
Articles
- Page Path
- HOME > J Powder Mater > Volume 33(1); 2026 > Article
-
Research Article
- Microstruture and Mechanical Properties of Ti.Grade12-Ti/TiN/WC Composite Produced by Spark Plasma Sintering Process
-
Hyun-Su Kim1
 , Su-Gwan Lee1, Dinh Van Cong1, Jun-Seo Park1, Ha-Seung Ryu1, Jin-Chun Kim1,*, Seung-Ick Lee2
, Su-Gwan Lee1, Dinh Van Cong1, Jun-Seo Park1, Ha-Seung Ryu1, Jin-Chun Kim1,*, Seung-Ick Lee2 -
Journal of Powder Materials 2026;33(1):1-12.
DOI: https://doi.org/10.4150/jpm.2025.00486
Published online: February 28, 2026
1Department of Materials Science and Engineering, University of Ulsan, Ulsan 44776, Republic of Korea
2KPC Corporation, Daegu 41081, Republic of Korea
- *Corresponding author: Jin-Chun Kim E-mail: jckimpml@ulsan.ac.kr
© The Korean Powder Metallurgy & Materials Institute
This is an Open Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0/) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
- 1,558 Views
- 36 Download
Abstract
- Ti.Grade12 is widely used in chemical processing, power generation, and nuclear industries because of its excellent corrosion resistance and mechanical strength, enhanced by alloying elements such as Ni and Mo. Ceramic reinforcements such as TiN have been reported to significantly improve the surface hardness and wear resistance of titanium-based materials. Furthermore, nano-sized WC particles can suppress excessive intermetallic compound formation and stabilize the Ti matrix through grain boundary pinning and microstructural control mechanisms. However, strong interfacial bonding between Ti and ceramic reinforcements generally requires high temperatures and prolonged sintering times, which may induce undesirable secondary phase formation. Therefore, optimizing the mixing ratio of Ti, TiN, and WC is essential to achieve a homogeneous interface and a stable composite structure. In this study, a composite layered structure was fabricated on a Ti.Grade12 substrate using mixed Ti, TiN, and nano-sized WC powders via Spark Plasma Sintering. A composition of 60 wt% Ti, 35 wt% TiN, and 5 wt% WC formed a stable coating layer without secondary phases and achieved a micro vickers hardness of approximately 2400 Hv.
- After mixing all pure Ti, TiN, and WC, a sample was prepared by a spark plasma sintering process. Microstructure and mechanical properties were analyzed for this.
Graphical abstract
- Ti.Grade12 alloyed with 0.3 wt% Mo and 0.8 wt% Ni has been widely used in industrial piping systems and various structural parts because of its excellent corrosion resistance, high specific strength, and good weldability [1, 2]. However, when exposed to aggressive chemical environments or high-temperature conditions for a long time, the alloy can cause wear, oxidation, and localized corrosion, which can eventually lead to deterioration of its mechanical properties. Hence, there is a study need to enhance the surface performance of Ti.Grade12 to ensure long-term durability in demanding service environments. To overcome these limitations, numerous studies have been investigated, such as the application of hard ceramic coatings, especially titanium nitride (TiN), using laser cladding process or other surface modification techniques. These coatings are known to significantly improve hardness, wear resistance, and thermal stability. Nevertheless, in high-temperature processes, factors such as temperature, applied pressure, and alloy composition changes can promote the formation of intermetallic compounds at the coating/substrate interface, leading to surface cracking and corrosion and deterioration in wear resistance. Therefore, precise microstructural control is essential to achieve stable coatings with reliable mechanical performance [3-5].
- In the study, Pure Ti, TiN, and nano-sized WC powders were mixed at controlled ratios using a 3D mixer and subsequently bonded on the Ti.Grade12 substract powder to fabricate a two-layer composite sample using Spark plasma sintering process. The addition of WC is expected to inhibit the formation of intermetallic compounds compared with TiN only systems. The fine sized WC particles promotes improved dispersion, allowing them to effectively influence microstructural evolution such as secondary phase formation and grain refinement during high-temperature processing [6-8].
- In previous studies, it has been reported that the growth of intermetallic compounds can be suppressed by incorporating nano-sized WC into various metal matrices. In Particular, dispersed WC nanoparticles effectively hinder grain boundary migration via a Zener pinning mechanism, thereby stabilizing ultrafine and nanocrystalline microstructures. The Spark plasma sintering technique was selected because it enables rapid densification under pulsed direct current and applied pressure, allowing the consolidation of high-melting-point ceramics such as TiN and WC etc. [10-12]. This study aims to establish fundamental data for future TiN and WC based laser cladding processes applied to Ti.Grade12 substrates, contributing to the optimization of advanced surface coating technologies.
1. Introduction
- 2.1 Materials Preparation
- Ti.Grade12 (Ti-0.3Mo-0.8Ni) powder employed in this study as the substrate material was produced by ECKART GmbH(Germany) via gas atomization. The tap density, Hausner ratio, and flow rate were measured to be 2.71 g/cm³, 1.03, and 27.06 sec/50g, respectively. As shown in Table 1, the particle size distribution was characterized by D10 = 44.8 µm, D50 = 69.5 µm and D90 = 109 µm. The median particle size of 69.5 µm falls within the typical powder size range required for Directed Energy Deposition (DED) processes, indicating its suitability for stable powder feeding and deposition. The composite powder consists of a blended mixture of Pure Ti, TiN, and WC each selected for its specific functional role in forming a reinforced coating layer applied to the surface of Ti.Grade12. High-purity Pure Ti(Ti.Grade2, 99.9%) powder with spherical morphology, produced by Qishan Metal Titanium Co., Ltd.(China) via gas atomization, was used as the primary binder phase. As summarized in Table 1, the powder exhibited a particle size distribution of D10 = 17.8 µm, D50 = 35.9 µm and D90 = 61.7 µm. The Hall flow rate was measured to be 8.2 sec/50g, indicating excellent flowability suitable for powder-based additive manufacturing and laser cladding processes.
- Pure Ti can act not only as a structural component within the coating but also played a important role in enhancing interfacial adhesion between the ceramic reinforcements (TiN and WC) and the Ti.Grade12 substrate. As summarized in Table 1, the TiN powder used in the mixture was manufactured by Hunan Huawei Jingcheng Material Technology Co., Ltd.(China). The powder exhibited a particle size distribution of D10 = 51.0 µm, D50 = 86.1 µm, and D90 = 144 µm, indicating a relatively coarse size range suitable for powder-based processing. The particles were partially non-spherical, and the measured Hall flow rate was 32.73 sec/50g. The combination effects of particle size distribution and irregular morphology are expected to influence powder packing behavior and interfacial reactions during sintering.
- As summarized in Table 1, WC powder produced by NANOTECH CO., Ltd. (Korea) exhibited a particle size distribution characterized by D10 = 33 nm, D50 = 60 nm, and D90 = 104 nm. The nanoscale WC particles were uniformly applied onto the surfaces of Pure Ti and TiN powders prior to sintering to investigate their influence on microstructural evolution and TiN growth behavior. The selection of nano-sized WC was intended to promote homogeneous surface dispersion and effective grain boundary pinning, thereby excessive grain growth and enabling comparison with previous laser cladding studies conducted under similar particel size conditions.
- For the preparation of the coating powders, the Pure Ti content was fixed at 60 wt%, while the proportions of TiN and WC were systematically varied to produce six powder compositions, as shown in Table 2. This approach enabled a comparative evaluation of the individual and combined reinforcement effects of TiN and WC on the resulting microstructure and mechanical properties of the coated layer. After the samples were fabricated, their microstructural characteristics were analyzed using optical microscopy (BX53M, OLYMPUS, Japan), scanning electron microscopy combined with energy-dispersive spectroscopy (JSM-IT200, JEOL, Japan), electron backscatter diffraction (Velocity Ultra, EDAX, USA), and Micro vickers hardness testing (HM-200, Mitutoyo, Japan). The interpretation of microstructural evolution was primarily based on the compositional information obtained from SEM-EDS and the phase and orientation maps provided by EBSD. All powder blends were homogenized using a 3D mixer (KMC-T50, KMC, Korea) operated at 160 RPM for 4 hours, ensuring sufficient mixing intensity to achieve uniform distribution of nano-sized particles throughout the powder batches.
- 2.2 Fabrication of Samples
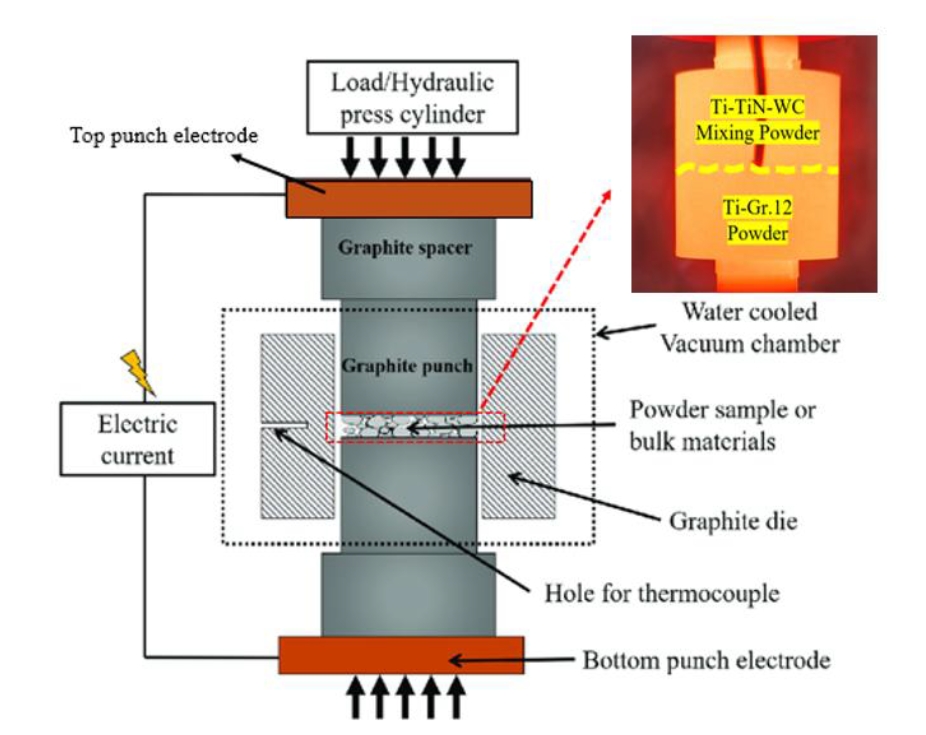
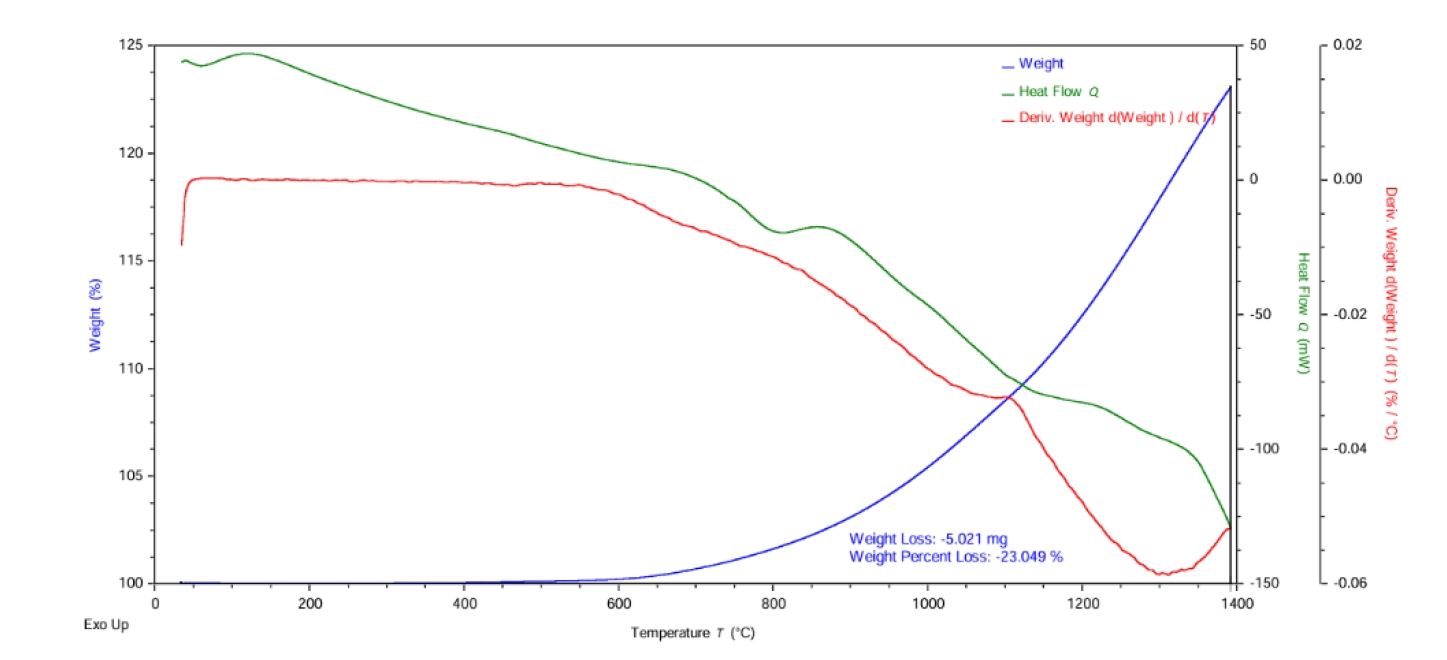
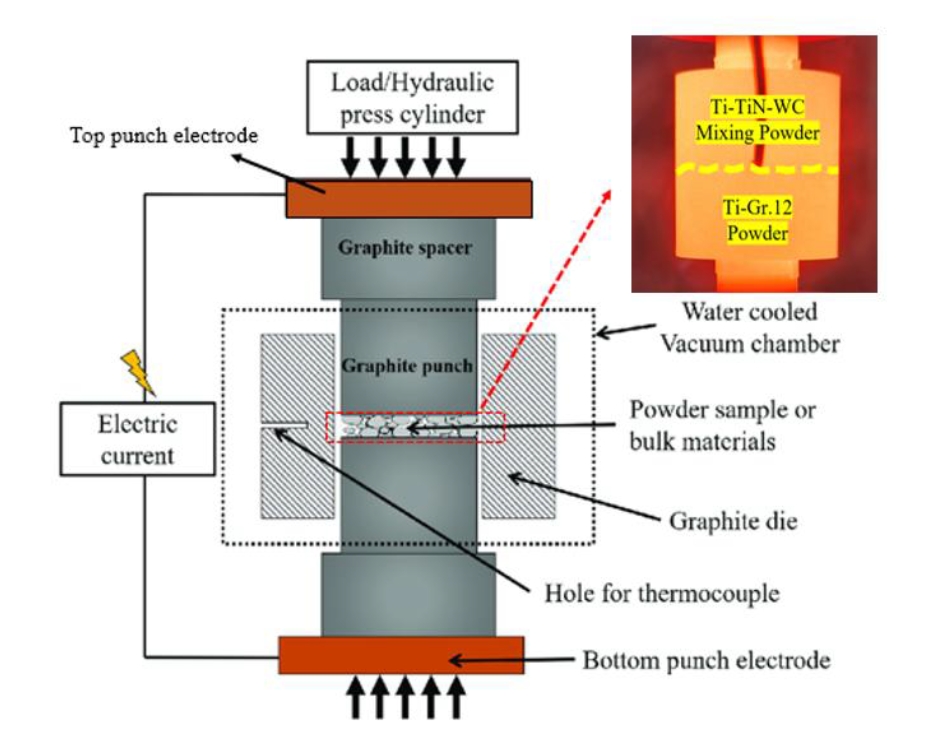
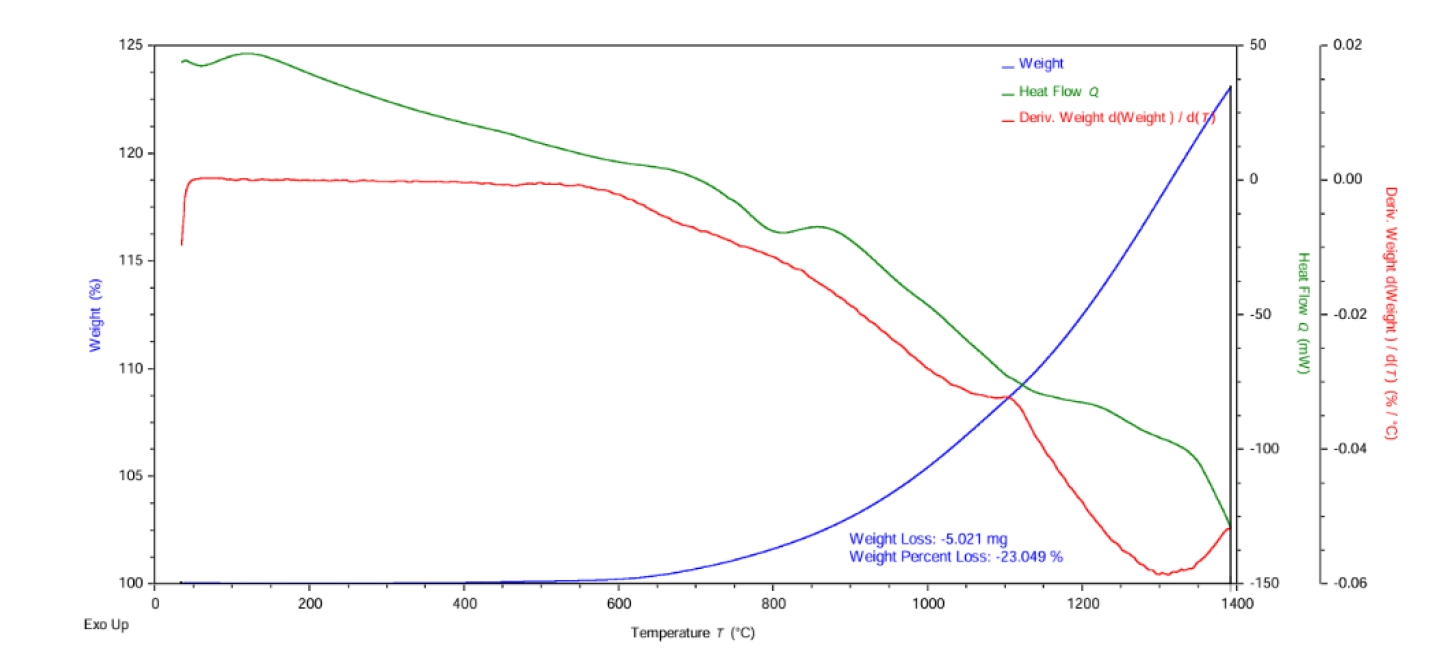
- The samples used in this study were fabricated using a Spark plasma sintering(Spark plasma sintering-515S, DR.SINTER, Japan) process. A graphite mold and punches with a diameter of 15 mm were employed to prepare the sintered compacts. Ti.Grade12 powder (4.5 g) and Ti-TiN-WC mixed powder (1.2 g) were used as the raw materials. As shown in Fig. 2., the TG-DTA results of the Ti.Grade12 Powder revealed the corresponding thermal behavior. Based on these results, the sintering termperature and the applied pressure were determined to be 1100 °C and 50 MPa, respectively. In addition, the heating rate and holding time were fixed at 100 °C/min and 5 min. Under these specific conditions, our previous experiments confirmed that the Ti.Grade12 region exhibited almost no observable porosity, demonstrating the suitability and stability of these parameters for sintering.
- Ti.Grade12 powder was positioned at the bottom as the substrate layer, while the Ti–TiN–WC mixed powder was placed on top to serve as the coating layer as shown in Fig. 1., allowing simultaneous sintering of both layers within a single processing cycle.
- During the Spark Plasma Sintering process, a pulsed direct current was applied through the graphite die, inducing localized Joule heating at the particle contacts. This effect facilitated rapid diffusion and densification within the powders, particularly at the interface between the Pure Ti/TiN/WC coating layer and the Ti.Grade12 substrate. After the sintering cycle was completed, the compacts were cooled to room temperature inside the chamber to prevent thermal shock or interfacial stress concentration.
- The sintered samples were subsequently sectioned to check the bonding interface between the substrate and the coating layer. For metallographic analysis, the specimens were embedded using hot mounting resin and mechanically polished. Grinding was carried out sequentially using sandpapers with grit sizes ranging from #400 to #2400, followed by fine polishing with diamond suspensions of 9 µm, 6 µm, 3 µm, and 1 µm particle sizes until a mirror-like surface finish was obtained.
- These specimens were then used for subsequent microstructural and hardness analyses. These prepared specimens were subsequently used for detailed observation of the interfacial microstructure and hardness evaluation. The samples were analyzed for their microstructural characteristics using an optical microscope (OM), scanning electron microscopy–energy dispersive spectroscopy (SEM-EDS), and electron backscatter diffraction (EBSD). The hardness of the bonding interface between the substrate and the coating layer was subsequently evaluated using a Micro vickers hardness tester (HM-200, Mitutoyo, Japan). The measurements were conducted under a load of 0.1 kgf, with both loading and holding times set to 10 sec. Multiple indentation points were selected along the cross-section to examine the variation in mechanical properties across different microstructural regions.
2. Experiment
- 3.1 Powder Properties
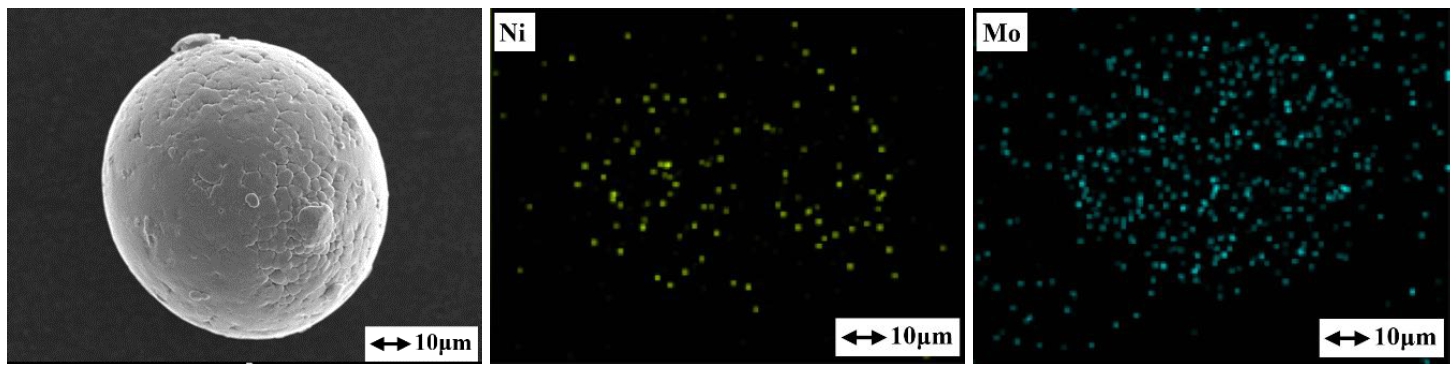
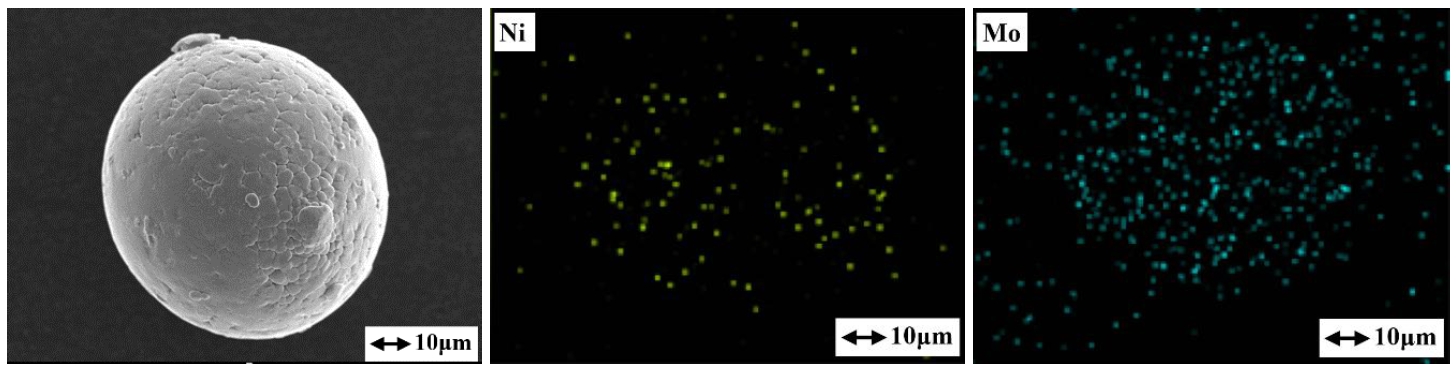
- Ti.Grade12 powder used in this study was first analyzed to verify its composition and morphology. To validate the compositional data provided by the supplier, inductively coupled plasma–optical emission spectrometry (ICP-OES) was performed. The analysis confirmed the presence of Ni and Mo elements, in place of the V and Al typically found in Ti-6Al-4V alloys, as shown in Table 3. The composition is well matched with typical Ti.Grade12. Additionally, SEM observations indicated that the powder exhibited a predominantly spherical morphology, while EDS mapping confirmed a homogeneous distribution of Ni and Mo within the particles, as illustrated in Fig. 3.
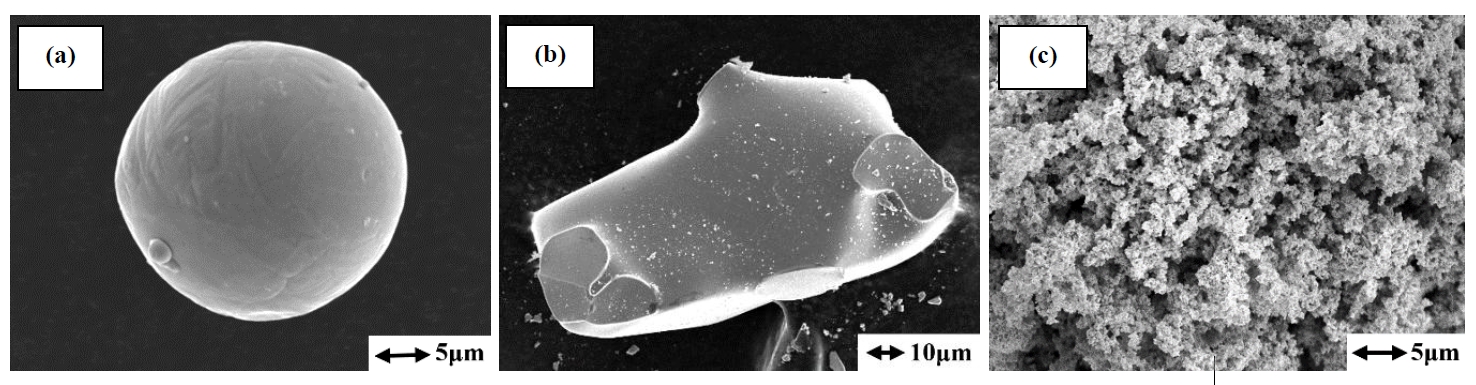
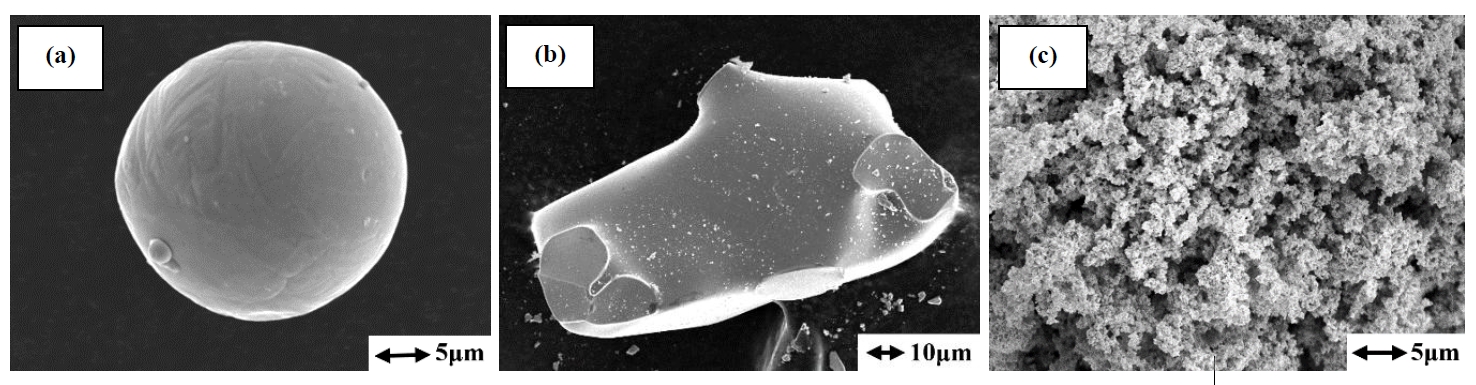
- Fig. 4. shows the morphology of the Pure Ti, TiN and nano-sized WC powders. The Pure Ti powder has a spherical shape and smooth surface. The TiN powder shows an irregular shape. The nano-sized WC powder shows an aggromerated type due to its nano size.
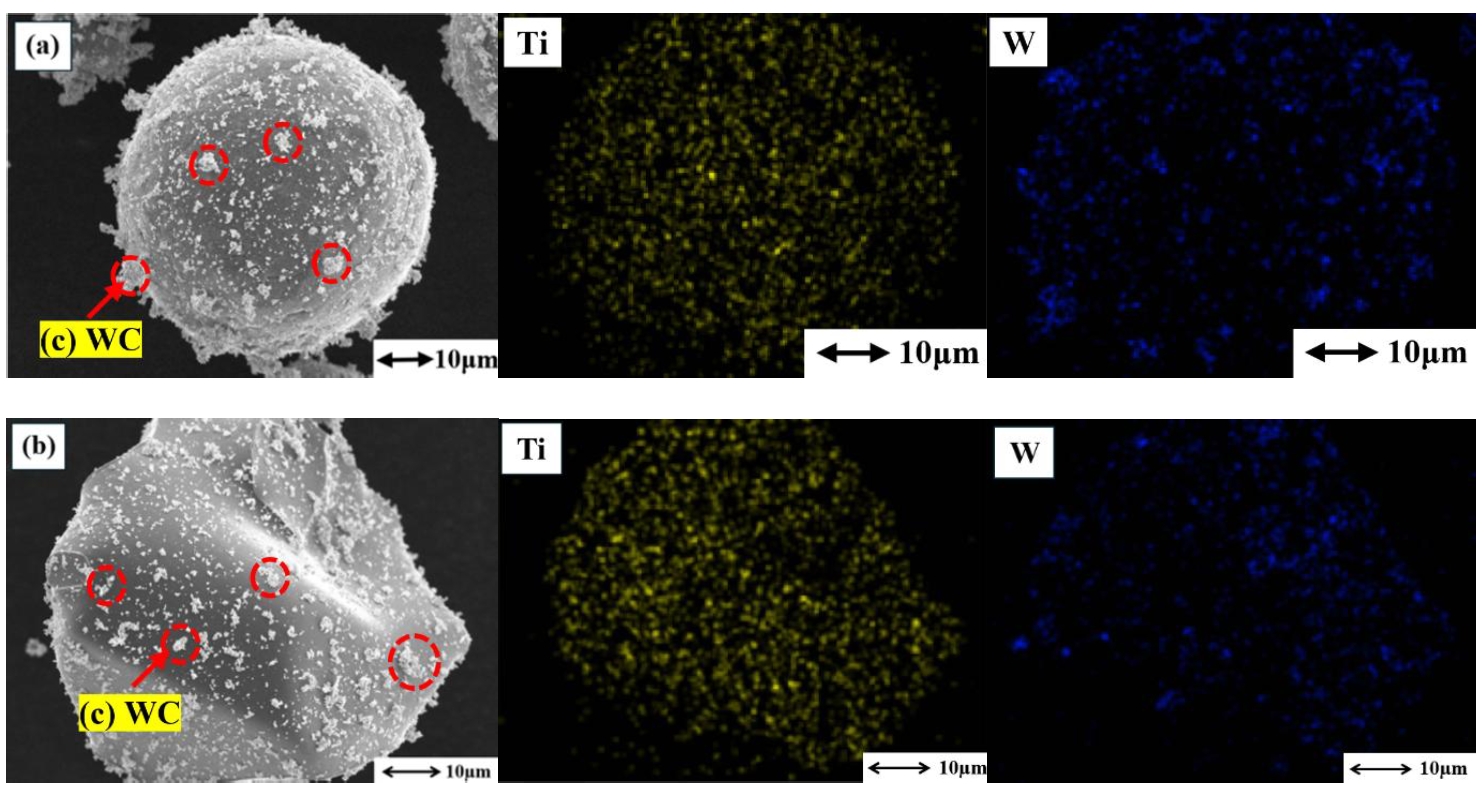
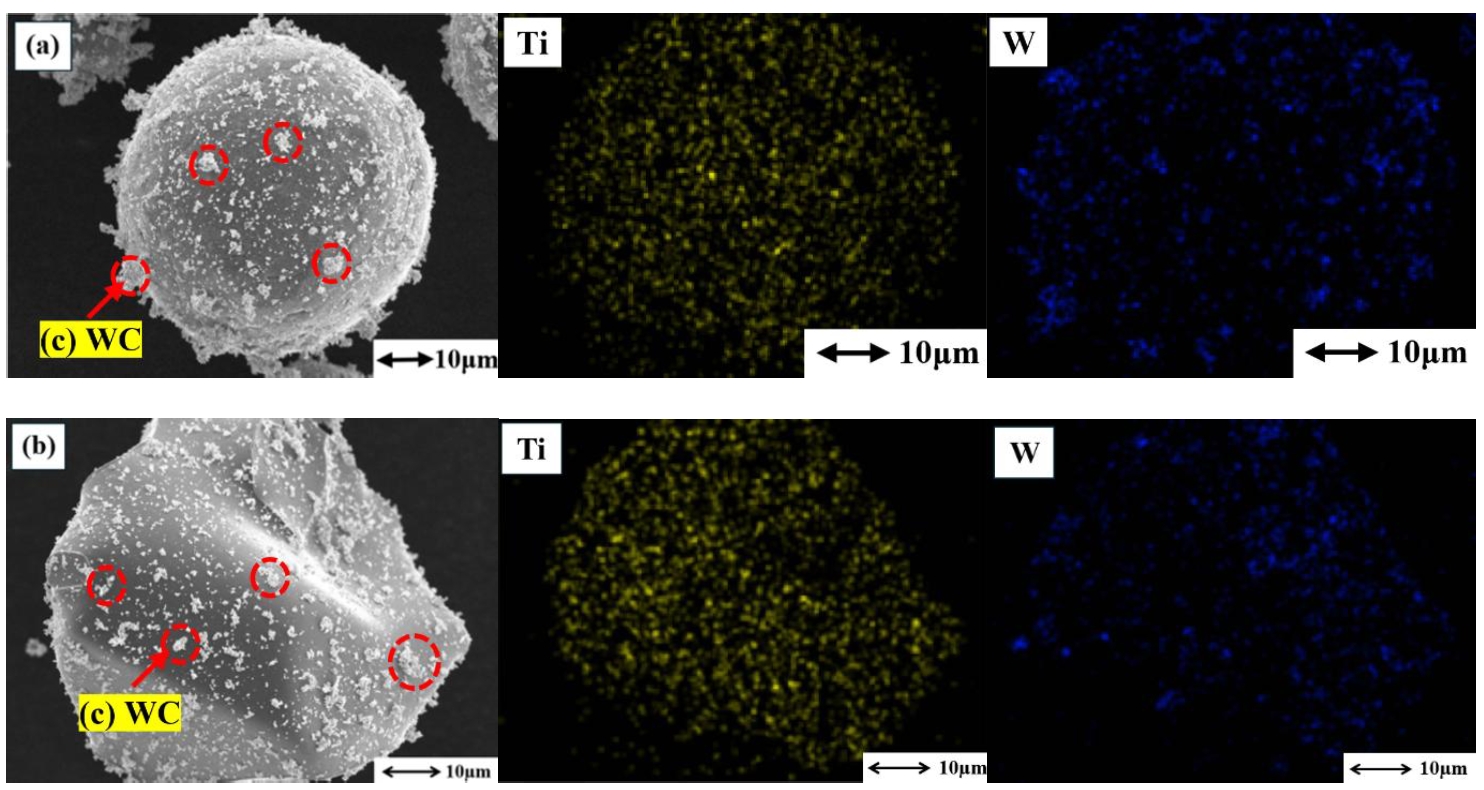
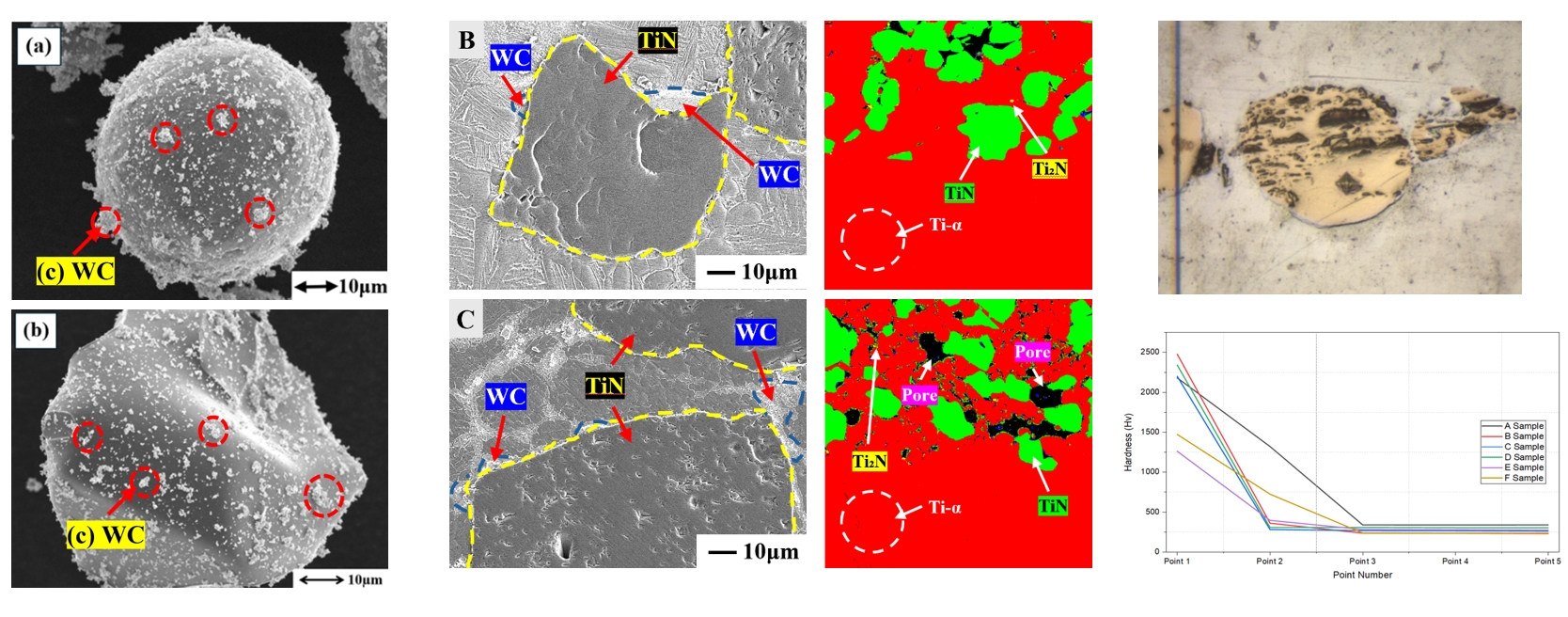
- As shown in Fig. 5., SEM–EDS analysis performed after mixing the powders for 4 hours using a 3D mixer confirmed that the nano-sized WC particles were uniformly dispersed on the Pure Ti and TiN powders. The WC powder was evenly de-aggreaged by 4 hours ball milling process.
- 3.2 Microstructures
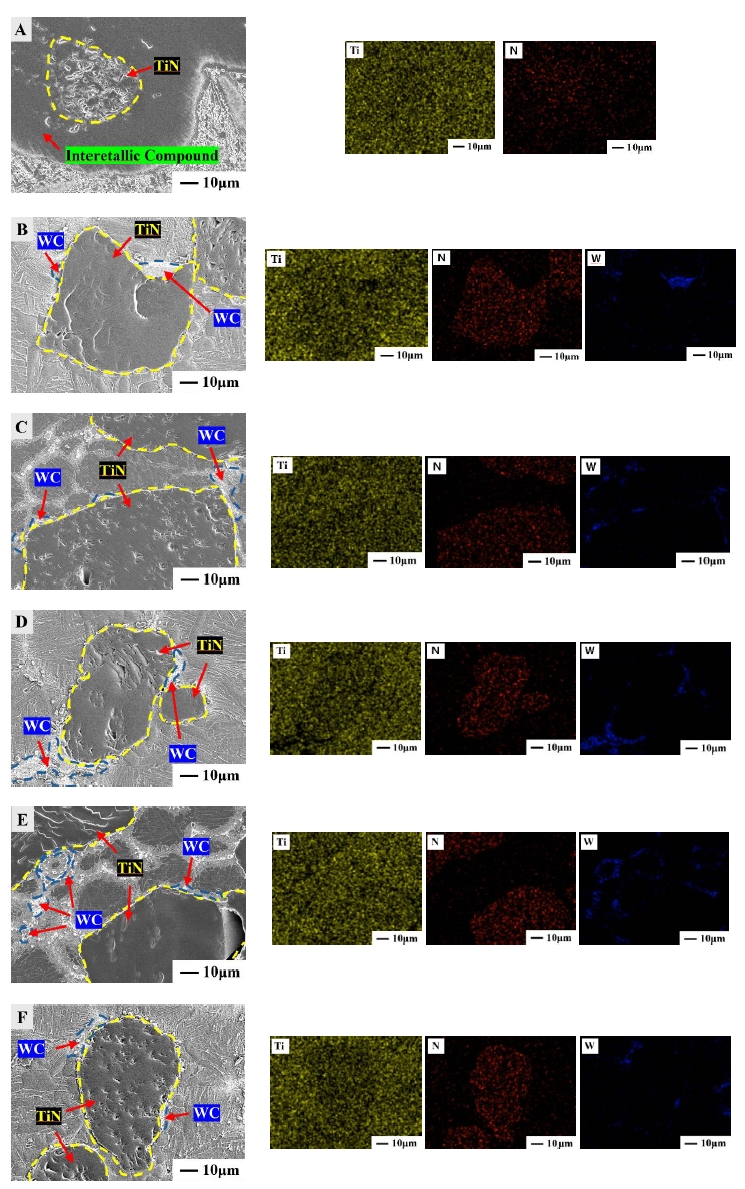
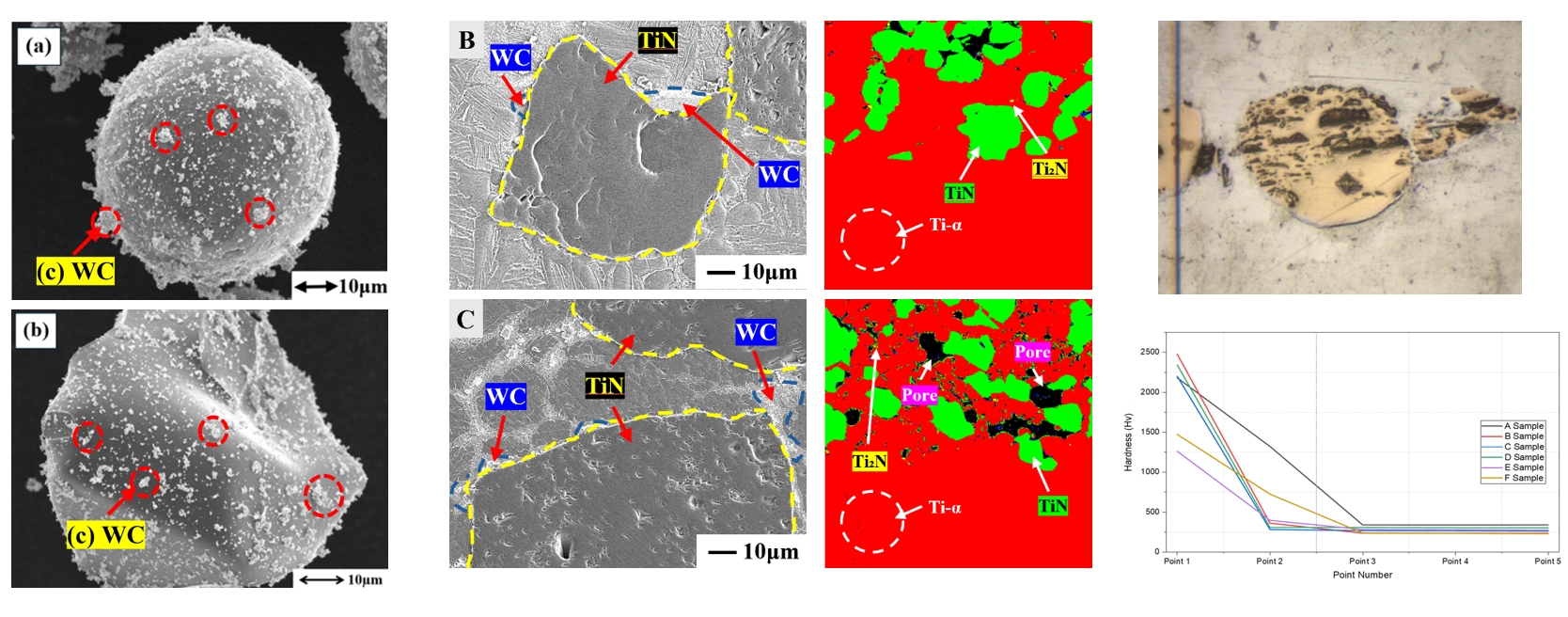
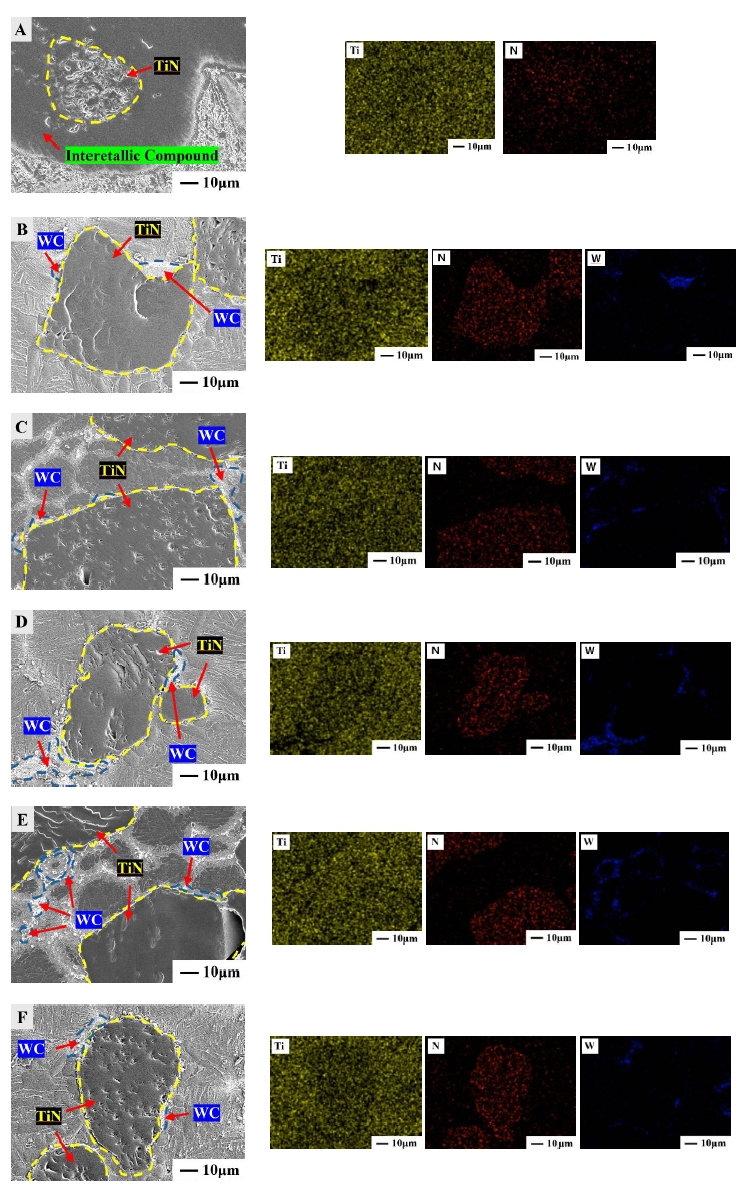
- Samples manufactured through the Spark plasma sinterting equipment were uniformly dispersed in TiN by distributing Nano-WC on the surface of Ti and TiN. For Sample A (Ti.Grade12-60Ti/40TiN), which did not contain any tungsten carbide (WC), the SEM images, as shown in Fig. 6.(Sample A), revealed the presence of dark regions around the TiN particles, which were identified as intermetallic compound, Ti₂N. These regions are believed to have formed due to the diffusion of nitrogen atoms into the titanium matrix during the sintering process, resulting in the local formation of Ti₂N. This has been reported in previous studies on the formation of Ti₂N between Ti and TiN. In addition, as a result of conducting XRD analysis in advance for EBSD analysis in this study, no phase such as TiC was detected except for Ti₂N. Such intermetallic structures are consistent with those frequently reported in other high-temperature fabrication routes, including laser cladding and directed energy deposition (DED) additive manufacturing, where similar nitrogen diffusion phenomena occur.
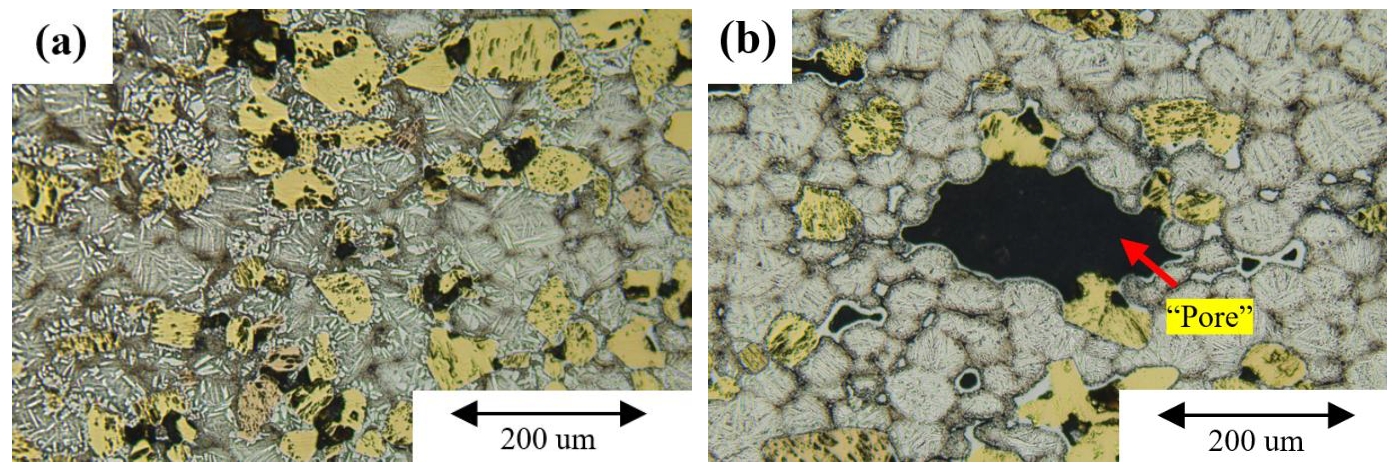
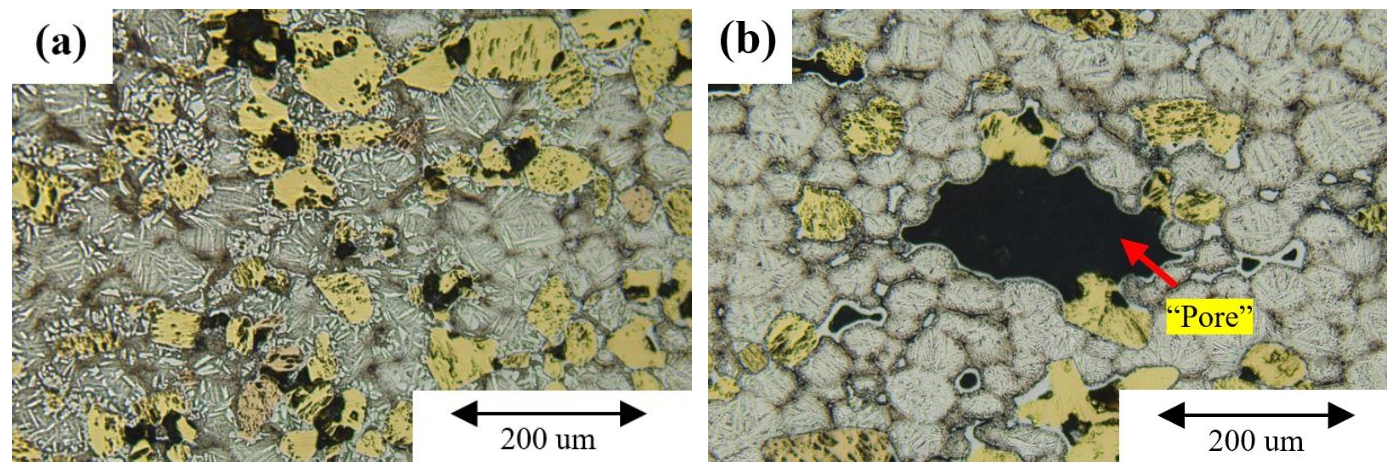
- In contrast, for sample B with 5 wt% WC, WC particles were clearly observed around the TiN region in the SEM-EDS image as shown in Fig. 6 (Sample B). The distribution of WC is relatively homogeneous, improving the thermal stability, indicating that the interfacial reaction between TiN and Ti matrix did not occur. As the WC content increased further, beginning with Sample D and continuing through Samples F, the microstructure exhibited the formation of large interconnected pores as shown in Fig. 7.
- This problem occurred because the addition of an excessive amount of WC hindered the densification of sintering. Therefore, This confirmed that the nano-size WC dispersed on the powder surface prevented the diffusion of TiN through the Zener pinning mechanism, and as a result, Ti₂N formation could be suppressed [13]. But, it was observed that the addition of a small amount of WC effectively suppresses the intermetallic compound to improve the bonding strength between the base material and the coating layer, but excessive addition forms large-sized pores.
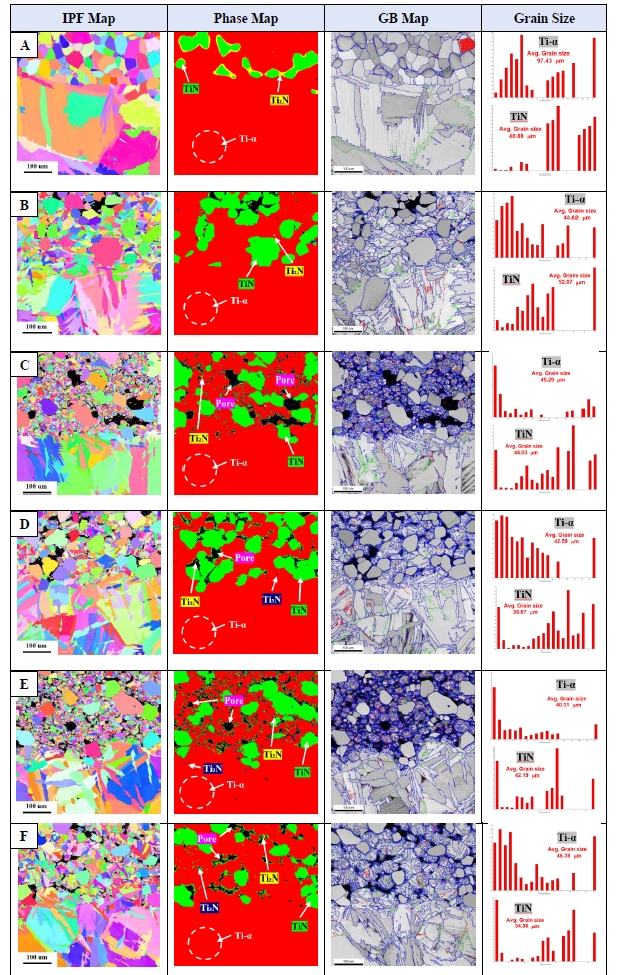
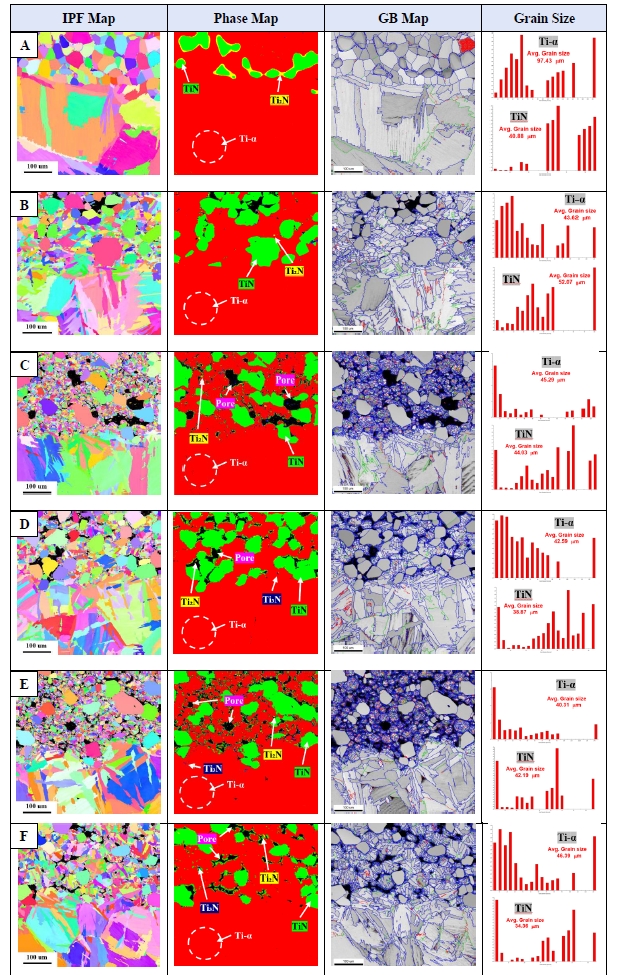
- In Sample A, which nano-sized WC was not added, it was confirmed that some of the TiN particles were decomposed to form an intermetallic compound around it. In the SEM-EDS analysis result shown in Fig. 6, the intermetallic compound that appears dark around the TiN particles was confirmed to be Ti₂N. This phase is believed to have formed through nitrogen diffusion from the TiN regions into the titanium matrix under elevated temperature, resulting in localized interfacial reactions. Ti₂N is not only an unstable phase but can also cause brittleness, it can cause mechanical properties to deteriorate not only in microcracks but also in repeated friction environments. As shown in Fig. 8, in Sample B, where 5 wt% WC was added, the overall microstructure became significantly more refined, and the formation of TiN was effectively suppressed. At this composition, the average grain size of Ti decreased noticeably, whereas TiN grains exhibited the largest average size among all samples. This behavior suggests that the introduction of WC acted as an effective diffusion barrier and grain-growth inhibitor in the titanium-rich regions while stabilizing the TiN phase by limiting nitrogen migration. As a result, it was confirmed that TiN particles were able to grow without phase change without forming Ti₂N, and not only maintained the TiN shape but also maintained a stable microstructure. For Samples C through F, in which the WC content was further increased in increments of 5 wt%, the average Ti grain size remained nearly constant, indicating that WC addition beyond a certain threshold no longer contributed to additional grain refinement. However, there was a section in which the particle size of TiN partially decreased as the WC content increased, which is a problem caused by the decrease in the proportion of TiN. Throughout all WC-containing samples B to F, the volume fraction of Ti₂N remained below 1%, indicating that the controlled addition of WC effectively suppressed the formation of this intermetallic phase and contributed to the stabilization of the overall microstructure of the Ti Grade.12-Ti/TiN/WC composite system [14]. Among these samples, sample B exhibited the most favorable balance of microstructural characteristics. As summarized in Table 4, sample B showed the lowest porosity while maintaining a highest Ti₂N fraction. In addition, the TiN grain size in sample B was the largest among the WC-containing samples, suggesting enhanced grain growth under stabilized interfacial conditions.
- 3.3 Mechanical Properties
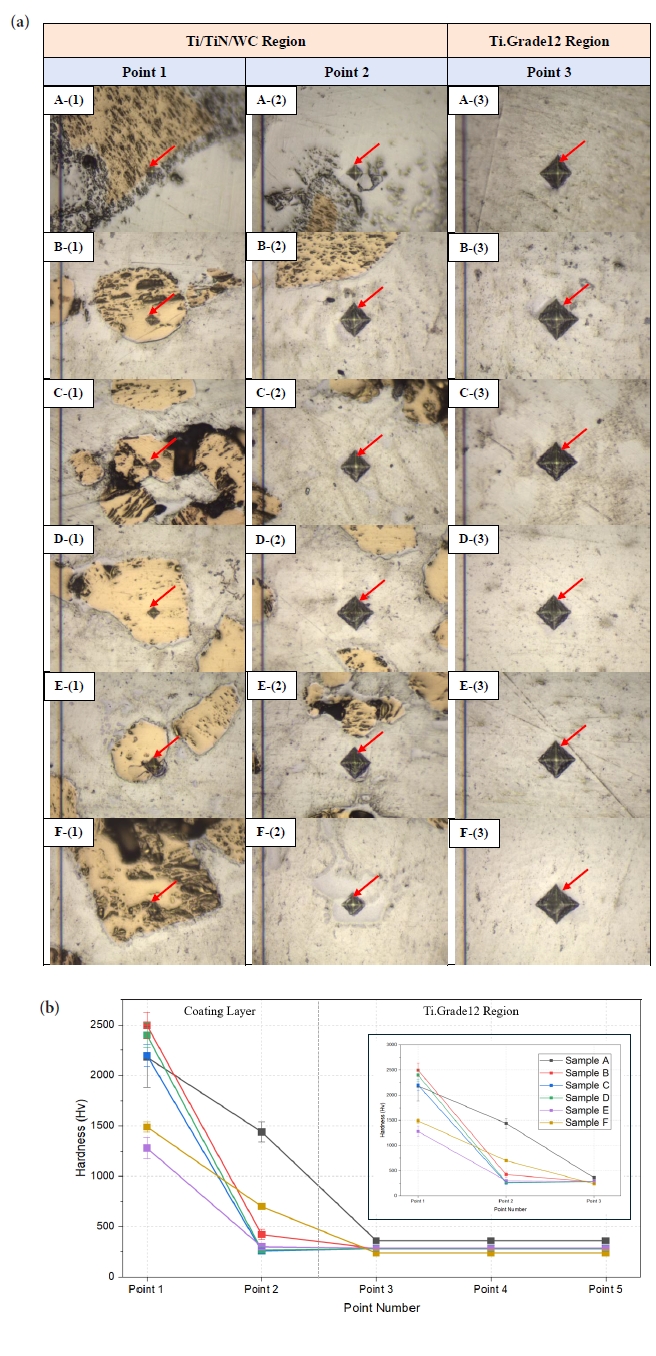
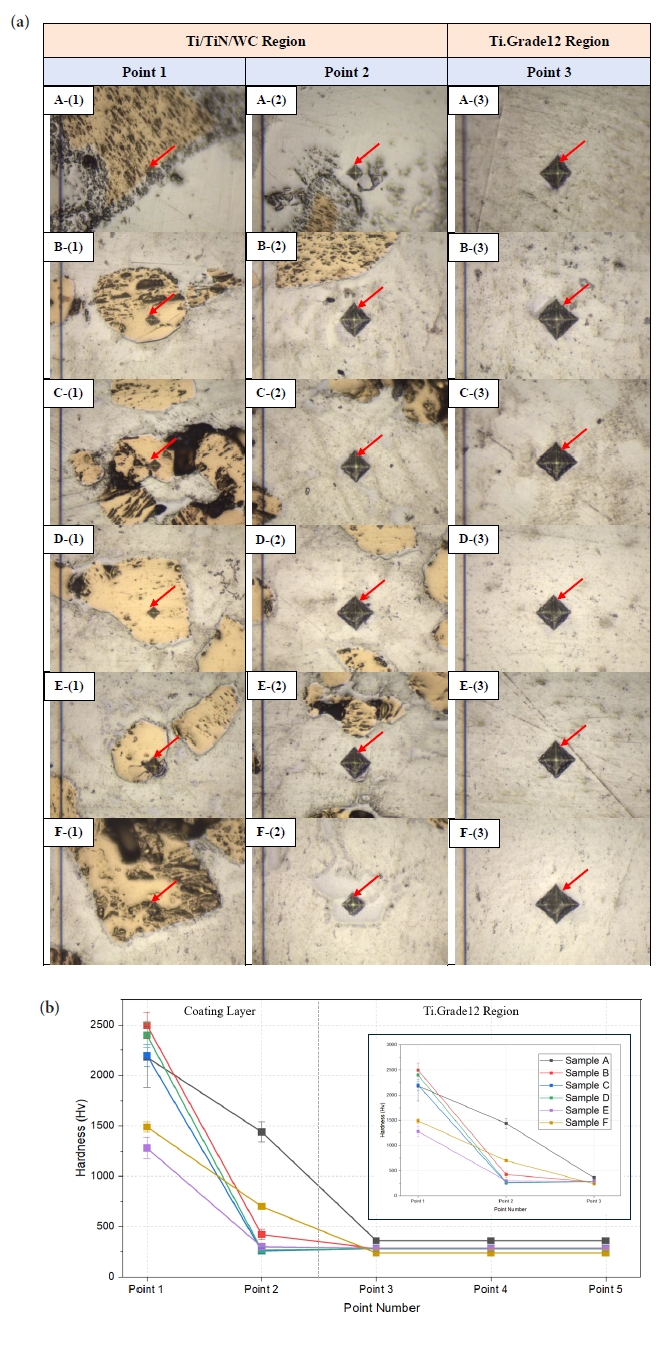
- Fig. 9. shows the optical micrographs of the Micro vickers hardness analysis results and the hardness valules of the specimens prepared in this study. Micro vickers hardness measurements were conducted from the Ti.Grade12 substrate to the Ti/TiN/WC sintered layer using a load of 0.1kgf (HV0.1) and a dwell time of 10 sec. For each region, five indentations were performed, and the reported values represent the mean hardness with standard deviation. Point 1 shows the Micro vickers hardness indentation directly on the reinforced TiN [15], and point 2 shows the indentation at the Ti.Grade12-Ti/TiN/WC interface. Point 3 shows the indentation at Ti.Grade12 region. The results revealed that, in Samples A, B, C, and D, the upper surfaces of the TiN particles, designated as Point 1, exhibited remarkably high hardness values exceeding 2000 Hv. Such elevated hardness is attributed to the intrinsic ceramic nature of TiN and strong covalent bonding characteristics of TiN. In samples E and F, it was confirmed that the hardness was significantly reduced even on the TiN particles, which means that the total sintering density and the bonding strength between the base material and the coating layer decreased when the nano-sized WC was excessively added. On the other hand, the reason why Point 2 of sample F was measured locally is a temporary phenomenon that appeared because the nano-sized WC was aggregated, as can be observed in the Fig. 9F-(2) image.
- In addition, in Sample A without WC, the region of intermetallic compounds identified by Ti₂N formed around TiN particles during sintering exhibited hardness of approximately 1300 Hv. This value is lower than TiN but significantly higher than Ti.Grade12 substrates, indicating that the presence of Ti₂N temporarily contributes to local strengthening. However, for samples B, C, D, and E, when the hardness values around TiN particles were measured, they were recorded similarly to the Ti.Grade12 base material.
- Overall, the Micro vickers hardness data show that the intermediate intermetallic phases, Ti₂N can contribute to localized increases in hardness under static hardness testing.
- Nevertheless, because Ti₂N is a metastable and brittle phase, its excessive formation is undesirable; it tends to deteriorate the coating’s resistance to wear and crack propagation under cyclic or abrasive conditions. Furthermore, Ti₂N is known to be chemically unstable and can decompose in certain corrosive environments, which may ultimately compromise the long-term durability of the coating system. Therefore, minimizing the formation of Ti₂N through precise control of composition and sintering parameters is essential for optimizing both mechanical performance and chemical stability. As in this study, it is also considered a good method to suppress the decomposition of TiN by adding a high- temperature reinforced additives such as nano-sized WC.
3. Results and Discussion
- In this study, the coating of a Ti.Grade12 substrate using Ti/TiN/WC mixed powders was proposed and experimentally simulated through the Spark plasma sintering technique. A total of six samples were produced, and the analysis revealed that the addition of WC facilitated the development of a more stable and uniform phase structure throughout the coating layer. The analysis revealed that, in all specimens incorporating nano-sized WC, the formation of intermetallic compounds such as Ti₂N and other metastable phases was effectively suppressed. This suppression is attributed to the presence of WC particles, which acted as diffusion barriers and promoted a more thermodynamically stable phase distribution during sintering.
- Among the fabricated samples, Sample B-containing 5 wt% nano-sized WC-demonstrated the most advantageous microstructural and mechanical properties. The sample not only inhibited the formation of an intermetallic compound such as Ti₂N, but also formed fewer pores, so the highest relative density was recorded. Therefore, an appropriate level of data on the amount of Nano-Size WC added could be obtained.
- The Micro vickers hardness measurements further supported these findings. The hardness of the Ti.Grade12 substrate was approximately 260–320 HV in Sample A. After the addition of nano-sized WC (Samples B–F), the hardness slightly decreased to around 260–270 HV, suggesting a minor influence of WC incorporation on the substrate mechanical response. The intermetallic compound region identified as Ti₂N displayed hardness values exceeding 1000 Hv, which were lower than those of the TiN phase but still higher than that of the Ti.Grade12 substrate. In contrast, when WC was added and the formation of intermetallic compounds was suppressed, the microhardness in this region decreased compared to the case where the intermetallic phase was formed. While such intermetallic formation may locally enhance hardness, its brittle and metastable nature is expected to disadvantageous effect long-term wear resistance and structural integrity under cyclic loading or chemical exposure. Therefore, careful optimization of processing parameters and compositional design is required to minimize the formation of Ti₂N and related intermetallic phases. The results of this study confirm that nano-sized WC plays a beneficial role in microstructural control, while maintaining the high hardness characteristics of the TiN phase.
4. Conclusion
-
Funding
This work was supported by the Competency Development Program for Industry Specialists of the Korea Government (MOTIE), operated by Korea Planning&Evaluation Institute of Industrial Technology (KEIT) (RS-2024-00448195, ‘Development of Manufacturing and Process Technology of Hardened Laser Cladding Composite Powder for Ti-Gr.12 Ball Valve Application’) and Korea Institute for Advancement of Technology (KIAT), (RS-2024-00406598, HRD program, Professional Manpower Education & Training for 3D Printing Industries).
-
Conflict of Interest
The authors have no conflicts of interest to declare.
-
Data Availability Statement
Data will be made available on request.
-
Author Information and Contribution
Hyun-Su Kim: M.S. candidate; Investigation, Data curation, Formal analysis, Conceptualization, Visualization, Writing - original draft
Su-Gwan Lee: Integrated M.S.-Ph.D candidate; Investigation
Dinh Van Cong: Ph.D candidate; Investigation
Jun-Seo Park: M.S. candidate; Investigation, Formal analysis
Ha-Seung Ryu: B.S. candidate; Investigation, Formal analysis
Jin-Chun Kim: Professor; Project administration, Supervision, Writing - review & editing, Funding acquisition
Seung-Ick Lee: Director, R&D Center, KPC; Resources
-
Acknowledgments
None.
Article information
| Powder | Particle Size (µm) | ||
|---|---|---|---|
| D10% | D50% | D90% | |
| Ti.Grade12 | 44.8 | 69.5 | 109 |
| Pure Ti | 17.8 | 35.9 | 61.7 |
| TiN | 51.0 | 86.1 | 144 |
| Nano-WC | 0.033 | 0.060 | 0.104 |
| Sample | Substrate | Compositions (wt%) | ||
|---|---|---|---|---|
| Pure Ti | TiN | Nano-WC | ||
| A | Ti.Grade12 | 60 | 40 | 0 |
| B | Ti.Grade12 | 60 | 35 | 5 |
| C | Ti.Grade12 | 60 | 30 | 10 |
| D | Ti.Grade12 | 60 | 25 | 15 |
| E | Ti.Grade12 | 60 | 20 | 20 |
| F | Ti.Grade12 | 60 | 15 | 25 |
| Powder | Compositions (wt%) | |||||
|---|---|---|---|---|---|---|
| Ti | Mo | Ni | V | Al | Fe | |
| Ti.Grade12 (Ti-0.3Mo-0.8Ni) | Bal. | 0.31 | 0.9 | - | - | 0.14 |
| Sample | Porosity (%) |
|---|---|
| A | 0.07 |
| B | 2.07 |
| C | 11.17 |
| D | 5.91 |
| E | 12.70 |
| F | 6.07 |
- 1. M. Kitiwan, A. Ito and T. Goto: Key Eng. Mater., 533 (2013) 187.
- 2. W. Zeng and et al: Ceram. Int., 43 (2017) 187.
- 3. S. Kim, S.-Y. Park, J.-B. Lim, H. Kwon and K.-A. Lee: J. Powder. Mater., 30 (2023) 132.
- 4. C. Cao, G. Yao, L. Jiang, M. Sokoluk, X. Wang, J. Ciston, A. Javadi, Z. Guan, L. D. Rosa, W. Xie, E. J. Lavernia, J. M. Schoenung and X. Li: Sci. Adv., 5 (2019) eaaw2398.Article
- 5. W. Yang, F. Xu, X. Ma, J. Guo, C. Li, S. Shen, D. Puglia, J. Chen, P. Xu, J. Kenny and P. Ma: Mater. Sci. Eng. C, 129 (2021) 112385.Article
- 6. Z. A. Munir, U. Anselmi-Tamburini and M. Ohyanagi: J. Mater. Sci., 41 (2006) 763.ArticlePDF
- 7. H. Matsubara and et al: J. Jpn. Soc. Powder Powder Metall., 65 (2018) 65.
- 8. B. Moshtaghioun, D. Gómez-García and A. Domínguez-Rodríguez: J. Eur. Ceram. Soc., 38 (2018) 3687.
- 9. J. H. Lee and H. K. Park: Korean J. Mater. Res., 31 (2021) 397.Article
- 10. J. C. Choi, S. H. Jang, Y. H. Cha and I. H. Oh: Kor. J. Mater. Res., 18 (2008) 357.
- 11. S. Cisternino, E. Cazzola, H. Shliarova, J. Amico, M. Malachini, G. Gorgoni, U. Anselmi-Tamburini and J. Esposito: Nucl. Med. Biol., 104–105 (2022) 38.
- 12. A. K. Maurya, P. L. Narayana, H. I. Kim and N. S. Reddy: J. Korean Powder Metall. Inst., 27 (2020) 365.Article
- 13. Q. Zhang, S. Ma, R. Zhang, K. Zhu, Y. Tie and S. Pei: J. Alloys Compd., 807 (2019) 151650.Article
- 14. Zeng and et al: Ceram. Int., 43 (2017) 187.
- 15. D. Li: Coatings, 15 (2025) 987.Article
References
Figure & Data
References
Citations
 ePub Link
ePub Link-
 Cite this Article
Cite this Article
- Cite this Article
-
- Close
- Download Citation
- Close
- Figure
-
- Related articles
-
- Microstructure, Magnetic Properties, and Performance of Fe-6.5Si Soft Magnetic Core Produced by Laser Powder Bed Fusion
- Microstructure and Properties Comparison of Pure Cu and Cu-5 wt.% Al2O3 Composite Processed by Spark Plasma Sintering
- Microstructure and Mechanical Properties of AA3003 Tube for Heat Exchanger Processed by Floating Plug Drawing
- Effect of Hatch Spacing on the Microstructure and Mechanical Properties of SA508 Gr.3 Steel Fabricated by Laser Powder Bed Fusion
- Microstructure and Mechanical Properties of Laser Powder Bed Fusion 3D-Printed Cu-10Sn Alloy
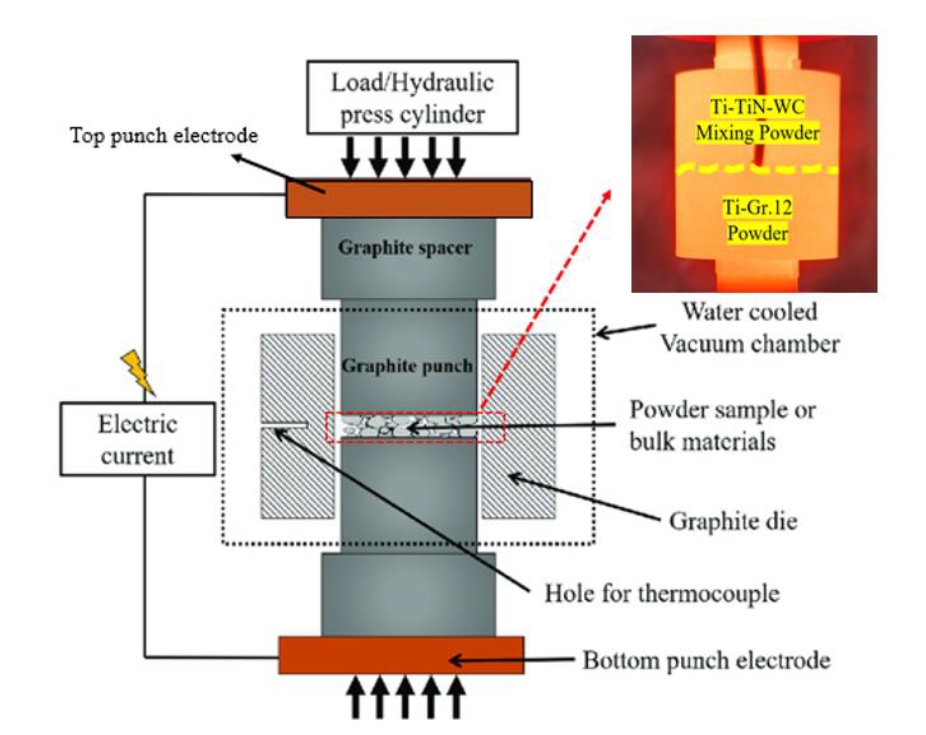
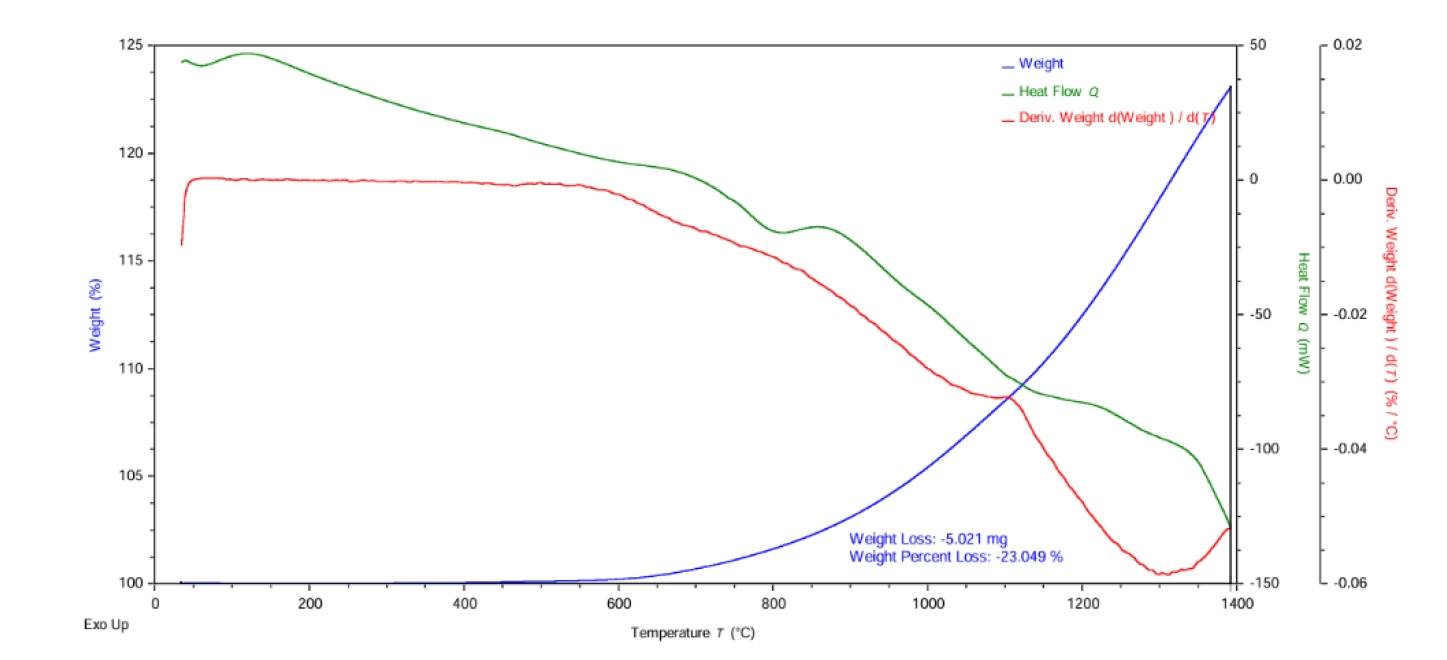
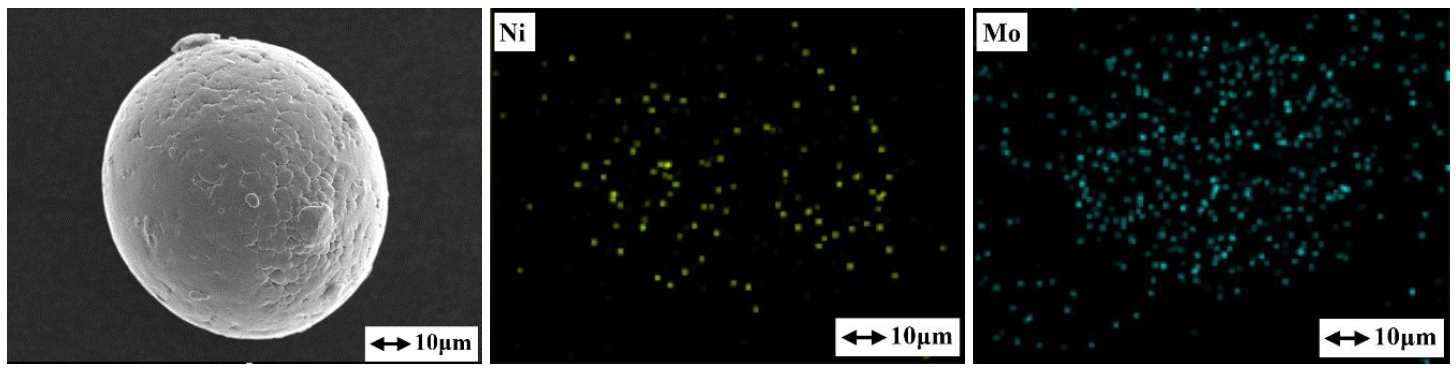
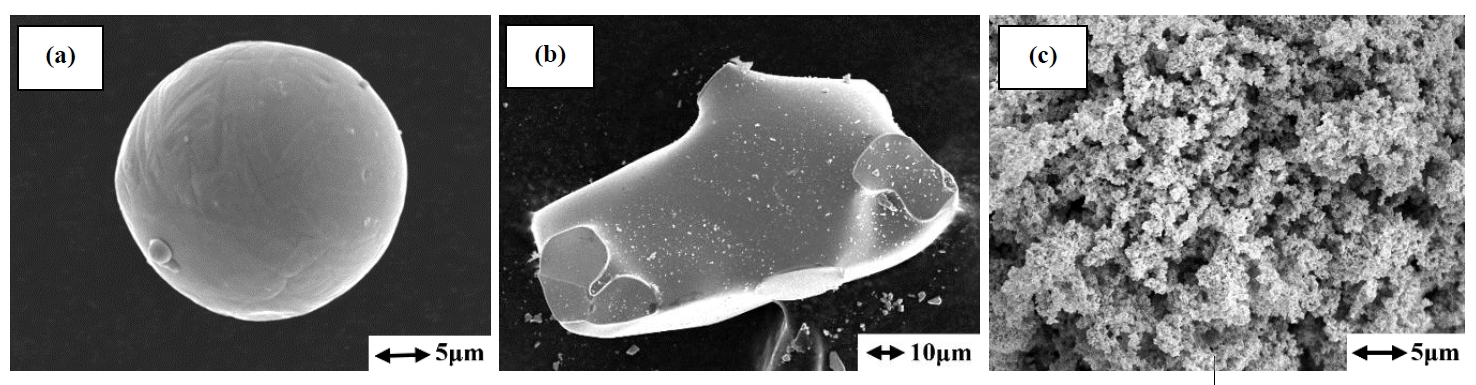
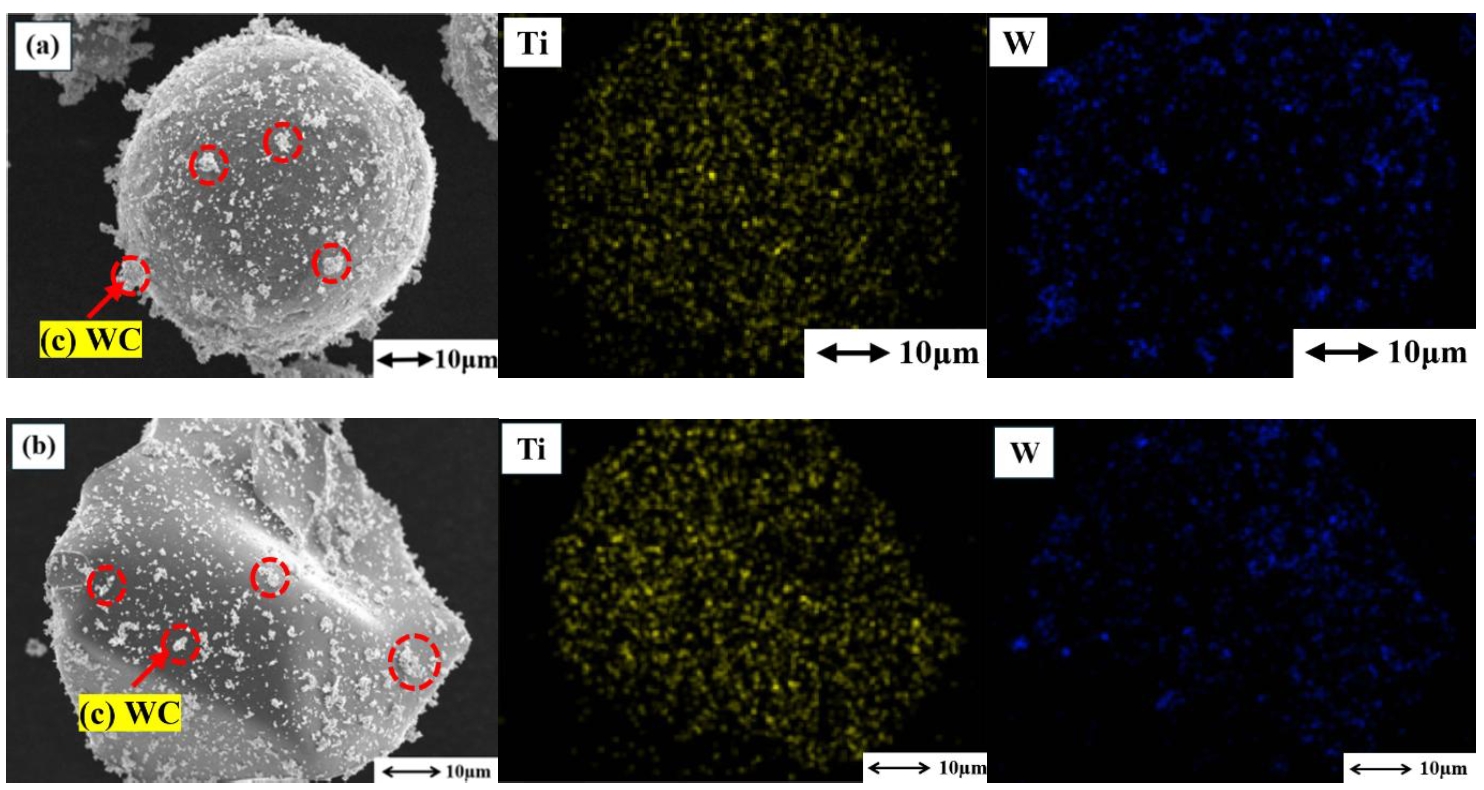
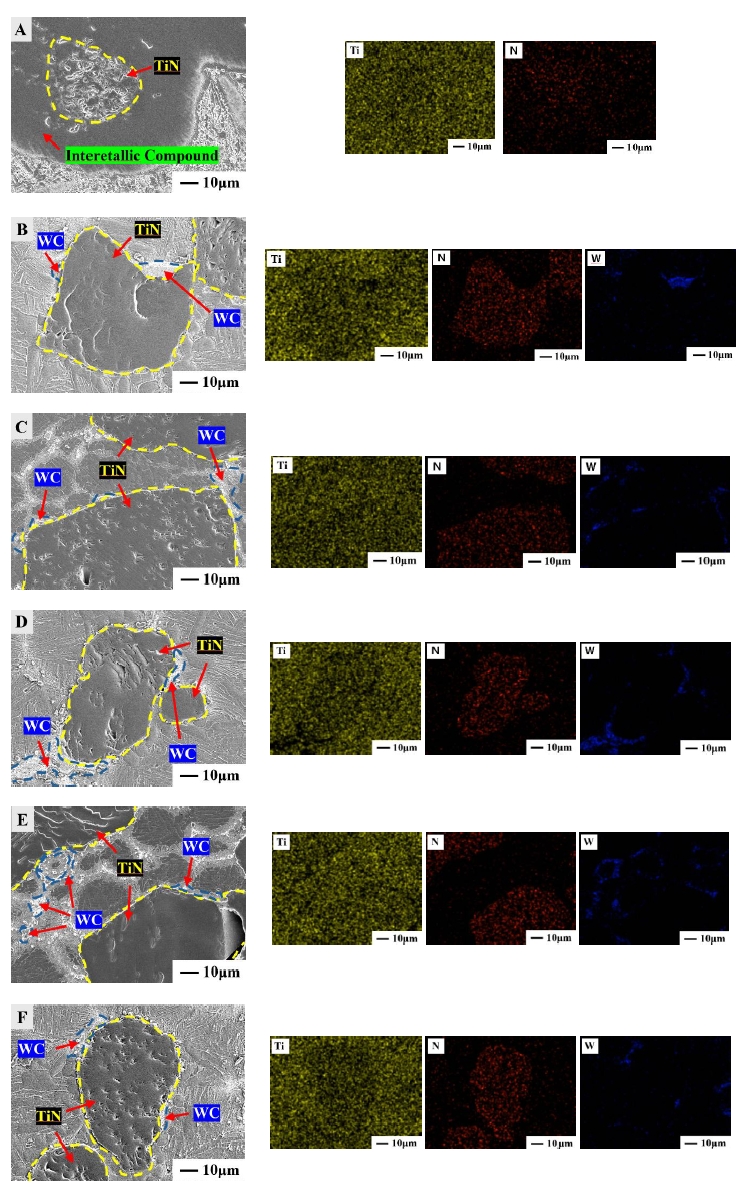
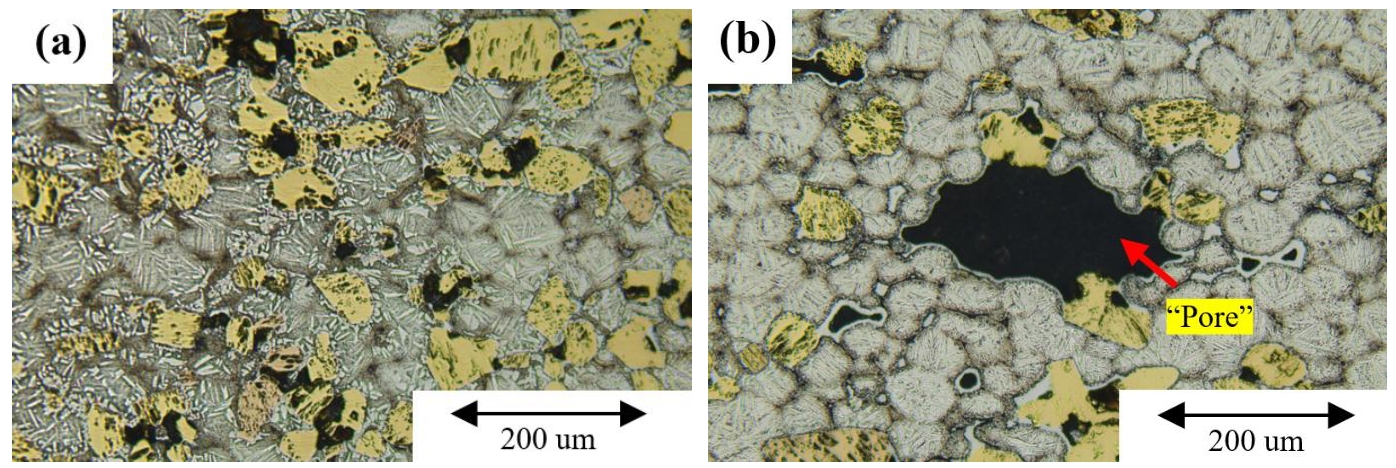
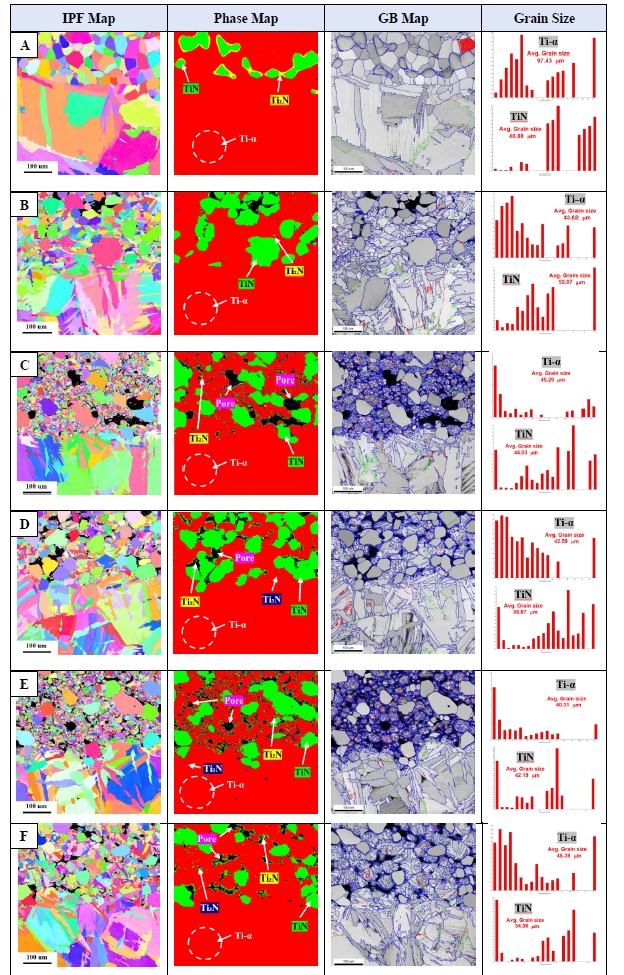
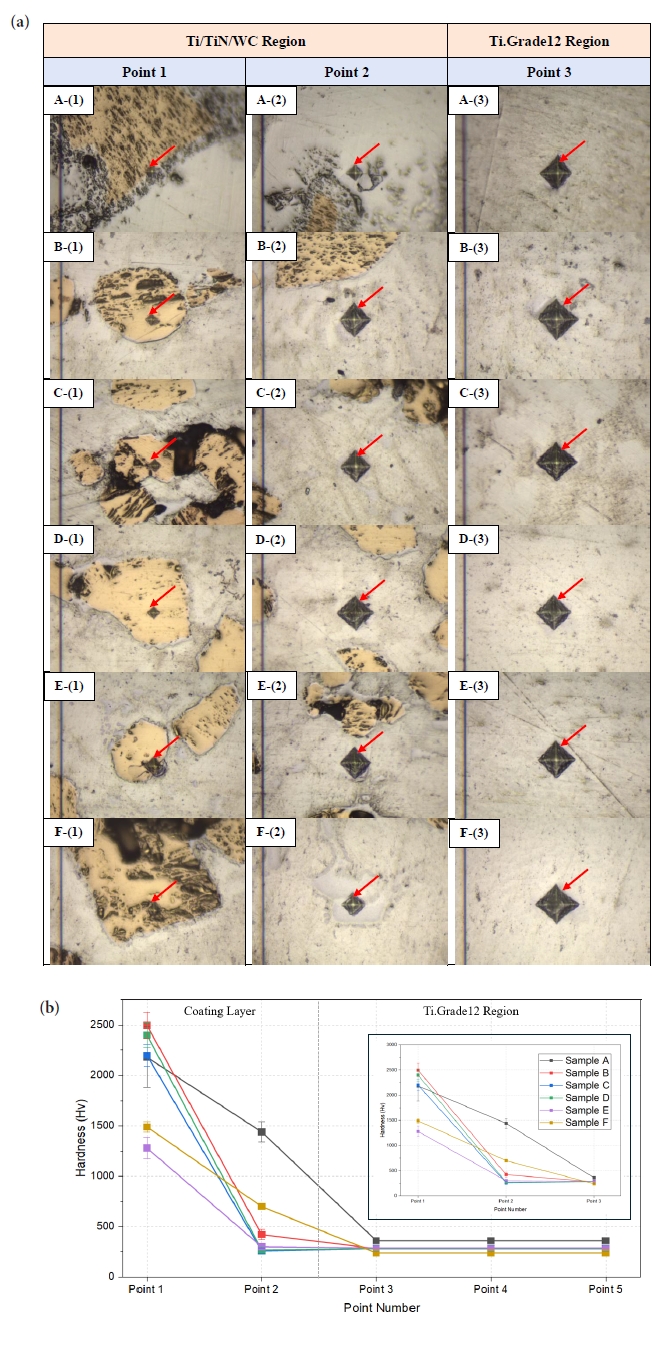
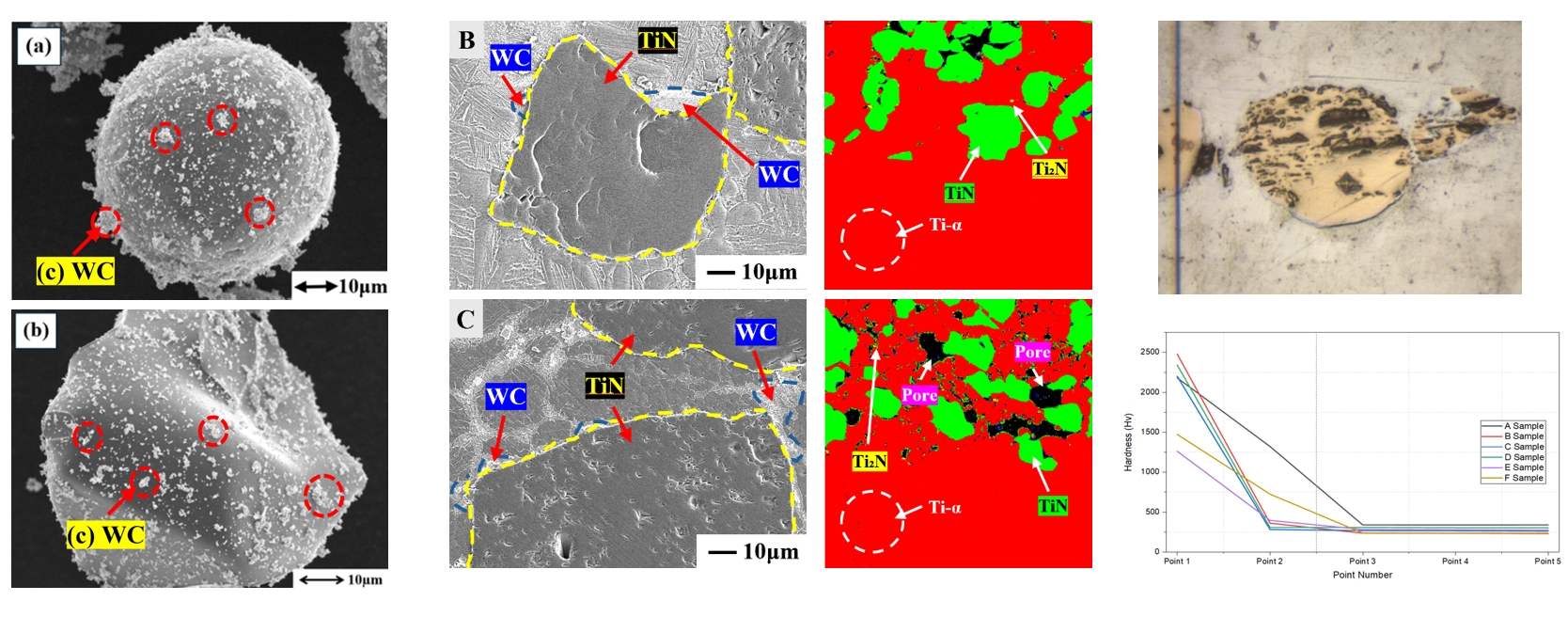
Fig. 1.
Fig. 2.
Fig. 3.
Fig. 4.
Fig. 5.
Fig. 6.
Fig. 7.
Fig. 8.
Fig. 9.
Graphical abstract
| Powder | Particle Size (µm) | ||
|---|---|---|---|
| D10% | D50% | D90% | |
| Ti.Grade12 | 44.8 | 69.5 | 109 |
| Pure Ti | 17.8 | 35.9 | 61.7 |
| TiN | 51.0 | 86.1 | 144 |
| Nano-WC | 0.033 | 0.060 | 0.104 |
| Sample | Substrate | Compositions (wt%) | ||
|---|---|---|---|---|
| Pure Ti | TiN | Nano-WC | ||
| A | Ti.Grade12 | 60 | 40 | 0 |
| B | Ti.Grade12 | 60 | 35 | 5 |
| C | Ti.Grade12 | 60 | 30 | 10 |
| D | Ti.Grade12 | 60 | 25 | 15 |
| E | Ti.Grade12 | 60 | 20 | 20 |
| F | Ti.Grade12 | 60 | 15 | 25 |
| Powder | Compositions (wt%) | |||||
|---|---|---|---|---|---|---|
| Ti | Mo | Ni | V | Al | Fe | |
| Ti.Grade12 (Ti-0.3Mo-0.8Ni) | Bal. | 0.31 | 0.9 | - | - | 0.14 |
| Sample | Porosity (%) |
|---|---|
| A | 0.07 |
| B | 2.07 |
| C | 11.17 |
| D | 5.91 |
| E | 12.70 |
| F | 6.07 |
Table 1.
Table 2.
Table 3.
Table 4.
TOP
