energy transfer method. Under bath-type ultrasonic conditions, the RhB concentration decreased gradually when NBT-based powder was added. This indicates that the synthesized powder can contribute to the RhB decomposition reaction to some extent even under relatively gentle ultrasonic energy conditions. However, under bath-type conditions, the repetitive stress and cavitation effects acting on the powder particles are limited, making it difficult to clearly distinguish the piezoelectric catalytic effect.
- Under probe-type ultrasonic conditions, RhB decomposition increased significantly. However, under these conditions, significant sonolysis occurred even under blank conditions without a catalyst due to strong cavitation. Therefore, rather than comparing the simple removal rate, it is appropriate to compare the reaction rate constants between the ultrasonic-only condition and the condition with added NBT-based powder. In Table 1, as a result of applying the pseudo-first-order reaction rate equation ln(C₀/C) = kt, the reaction rate constant under probe-type ultrasound-only conditions was 7.96×10-3 min-1, and increased to 1.16×10-2 min-1 when NBT-based powder was added. This implies that the reaction rate constant improved by approximately 1.46 times due to the addition of NBT-based powder.
- These results can be interpreted in conjunction with the local piezoelectric response identified in the preceding PFM analysis. Cavitation, pressure fluctuations, and particle collisions occurring during ultrasonic irradiation can apply repetitive mechanical stress to NBT-based perovskite particles; the piezoelectric potential formed at this time can promote charge separation and contribute to surface oxidation-reduction reactions. Furthermore, surface oxygen species or defect-related components identified in XPS analysis may potentially influence surface charge transfer and reaction processes. However, since this study did not perform radical scavenger tests or total organic carbon analysis, it is difficult to directly identify the types of active species or whether RhB was completely mineralized. Therefore, it is reasonable to interpret these results as kinetic evidence that NBT-based powder increases the RhB decomposition rate under ultrasonic conditions. Nevertheless, the fact that NBT-based spherical fine powder produced by the USP single process exhibited a localized piezoelectric response and promoted the RhB decomposition reaction under actual vibration conditions demonstrates the potential for manufacturing piezoelectric catalyst materials using this process.
3. Results and Discussion
- In this study, NBT-based perovskite fine powders were synthesized by ultrasonic spray pyrolysis, and the effects of pyrolysis temperature on phase formation, morphology, and piezocatalytic behavior were investigated. As the pyrolysis temperature increased from 700 to 950 °C, Bi-based secondary phases gradually disappeared and a well-defined NBT-based perovskite phase was obtained at 950 °C without additional post-heat treatment. The synthesized powders maintained a spherical morphology with limited interparticle agglomeration, indicating that the droplet-level reaction pathway of USP is effective for producing fine multi-component oxide powders. EDS and XPS analyses confirmed the formation of Na–Bi–Ti–O-based oxide powders, while a Na-rich compositional tendency was observed in accordance with the precursor condition. PFM measurements verified local ferroelectric and piezoelectric responses of the powder synthesized at 950 °C. In RhB degradation tests, although sonochemical degradation occurred under probe-type ultrasonication, the addition of NBT-based powder increased the reaction rate constant from 7.96×10-3 min-1 to 1.16×10-2 min-1, indicating an additional contribution from the piezoelectric powder. These results demonstrate that USP is a promising continuous process for preparing lead-free NBT-based piezocatalytic powders. Future studies should focus on precise Na/Bi stoichiometric control, quantitative piezoelectric evaluation, and identification of reactive species to further clarify the relationship between powder composition, piezoelectric response, and catalytic activity.
4. Conclusion
-
Funding
This work was supported by the Technology Innovation Program (RS-2024-00433025, Development of advanced ceramic nitride-based nano composite materials using organic/inorganic precursors and machinable substrate with 600 MPa for power module) funded By the Ministry of Trade, Industry and Resources (MOTIR, Korea) and the Technology Innovation Program (RS-2025-16067075, Development of wet surface treatment technology for high strength metal-resin bonding in electric vehicle heater components) funded By the Ministry of Trade, Industry and Resources (MOTIR, Korea).
-
Conflict of Interest
The authors have no conflicts of interest to declare.
-
Data Availability Statement
Data will be made available on request.
-
Author Information and Contribution
Hee Yeon Jeon: PhD candidate; Conceptualization, Formal analysis, Data curation, Writing–original draft
Jae Min Park: Graduate student; Formal analysis, Investigation
Ju Eun You: Undergraduate-level researcher; Formal analysis, Investigation
Young-In Lee: Professor; Conceptualization, Writing - Review & Editing, Supervision, Funding acquisition.
-
Acknowledgments
None.
Article information
- 1. M. Ji, J.-H. Kim, C.-H. Ryu and Y.-I. Lee: Nano Energy., 95 (2022) 106993.Article
- 2. Y. Zheng, Y. Chu, R. Dong, J. Xu, L. Zhao, K. Wang, Y. Wu and Y. He: J. Alloys Compd., 1037 (2025) 182237.Article
- 3. S.-C. Tu, Y.-X. Guo, Y.-H. Zhang, C. Hu, T.-R. Zhang, T.-Y. Ma and H.-W. Huang: Adv. Funct. Mater., 30 (2020) 2005158.Article
- 4. K.-T. Drisya, S. Cortés-Lagunes, A.-L. Garduño-Jiménez, R.-N. Mohan, N. Pineda-Aguilar, A.-C. Mera, R. Zanella and J.-C. Durán-Álvarez: J. Environ. Chem. Eng., 10 (2022) 108495.Article
- 5. Y. Sun, X. Li, A. Vijayakumar, H. Liu, C. Wang, S. Zhang, Z. Fu, Y. Lu and Z. Cheng: ACS Appl. Mater. Interfaces., 13 (2021) 11050.Article
- 6. K.-S. Hong, H. Xu, H. Konishi and X. Li: J. Phys. Chem. Lett., 1 (2010) 997.Article
- 7. J. Rödel, K.-G. Webber, R. Dittmer, W. Jo, M. Kimura and D. Damjanovic: J. Eur. Ceram. Soc., 35 (2015) 1659.Article
- 8. X.-x. Sun, R. Li, Z. Yang, N. Zhang, C. Wu, J. Li, Y. Chen, Q. Chen, J. Zhang, H. Yan. X. Lv and J. Wu: Appl. Catal. B-Environ., 313 (2022) 121471.Article
- 9. J.-R. Gomah-Pettry, S. Said, P. Marchet and J.-P. Mercurio: J. Eur. Ceram. Soc., 24 (2004) 1165.Article
- 10. F. Yang, M. Li, L. Li, P. Wu, E. Pradal-Velázquez and D.-C. Sinclair: J. Mater. Chem. A., 6 (2018) 5243.Article
- 11. A.-R. Paterson, H. Nagata, X. Tan, J.-E. Daniels, M. Hinterstein, R. Ranjan, P.-B. Groszewicz, W. Jo and J.-L. Jones: MRS Bull., 43 (2018) 600.Article
- 12. M. Mesrar, A. Elbasset, N.-S. Echatoui, F. Abdi and T.-D. Lamcharfi: ACS Omega., 7 (2022) 37142.ArticlePDF
- 13. X. Liu, B. Shen and J. Zhai: J. Am. Ceram. Soc., 102 (2019) 6751.ArticlePDF
- 14. J. Hao, W. Li, J. Zhai and H. Chen: Mater. Sci. Eng. R-Rep., 135 (2019) 1.Article
- 15. W. Jo, R. Dittmer, M. Acosta, J. Zang, C. Groh, E. Sapper, K. Wang and J. Rödel: J. Electroceram., 29 (2012) 71.ArticlePDF
- 16. G.-H Li, Q. Wang, F. Zhang, Y.-K. Yang, H.-T. Liu and C.-M. Wang: J. Mater. Chem. C., 13 (2025) 9115.Article
- 17. R. Lu, J Yuan, H. Shi, B.. Li, W. Wang, D. Wang and M. Cao: Crystengcomm., 15 (2013) 3984.Article
- 18. C.-Y Kim, T. Sekino and K. Niihara: J. Am. Ceram. Soc., 86 (2003) 1464.Article
- 19. S. Bauer, M. Widenmeyer and T. Frömling: J. Eur. Ceram. Soc., 45 (2025) 117588.Article
- 20. D. Hou, E. Aksel, C.-M. Fancher, T.-M. Usher, T. Hoshina, H. Takeda, T. Tsurumi and J.-L. Jones: 100 (2017) 1330.Article
- 21. J. Zhao, G. Niu, W. Ren, L. Wang, N. Zhang, P. Shi, M. Liu and Y. Zhao: J. Alloy. Compd., 829 (2020) 154506.Article
- 22. M.-M. Lencka, M. Oledzka and R.-E. Riman: Chem. Mat., 12 (2000) 1330.Article
- 23. H.-Y. Jeon, M. Ji, Y. Hwangbo, G.-J. Lee and Y.-I. Lee: Arch. Metall. Mater., 70 (2025) 1139.Article
- 24. W.-N. Wang, A. Purwanto, I.-W. Lenggoro, K. Okuyama, H. Chang and H.-D. Jang: Ind. Eng. Chem., 47 (2008) 1650.Article
- 25. P. Majerič and R. Rudolf: Materials., 13 (2020) 3485.Article
- 26. X.-Z. Jing, Y.-X. Li and Q.-R. Yin: Mater. Sci. Eng. B., 99 (2003) 506.Article
- 27. M.-M. Lencka, M. Oledzka and R.-E. Riman: Chem. Mater., 12 (2000) 1323.Article
- 28. M. Aissa, A.-R. Jdidi, J. Zidani, J. Belhadi, M. Hadouchi, S. Naili and A. Lahmar: Ceram. Int., 51 (2025) 35981.Article
- 29. L. Shi, C. Lu, P. Han, S. Li, Y. Li, L. Zhang and X. Hao: J. Mater. Sci.-Mater. Electron., 35 (2024) 1244.Article
- 30. X. Li, X. Hao, S. An, Y. Li and Q. Zhang: J. Mater. Sci. Mater. Electron., 33 (2022) 5265.ArticlePDF
- 31. J.-R. De, R.-U Rahman, B. Sundarakannan and M. Ramaswamy: Appl. Phys. Lett., 114 (2019) 062902.Article
- 32. M. Ji, H.-Y. Jeon, J.-H. Kim, D.-H. Wang and Y.-I. Lee: Appl. Surf. Sci., 720 (2026) 165282.Article
- 33. D. Monga and S. Basu: Adv. Powder Technol., 30 (2019) 1089.Article
References
Figure & Data
References
Citations
 ePub Link
ePub Link Cite this Article
Cite this Article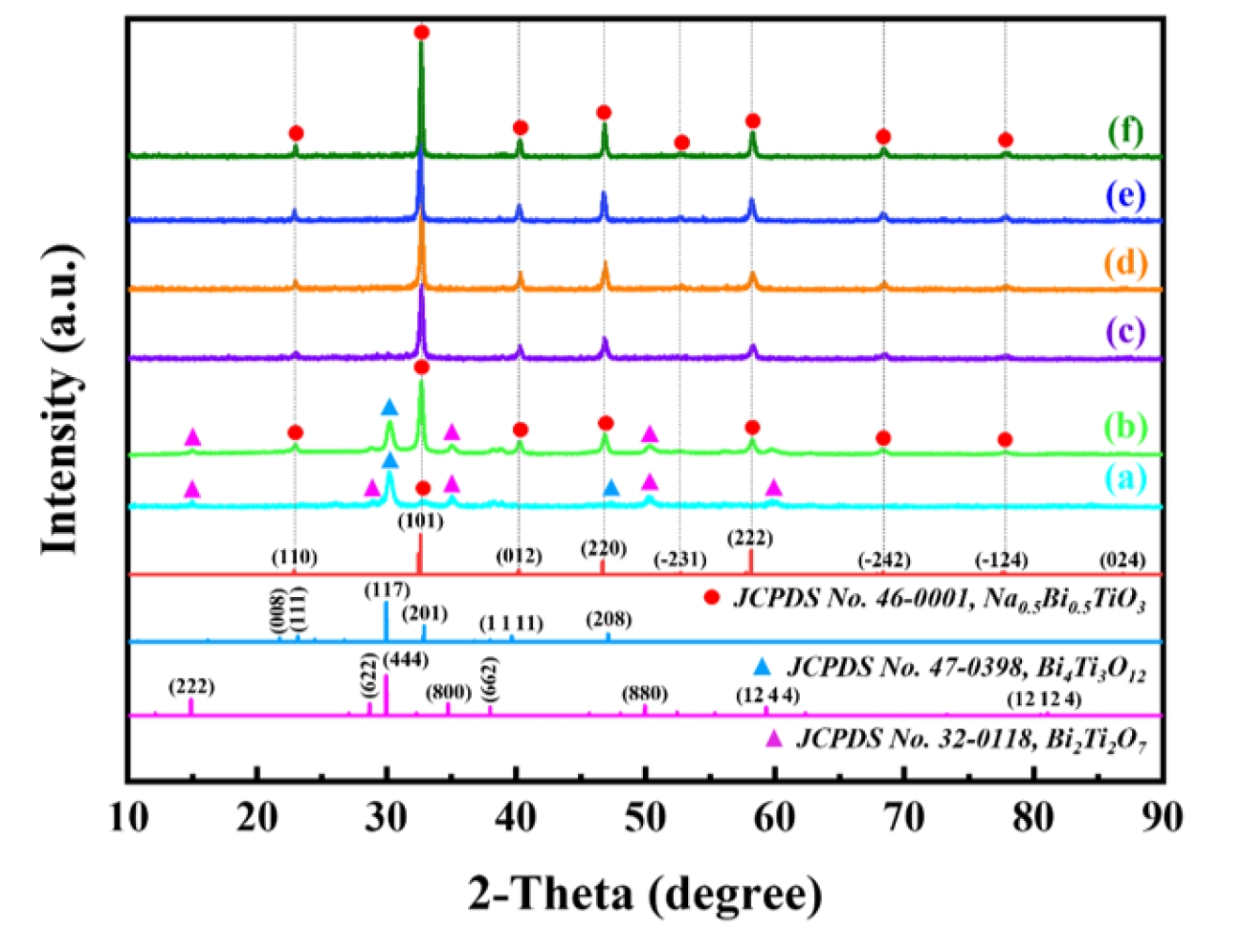
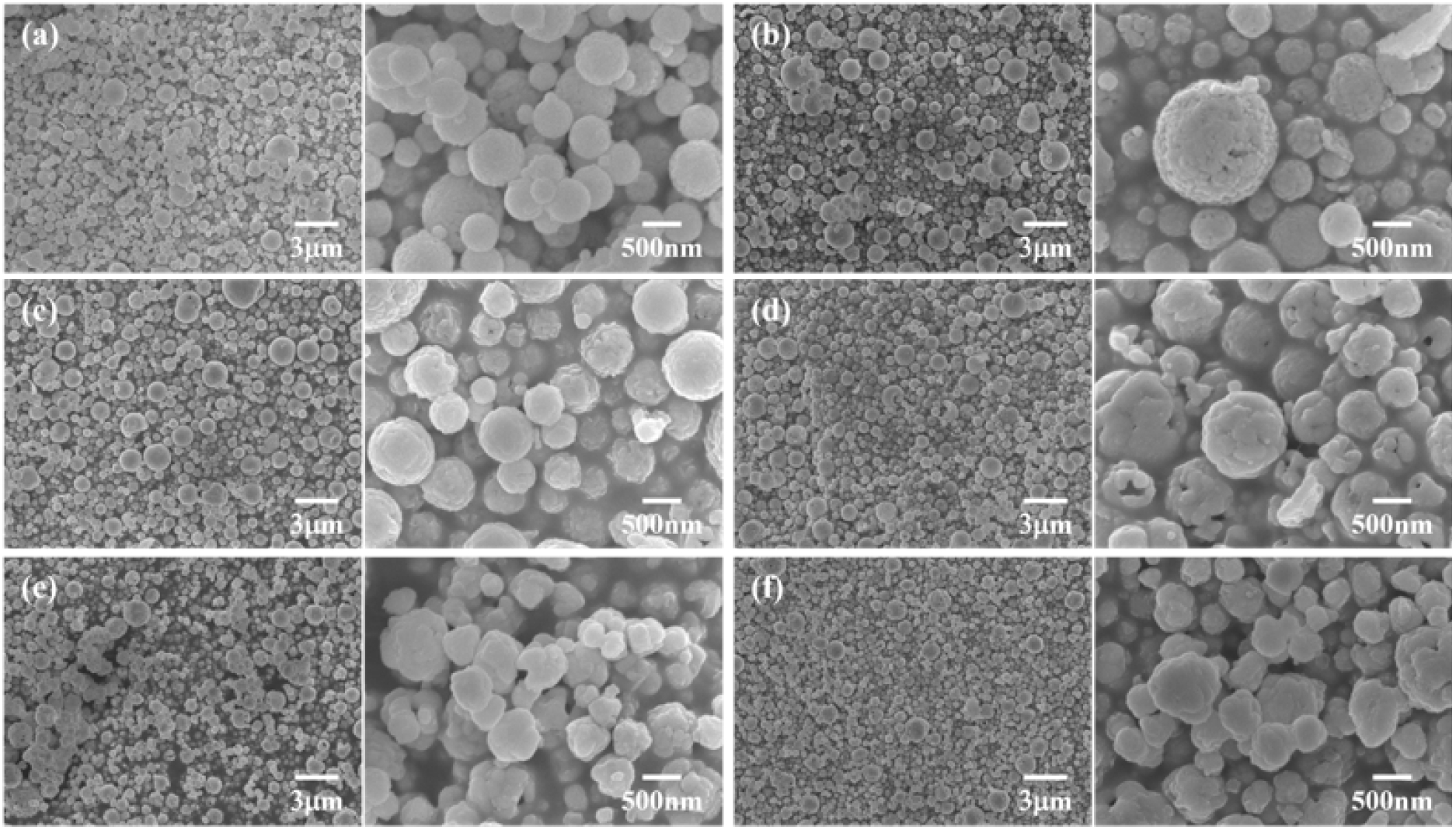
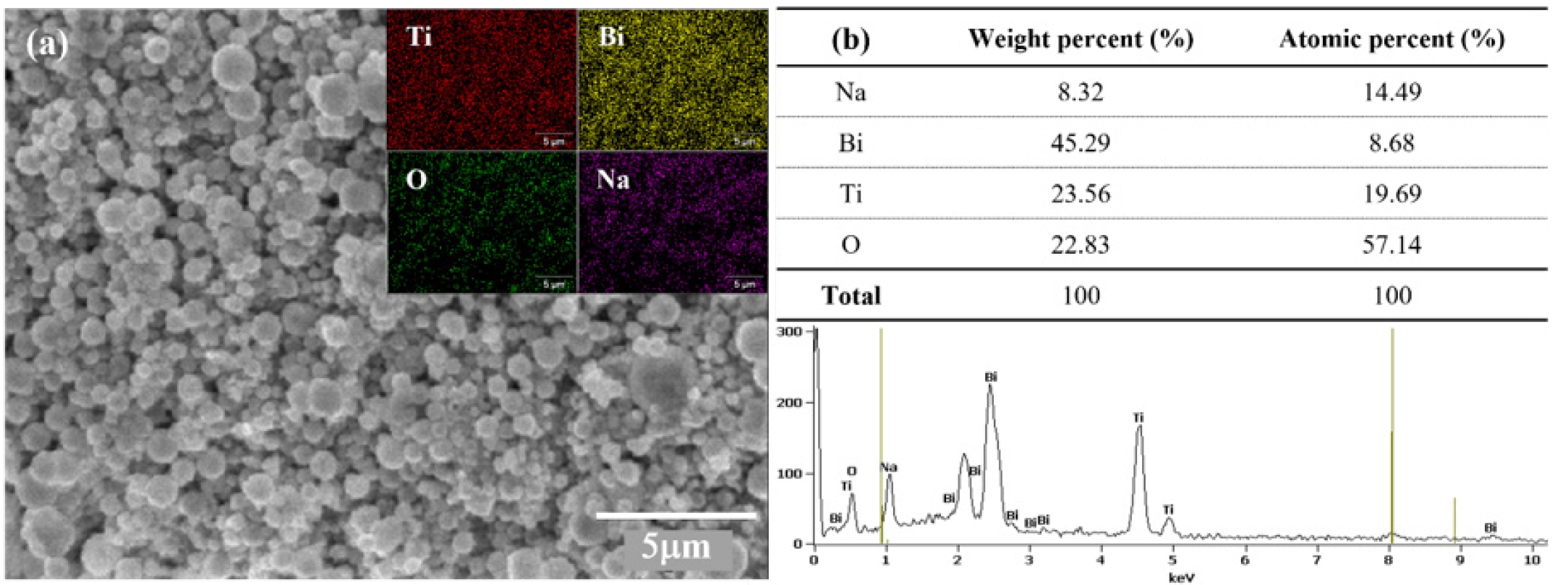
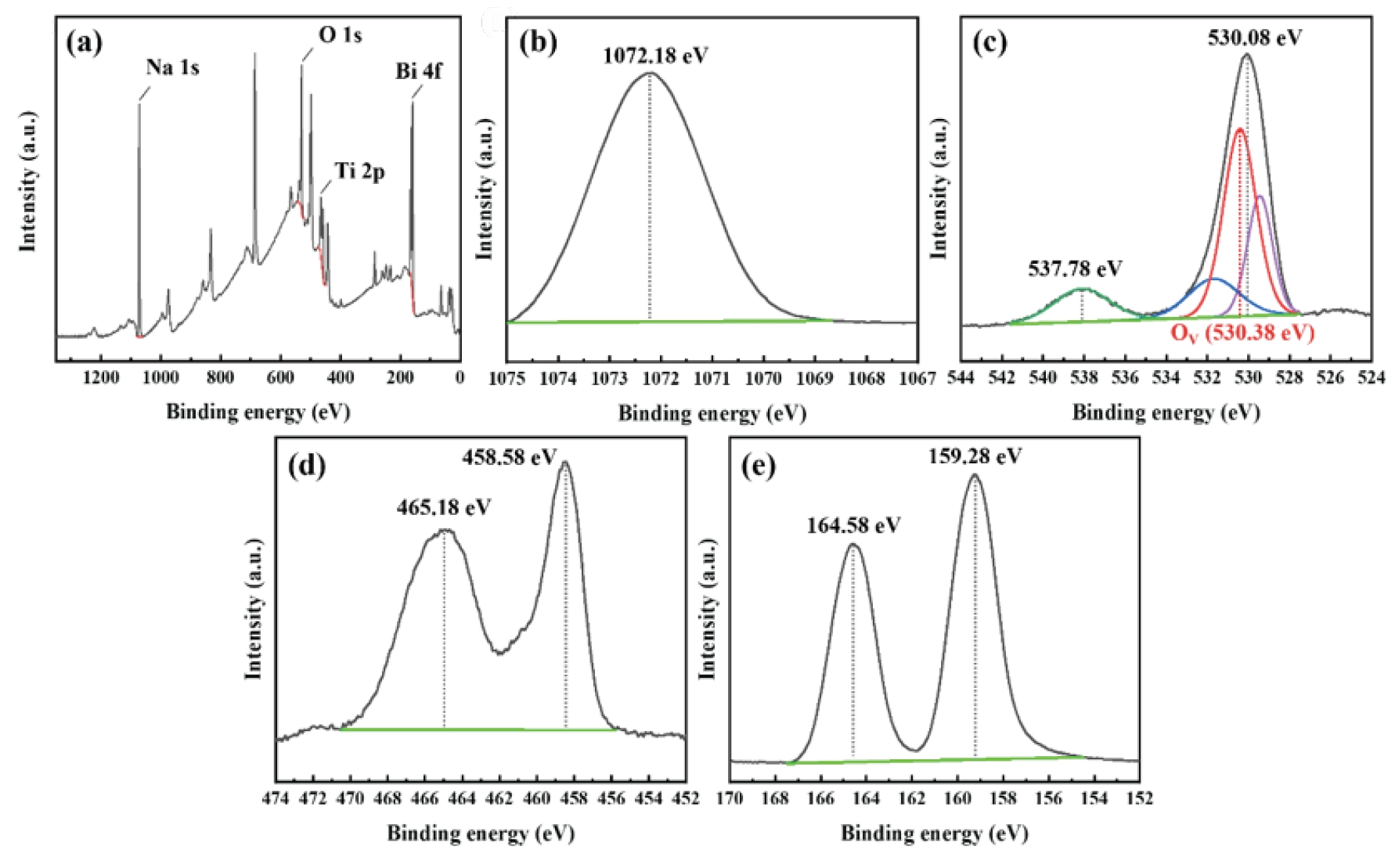
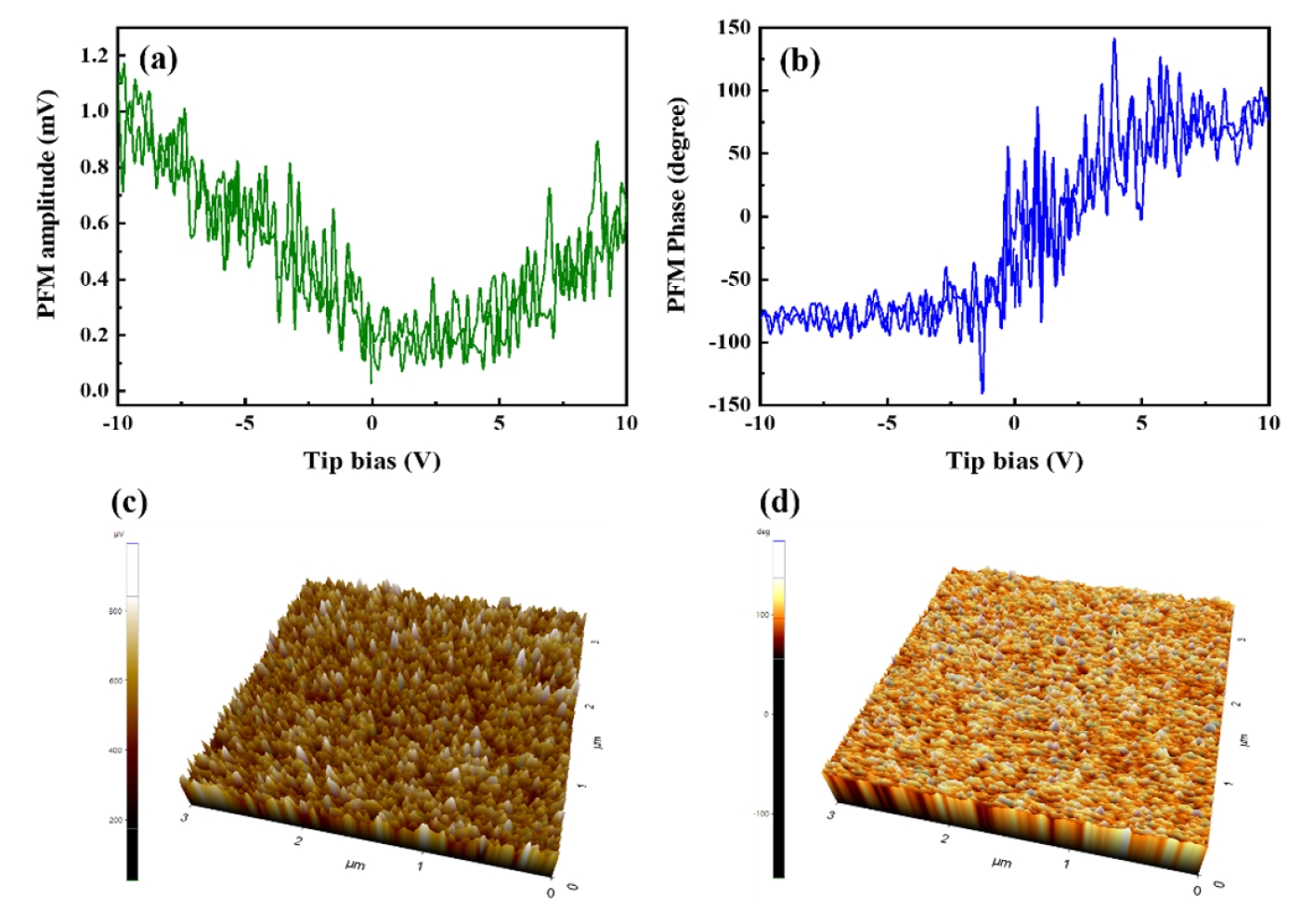
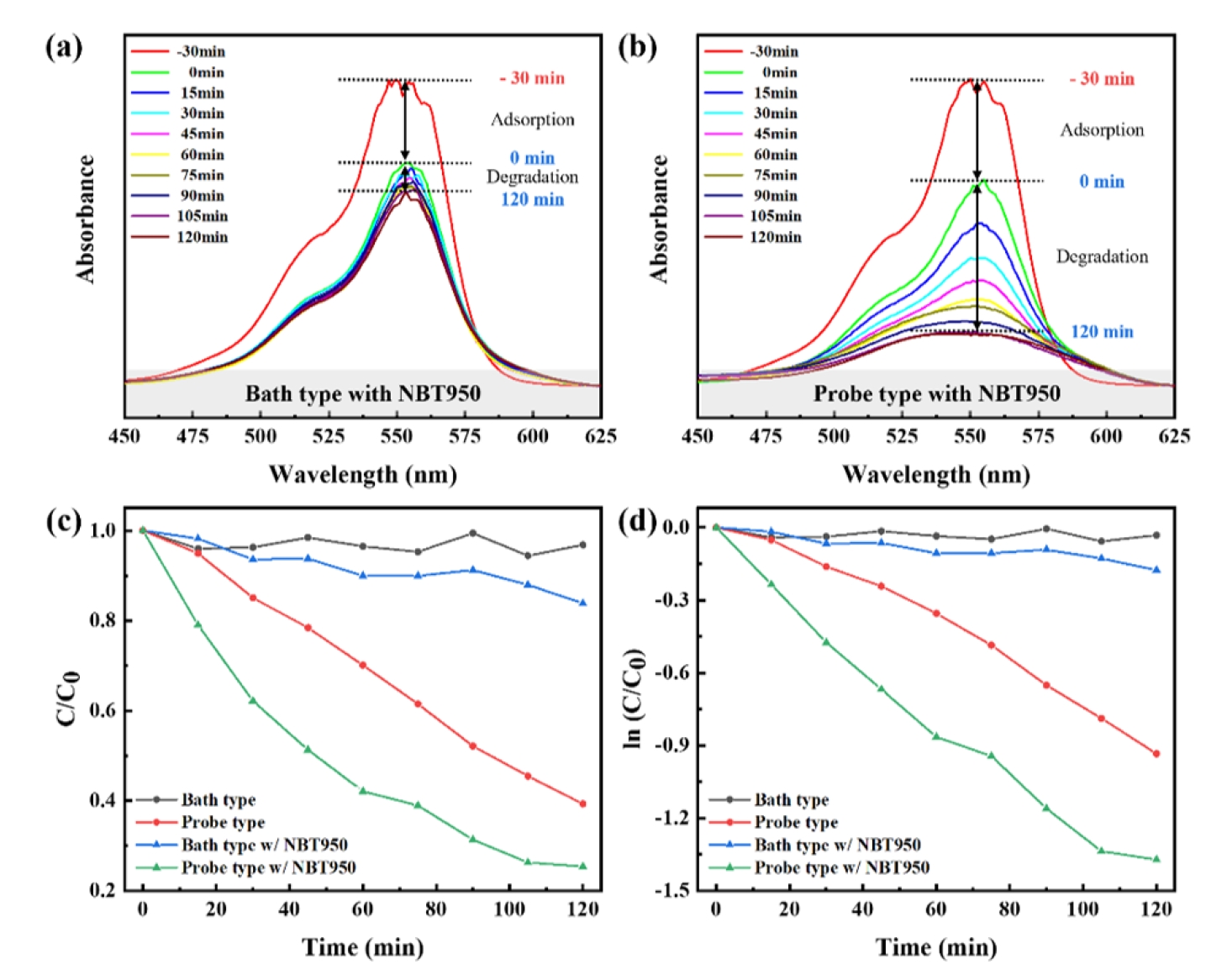
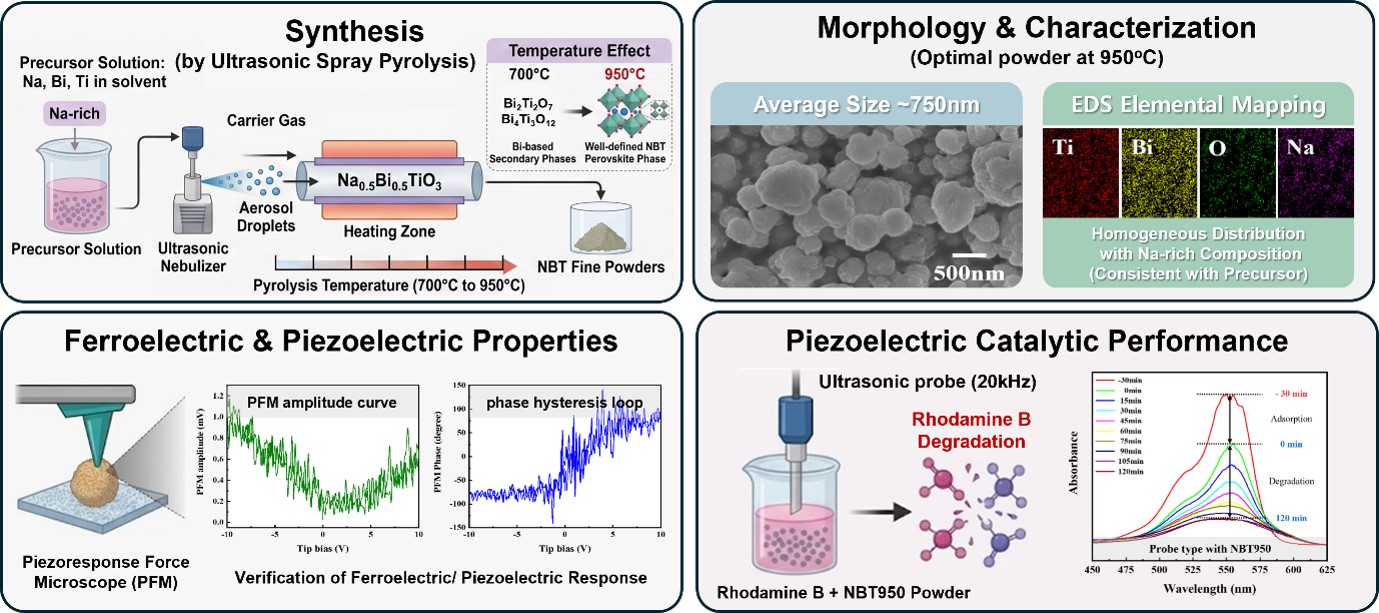
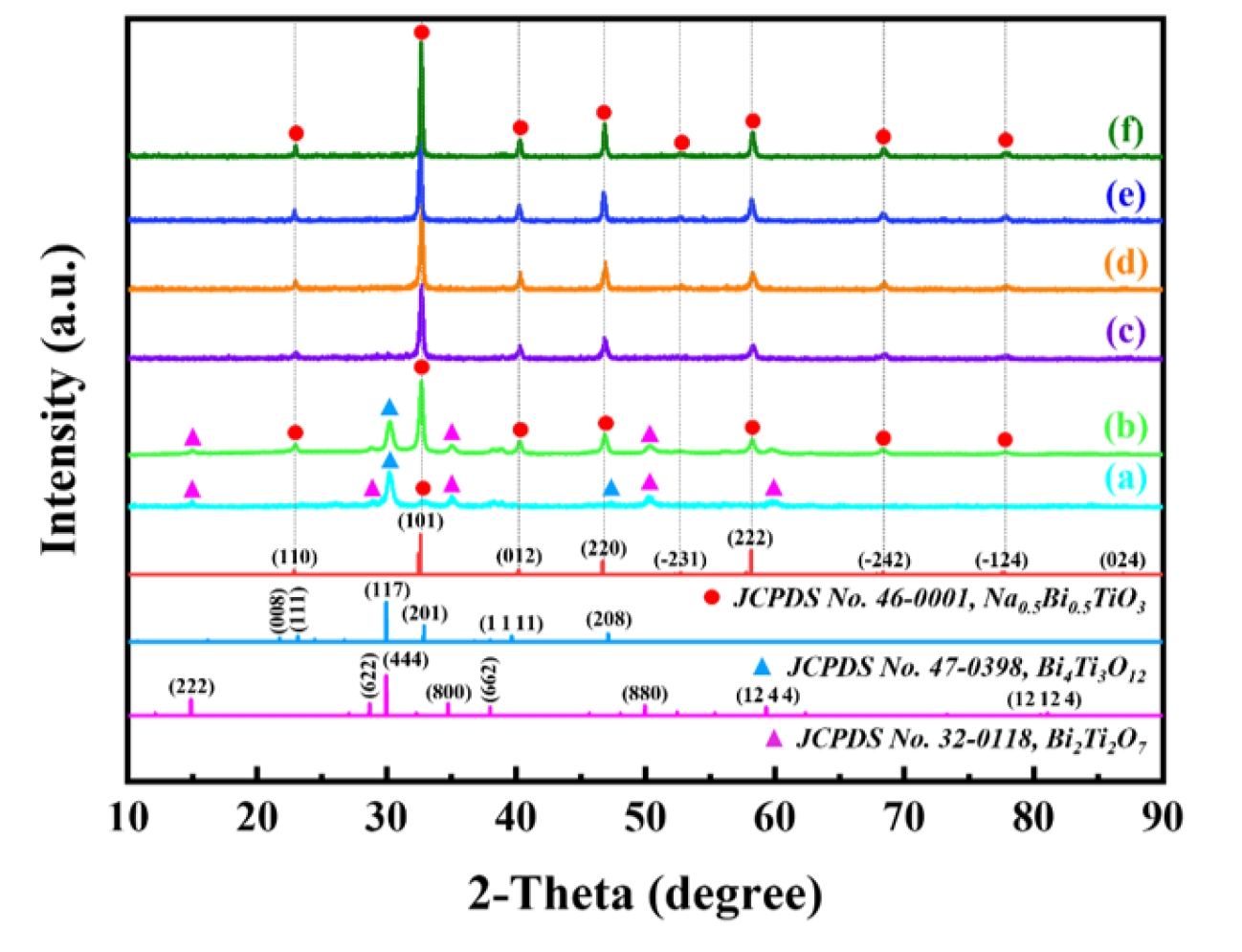
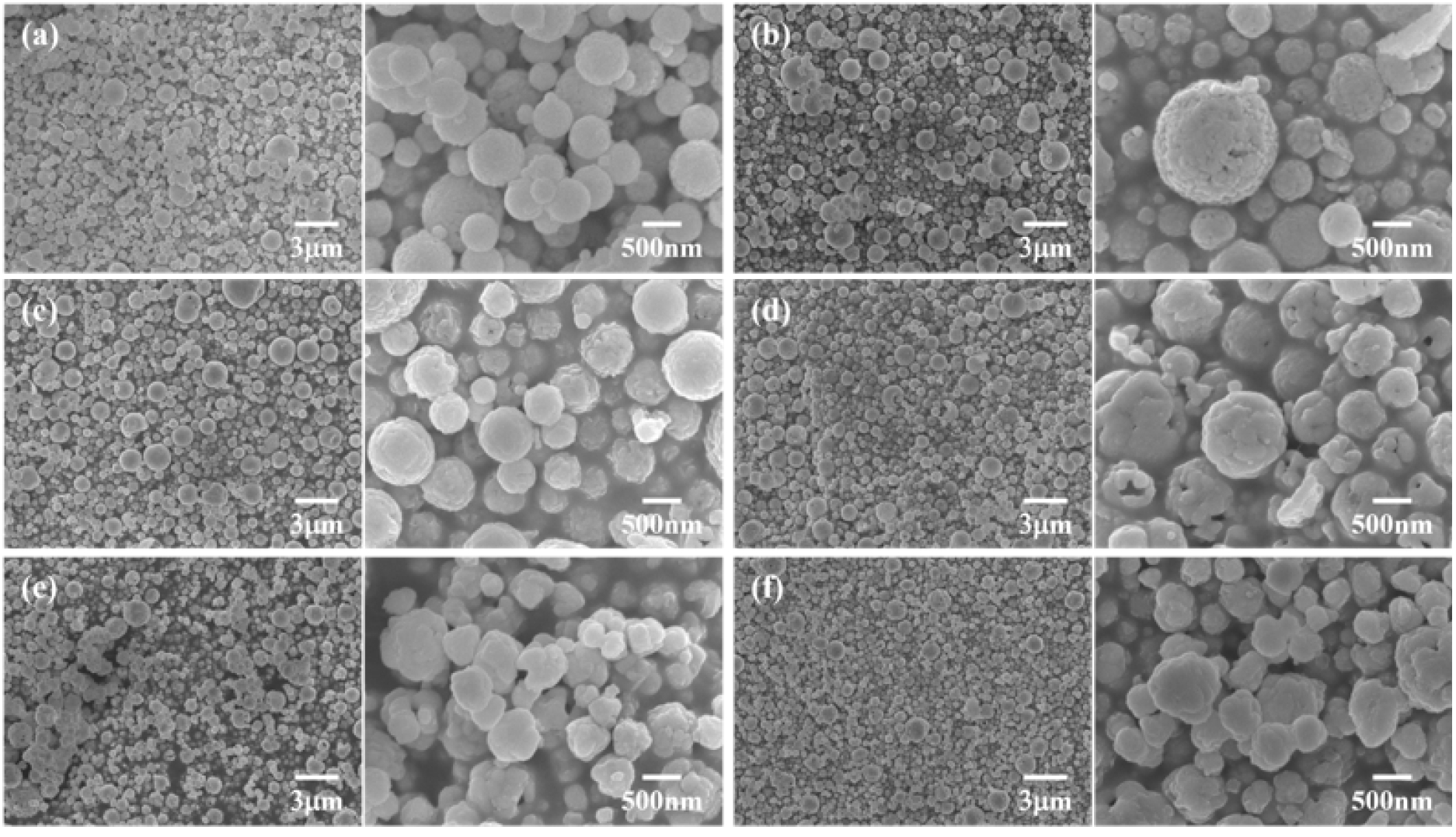
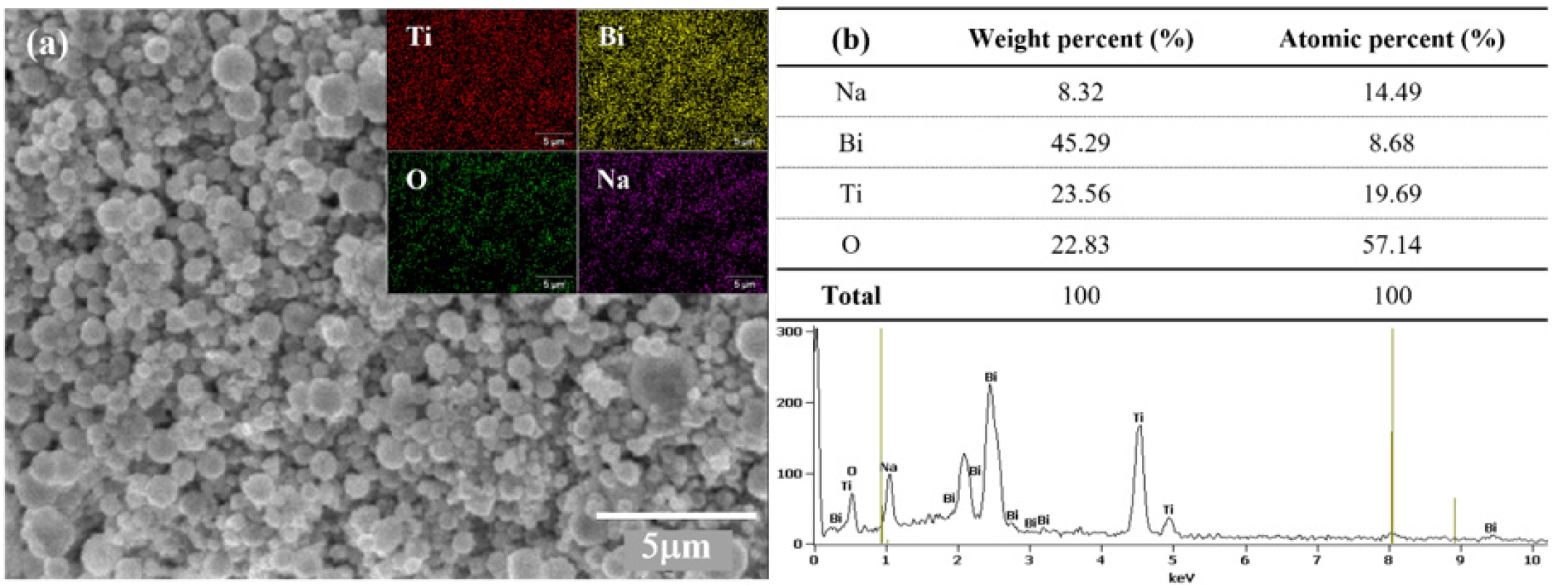
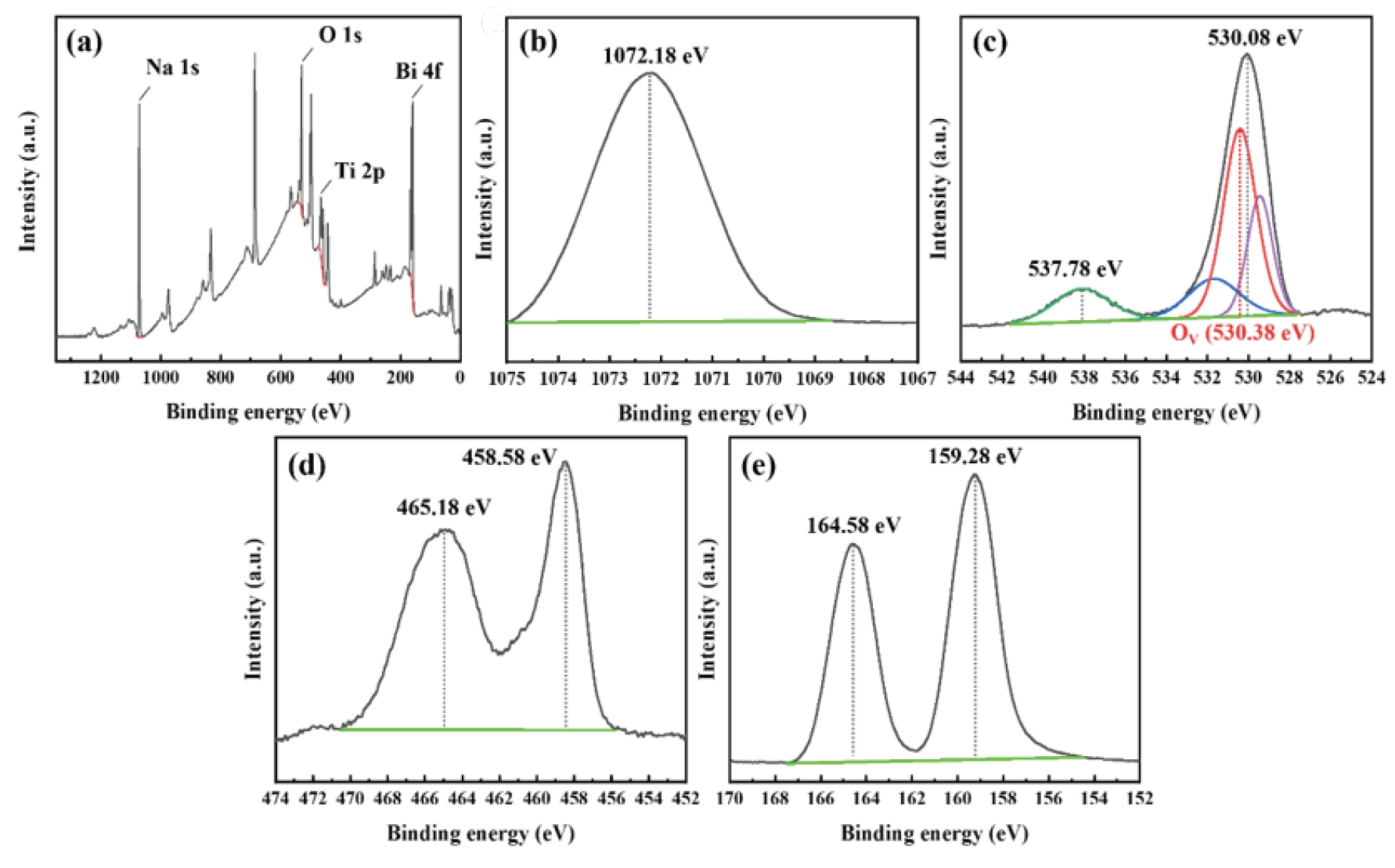
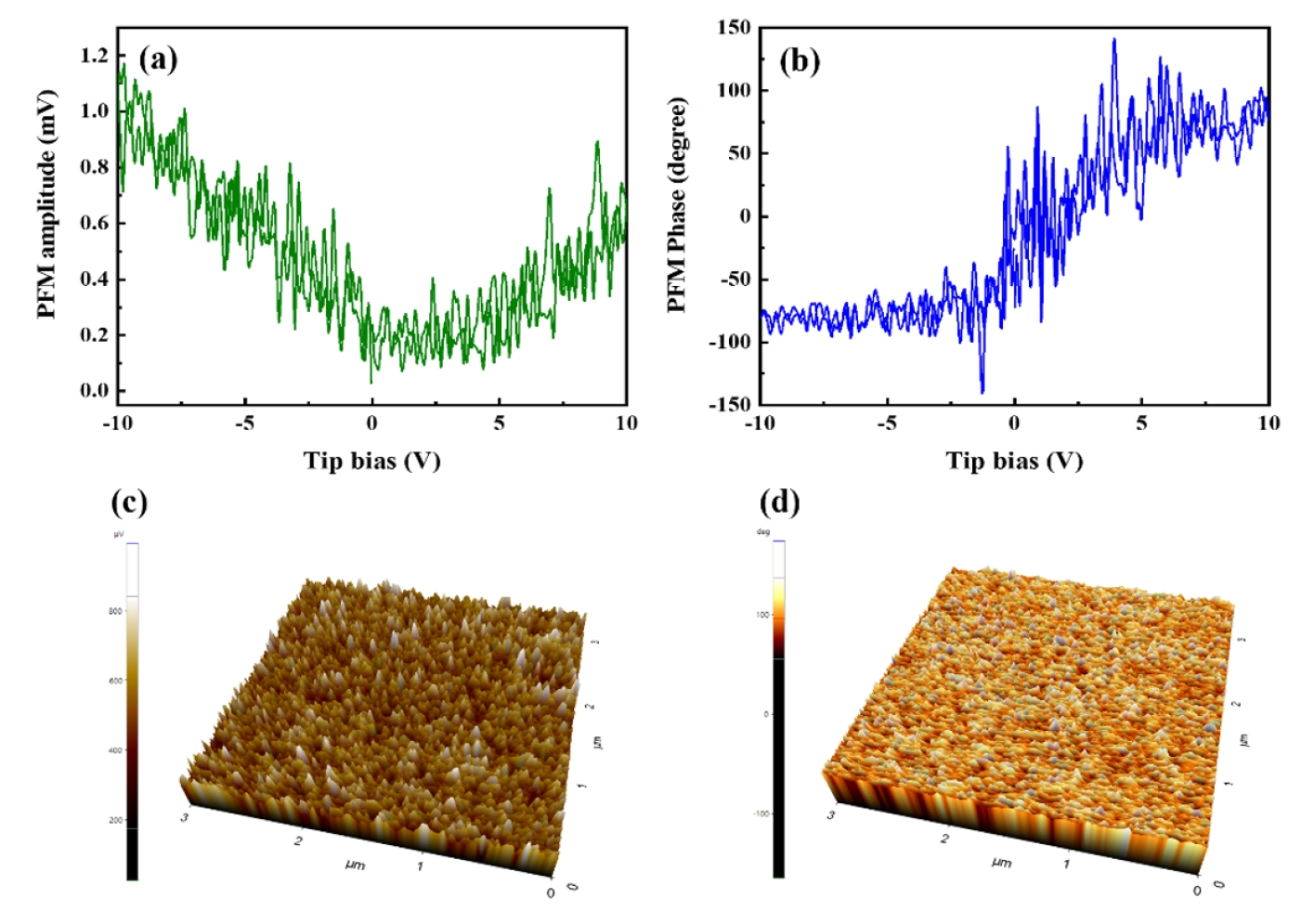
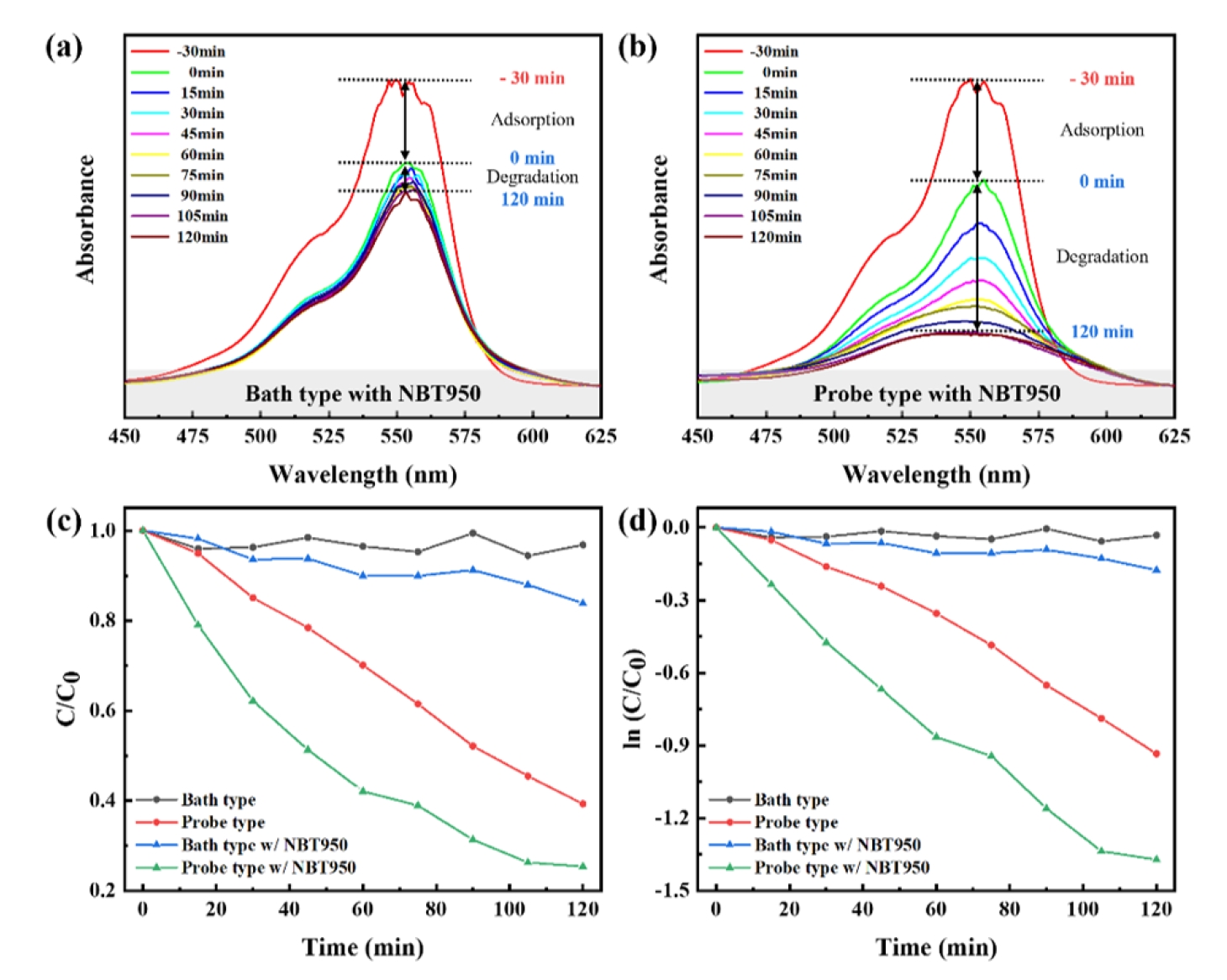
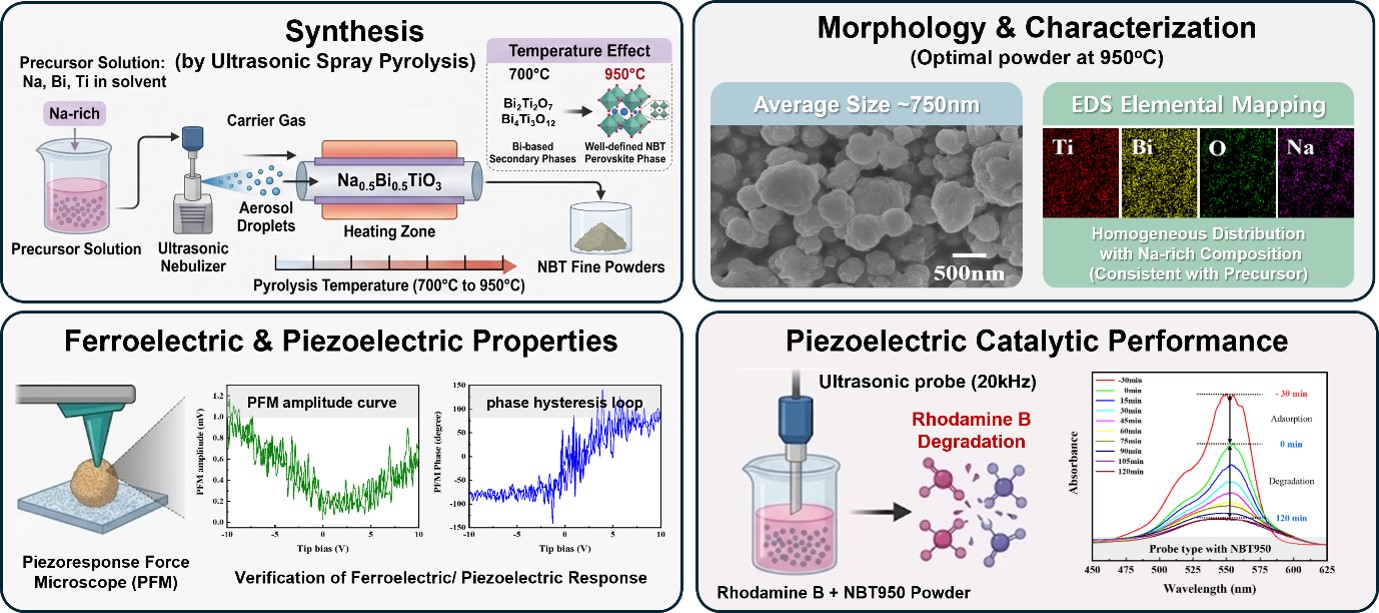
Fig. 1.
Fig. 2.
Fig. 3.
Fig. 4.
Fig. 5.
Fig. 6.
Graphical abstract
| Degradation kinetic rate constants | Sonicator type | |||
|---|---|---|---|---|
| Bath type | Probe type | Bath type w/ NBT950 | Probe type w/ NBT950 | |
| K (min-1) | 0.16 × 10-3 | 7.96 × 10-3 | 1.25 × 10-3 | 1.16 × 10-2 |
| Removal efficiency (%) | 3.18 | 60.7 | 38.43 | 83.56 |
Table 1.
TOP
