
Articles
- Page Path
- HOME > J Powder Mater > Volume 33(1); 2026 > Article
-
Research Article
- Effect of Bimodal WC Particle Size Distribution on the Mechanical Properties of WC–Mo2C–Co Cemented Carbides
- Jinwoo Seok1,2, Jong Tae Kim1,3, Juree Jung1,3, Bin Lee2, Junhee Han1, Leeseung Kang1,*
-
Journal of Powder Materials 2026;33(1):13-21.
DOI: https://doi.org/10.4150/jpm.2025.00500
Published online: February 28, 2026
1Research Institute of Intelligent Manufacturing & Materials Technology, Korea Institute of Industrial Technology, Incheon 21655, Republic of Korea
2Department of Advanced Materials Engineering, Kyung Hee University, Yongin-si 17104, Republic of Korea
3Department of Materials Science & Engineering, Yonsei University, Seoul, 03722, Republic of Korea
- *Corresponding author: Leeseung Kang E-mail: leeseung@kitech.re.kr
© The Korean Powder Metallurgy & Materials Institute
This is an Open Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0/) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
- 1,568 Views
- 24 Download
Abstract
- In this study, the influence of bimodal WC particle size design on the microstructure and mechanical properties of WC–27 wt.% Mo₂C–10 wt.% Co cemented carbides was systematically investigated. Bimodal hard-phase designs were realized by combining ultrafine WC (300 nm) and coarse WC (1.8 μm) at various ratios, followed by consolidation via spark plasma sintering (SPS). During sintering, Mo₂C preferentially dissolved into the Co-rich liquid phase due to its higher solubility than WC, forming a Co–Mo–C liquid. As sintering progressed, ultrafine WC selectively dissolved owing to its high interfacial energy, gradually transforming the liquid composition into a Co–Mo–W–C system. Owing to the short holding time and rapid cooling rate of SPS, the η-phase (M₆C) formed during sintering remained metastable. Meanwhile, selective dissolution–reprecipitation resulted in the formation of Mo₂C-based core–rim structures with W enrichment in the rim region as (Mo, W)₂C. As the fraction of ultrafine WC increased, the hardness increased from 1769 to 1997 kgf/mm2, whereas the fracture toughness exhibited an insignificant difference from 6.56 to 6.65 MPa•m¹ᐟ². Fracture behavior analysis revealed that crack deflection and crack bridging occurred at the Mo₂C core–rim interfaces, effectively suppressing straight crack propagation. These results demonstrate that the introduction of ultrafine WC plays a dominant role in enhancing mechanical performance, and that bimodal WC design combined with Mo₂C addition is a highly effective strategy for developing high-performance cemented carbides for machining
- Cemented carbides are among the most widely used powder metallurgy products worldwide and are extensively applied as key materials in various industrial fields, including cutting tools, dies, and wear-resistant components. Owing to their superior hardness and fracture toughness compared with other cutting materials such as diamond and high-speed steel, cemented carbides, together with cermets, have been established as core materials for cutting tool applications. In particular, WC–Co cemented carbides exhibit excellent cutting performance through the combination of the high hardness of WC and the toughness provided by the Co binder, and are therefore one of the most commonly used cutting tool materials in metal machining industries [1]. In recent years, the increasing application of difficult-to-cut materials, such as hardened steels, high-alloy steels, and heat-resistant alloys, has imposed more stringent requirements on cutting tool materials, demanding cemented carbide designs that simultaneously ensure stable hardness at elevated temperatures, oxidation resistance, and high wear resistance [2, 3].
- The mechanical performance of WC–Co cemented carbides is primarily influenced by the size and distribution of WC grains, the content and composition of the binder phase, and the sintering conditions. In general, refinement of WC grain size enhances hardness and wear resistance. However, the increased interfacial energy and diffusion kinetics associated with finer WC grains make them more susceptible to excessive grain growth and unstable crack propagation during sintering. In contrast, cemented carbides composed of coarser WC grains tend to exhibit relatively higher fracture toughness, but their hardness and wear resistance are inherently limited [1, 3, 4]. In order to mitigate this trade-off between hardness and toughness, a bimodal WC grain size design—where fine and coarse WC particles are deliberately combined to take advantage of the benefits of both grain size regimes—has been proposed as an effective microstructural design strategy [1, 5-7].
- An intentionally designed bimodal WC grain size distribution is typically achieved by combining WC powders with two distinctly different particle sizes. During sintering, finer WC particles tend to be dissolved and reprecipitated around coarser WC grains through an Ostwald ripening mechanism. However, excessive milling conditions may unnecessarily broaden the grain size distribution or promote abnormal grain growth. Consequently, the mixing ratio of fine and coarse WC powders is regarded as a critical design parameter that plays a critical role in determining the final microstructure and mechanical properties of cemented carbides [1]. Previous studies have reported the evolution of microstructure and the corresponding mechanical behavior as a function of the mixing ratio of WC powders with different particle sizes. For example, Cao et al. reported that cemented carbides fabricated from a mixture of 2 µm and 24.7 µm WC particles exhibited significantly improved impact wear resistance compared with alloys having a unimodal grain size distribution [5]. He et al. investigated the grain growth behavior and mechanical properties of WC–5 wt.% Co cemented carbides fabricated by using 300 nm and 6.0 µm WC powders via a sol–gel synthesis route followed by sintering [6]. These studies indicate that the formation and control of bimodal WC grain size distributions extend beyond simple raw powder blending and play a crucial role in microstructural evolution during sintering as well as in determining the final mechanical properties, highlighting the necessity for systematic investigations.
- In our previous work, the authors investigated phase evolution, microstructural characteristics, and mechanical properties of WC–Mo₂C–Co cemented carbides as a function of Mo₂C content and sintering conditions. It was reported that the WC–27 wt.% Mo₂C–10 wt.% Co composition exhibited the most favorable balance between hardness and fracture toughness among the investigated alloys [7]. That study further demonstrated that Mo₂C acts as both a WC grain growth inhibitor and a binder-strengthening additive, thereby contributing to microstructural stabilization and enhanced mechanical performance. Based on these findings, the present study aims to extend the WC–Mo₂C–Co cemented carbide system by focusing on the WC grain size distribution as a key microstructural design variable while maintaining the optimized base composition.
- In this study, the WC–27 wt.% Mo₂C–10 wt.% Co composition, which was identified as the optimal alloy in the previous work, was selected as the base system and a bimodal WC grain size design was introduced using WC powders with particle sizes of 300 nm and 1.8 µm. Through this approach, the effects of a bimodal WC grain size distribution on the microstructure and mechanical properties of WC–Mo₂C–Co cemented carbides were systematically evaluated in comparison with those of conventional cemented carbides with unimodal WC. The objective of this work is to provide fundamental insights into the development of high-performance cutting tool materials for machining hardened steels and heat-resistant alloys. Furthermore, the application of nanoscale WC was intended to enhance hardness and wear resistance, while the incorporation of microscale WC was aimed at suppressing crack propagation and maintaining fracture toughness In addition, the effects of Mo₂C addition on WC grain growth inhibition, binder homogenization, and η-phase formation behavior were systematically analyzed from the perspective of variations in bimodal WC. In this regard, this work is expected to further advance the microstructural design concept of dual-reinforcement cemented carbides with WC and Mo2C proposed in previous studies.
1. Introduction
- In this study, WC–Mo₂C–Co cemented carbides with different WC particle size distributions were prepared using WC powders with average particle sizes of 300 nm and 1.8 μm, Mo₂C powder with an average particle size of 1–3 μm, and Co powder with an average particle size of 800 nm as starting materials. The nominal compositions of the cemented carbides and the mixing ratios of bimodal WC powders are summarized in Table 1. To ensure homogeneous powder mixing, horizontal ball-milling process was performed at a rotational speed of 250 rpm for 12 h. Tungsten carbide balls with a diameter of 5 mm were used to minimize contamination, and the ball-to-powder weight ratio was maintained at 10:1. The powders and balls were loaded into polypropylene (PP) containers, and wet milling process was carried out using ethanol (≥99.0%) as a solvent to suppress excessive fragmenting and flattening of the WC particle size distribution during milling. After milling, the powder slurry was dried in a convection oven at 100 °C for 24 h to remove the solvent.
- The dried mixed powders were consolidated using a spark plasma sintering (SPS, SPS-210Sx, SUGA Co., Ltd.). The powders were loaded into a graphite die with an inner diameter of 10 mm and an outer diameter of 30 mm, and graphite punches with a thickness of 3 mm and a height of 13 mm were placed at the top and bottom of the die to enable compaction. Sintering was conducted under a vacuum of below 4 Pa with a heating rate of 100 °C/min. A uniaxial pressure of 3.9 kN was applied, and the temperature was raised to 1300 °C and held for 5 min. During sintering, the temperature was monitored using a non-contact pyrometer, while carbon fiber insulation was placed around the graphite mold to minimize heat loss.
- Phase analysis of the raw powders and sintered specimens was carried out using X-ray diffraction (XRD, D8 Advanced, Bruker) with Cu Kα radiation (λ = 1.5406 Å). The measurements were performed at an accelerating voltage of 40 kV and a current of 40 mA over a 2θ range of 20°–80° with a scanning rate of 1.2°/min. The morphology, particle size, and chemical composition of the powders and sintered specimens were examined using a field-emission scanning electron microscope (FE-SEM, JSM-7100F, JEOL) equipped with an energy-dispersive X-ray spectroscopy (EDS). Observations were conducted at an accelerating voltage of 15 kV and a beam current of 12 μA.
- The mechanical properties of the sintered specimens were evaluated using a Vickers hardness tester (VMT-X7, Matsuzawa Co., Ltd.). Vickers hardness (Hv30) was measured under an applied load of 30 kgf with a dwell time of 10 s. The fracture toughness (KIc) was calculated using Eq. (1) based on the Palmqvist cracks formed by Vickers indentation under the same loading conditions. For each composition, five measurements were performed to ensure reliability, and the average values were reported.
- where KIc is the fracture toughness (MPa•m1/2), P is the applied load (30 kgf), Hv is the Vickers hardness measured under the applied load, and T is the total length of the Palmqvist cracks extending from the four corners of the indentation. Crack lengths were measured using the built-in optical microscope of the Vickers hardness tester, and the crack morphology and propagation behavior were further examined by SEM.
2. Materials and Methods
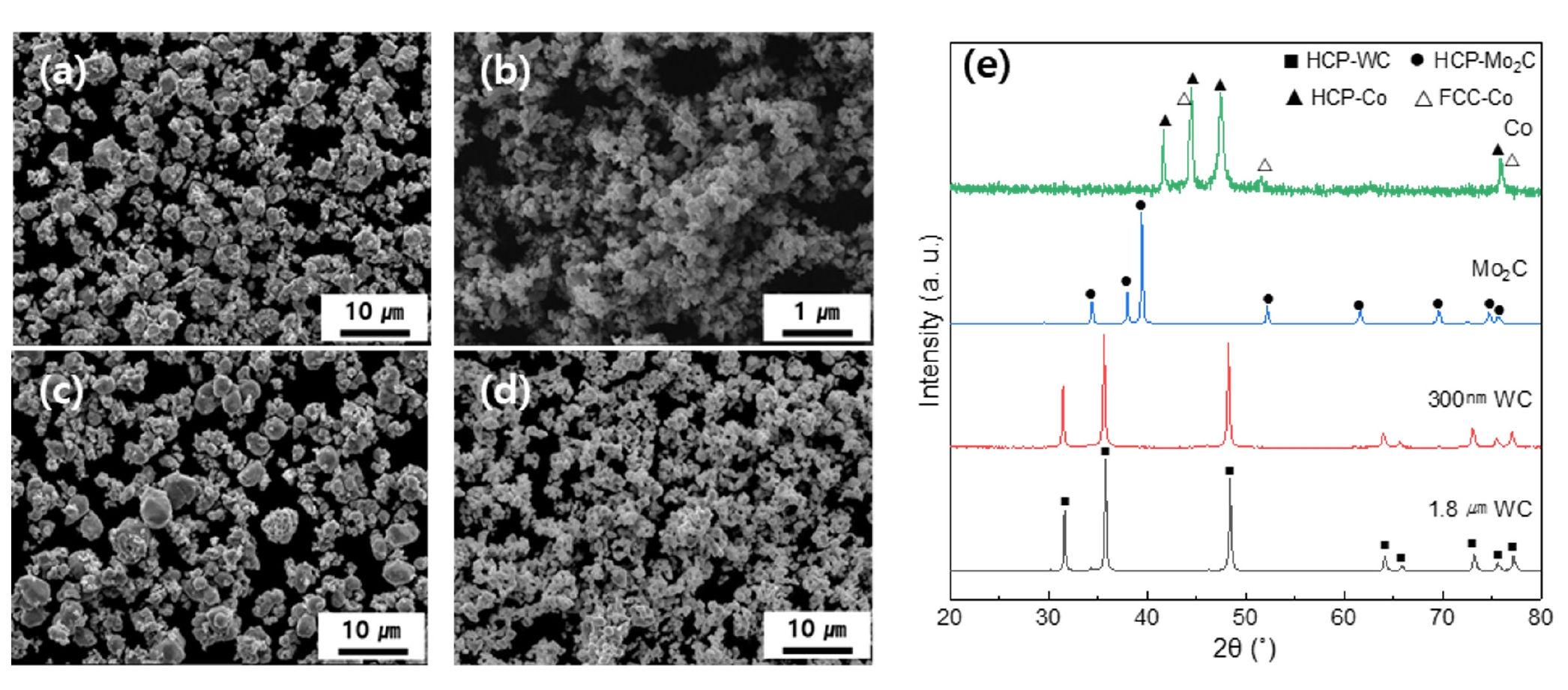
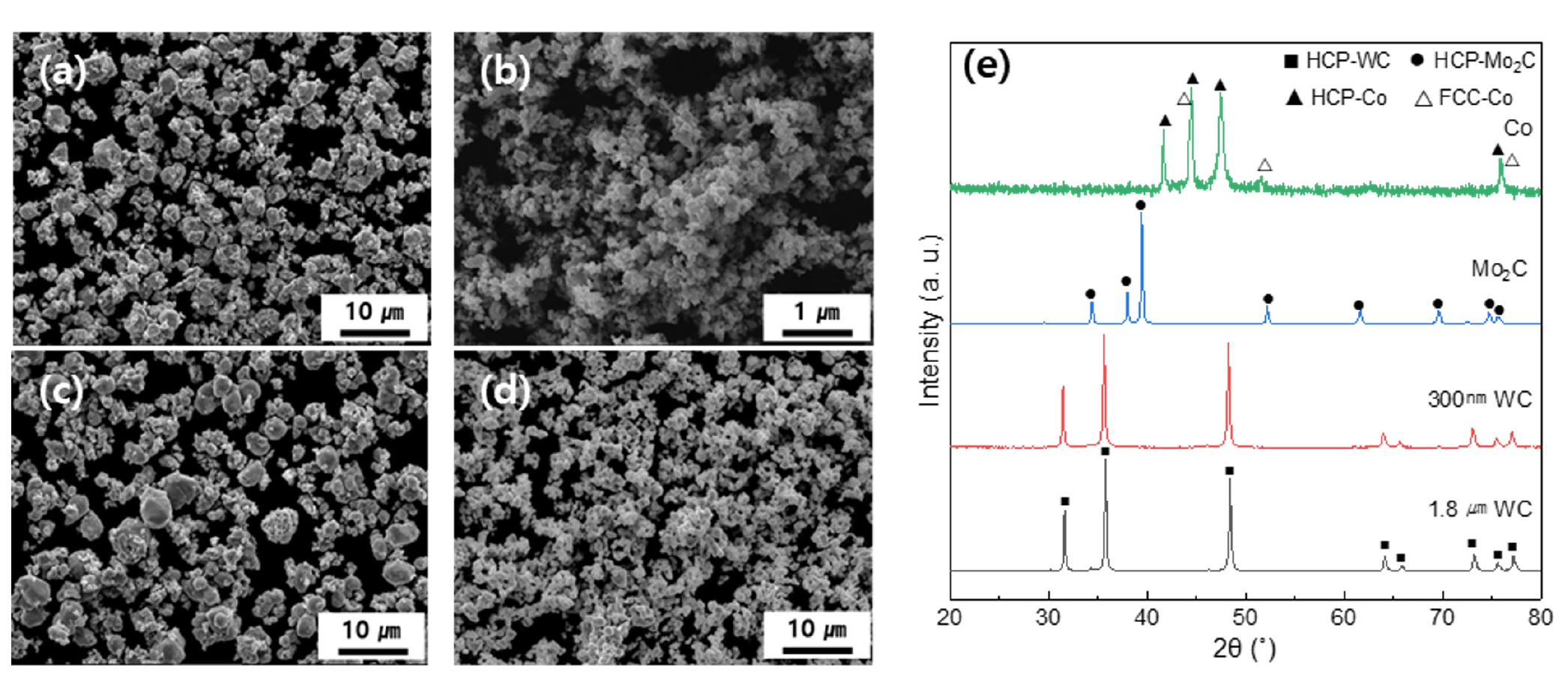
- The raw powders used in this study were characterized by XRD and SEM to examine their microstructural features and phase constitution. Fig. 1(a–d) shows the microstructures of the raw powders, which are (a) 1.8 μm WC and (b) 300 nm WC, (c) 1–3 μm Mo2C and (d) 800 nm Co. Both WC and Co powders exhibited irregular and non-spherical morphologies. The 1.8 μm WC powder (Fig. 1(a)) and the Mo₂C powder (Fig. 1(c)) showed partially angular particle shapes, whereas the finer 300 nm WC powder (Fig. 1(b)) and the 800 nm Co powder (Fig. 1(d)) were observed as agglomerates due to strong interparticle van der Waals interactions arising from their high surface energy [8]. Fig. 1(e) presents the XRD patterns of the raw powders. For the WC powders, diffraction peaks corresponding exclusively to the hexagonal close-packed (HCP) WC phase were identified for both particle sizes, and no secondary phases such as W₂C, W, or free carbon were detected. In the Co powder pattern, the HCP crystal structure was predominantly observed, while weak diffraction peaks corresponding to the face-centered cubic (FCC) phase were also detected. Cobalt is known to undergo an allotropic transformation between the HCP (ε-Co) and FCC (α-Co) structures at approximately 417 °C, and the relative phase stability is strongly influenced by processing parameters such as cooling rate, deformation history, and residual stress. Consequently, the coexistence of both HCP and FCC phases at room temperature is commonly reported depending on the powder fabrication route, which is consistent with the phase constitution observed in the present Co powder. The Mo₂C powder exhibited diffraction peaks characteristic of the HCP structure without any anomalous features, and no detectable impurity or contamination phases were identified.
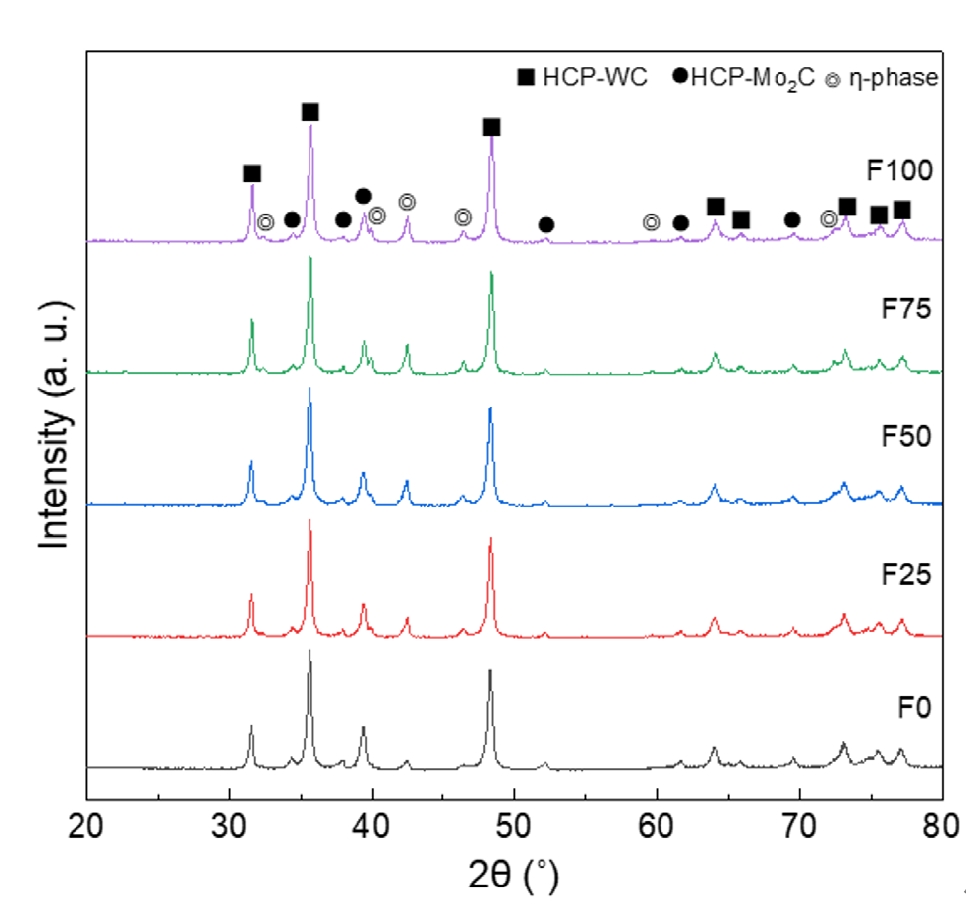
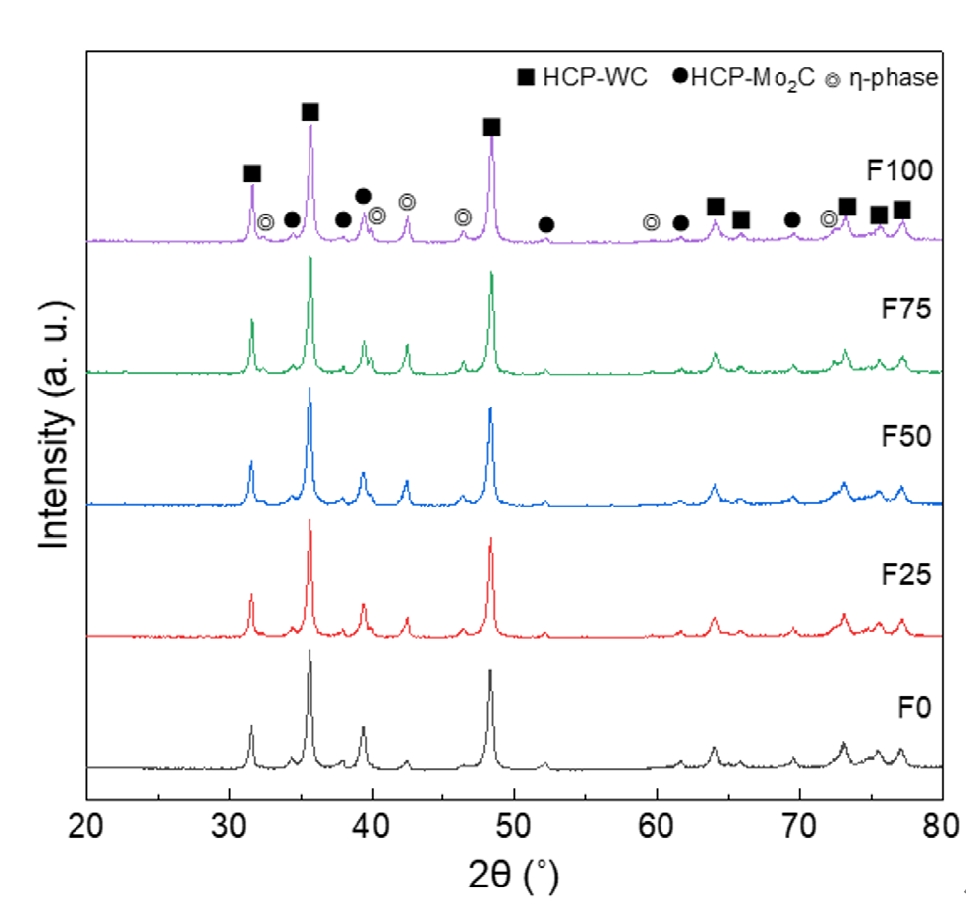
- Fig. 2 presents the XRD patterns of WC–27 wt.% Mo₂C–10 wt.% Co cemented carbides fabricated by SPS at 1300 °C for 5 min with varying ratios of 300 nm and 1.8 μm WC powders. After sintering, diffraction peaks corresponding to WC and Mo₂C were clearly observed, whereas no diffraction peaks associated with the Co binder phase were detected. Instead, diffraction peaks corresponding to the η-phase (M6C) were identified. The η-phase is considered to form in this system because Mo₂C possesses a lower Gibbs free energy of formation (ΔGf°) and a higher solubility in Co than WC, leading to the preferential dissolution of Mo2C into the Co-rich liquid phase during sintering [1,9]. In conventional WC–Co cemented carbides, the η-phase is known to form under carbon-deficient conditions and exists as ternary W–Co–C compounds, typically in two forms: M6C and M12C. Although both M6C and M12C exhibit cubic crystal structures, they can be distinguished by XRD analysis. The M6C phase is generally stable at lower temperatures with a variable composition CoxWyC(x=2–3.2, y=2.8–4) whereas the M12C phase has a fixed stoichiometry of Co6W6C and is stable at temperatures above approximately 1000 ℃. The M6C phase may persist as a metastable phase at lower temperatures and can undergo an in-situ decomposition reaction (M₆C → binder + M₁₂C + WC) when sufficient atomic diffusion is enabled by slow cooling rates [1, 10-13]. According to the research of Vreeswijk et al., η-phases can decompose into WC and Co phases under conditions of slight carbon deficiency when a sufficiently slow cooling rate is applied [14]. In contrast, in the present study, the cooling rate inherent to the SPS process was not slow enough to promote such decomposition resulting in the η-phase remaining in the sintered specimens.
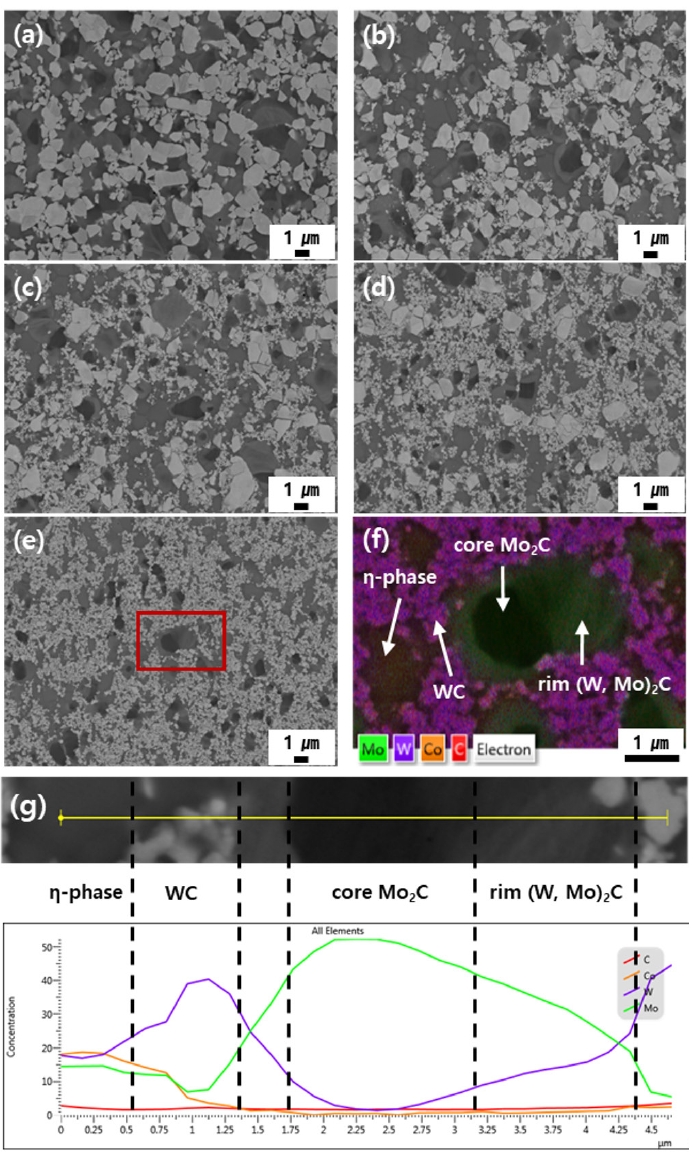
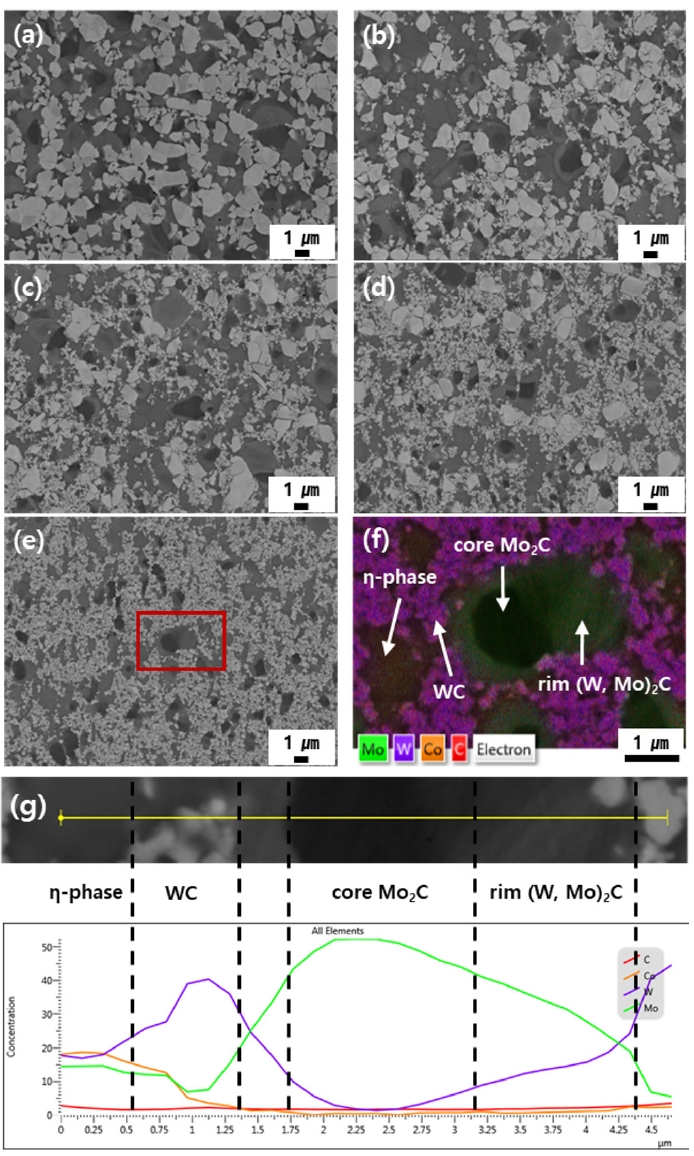
- Fig. 3 shows the microstructures observed in backscattered electron (BSE) mode and corresponding EDS analysis results of the WC–27 wt.% Mo₂C–10 wt.% Co cemented carbides sintered with varying contents of bimodal WC powders. In the BSE mode, phases with higher atomic numbers appear brighter. As shown in Fig. 3(a), three distinct phases—bright WC, gray η-phase, and dark Mo₂C—were observed in the F0 composition, consistent with previous results [7]. In contrast, for the fine WC containing compositions (F25–F100, Fig. 3(b–e)), four distinct phases were identified in the microstructures, which is different from the phase constitution inferred from XRD analysis. To clarify the nature of these phases, the F100 composition (Fig. 3(e)) was selected as a representative specimen for detailed EDS mapping (Fig. 3(f)) and line-scanning analysis (Fig. 3(g)). The EDS results revealed that the bright regions exhibited strong W signals, corresponding to the WC phase, whereas the dark regions showed pronounced Mo signals and were identified as Mo2C. In addition, the light-gray regions surrounding the dark Mo2C particles exhibited high Mo signals together with relatively lower W content, indicating the formation of a (Mo, W)2C phase in which W was partially dissolved. From the observed distribution of these phases, the Mo₂C-based carbides were found to exhibit characteristic core-rim structure, consisting of a Mo₂C core surrounded by a (Mo, W)2C rim. Meanwhile, the dark-gray regions observed independently without an associated core phase showed comparable intensities of Co, Mo, and W signals. Based on comparison with the XRD results, these regions were identified as the η-phase with an (Co, Mo, W)6C composition (M6C). As a result, the microstructures of the F25–F100 compositions were found to consist of WC, the η-phase, and Mo₂C-based core-rim structures, indicating that the introduction of fine WC promotes the formation of core-rim structure.
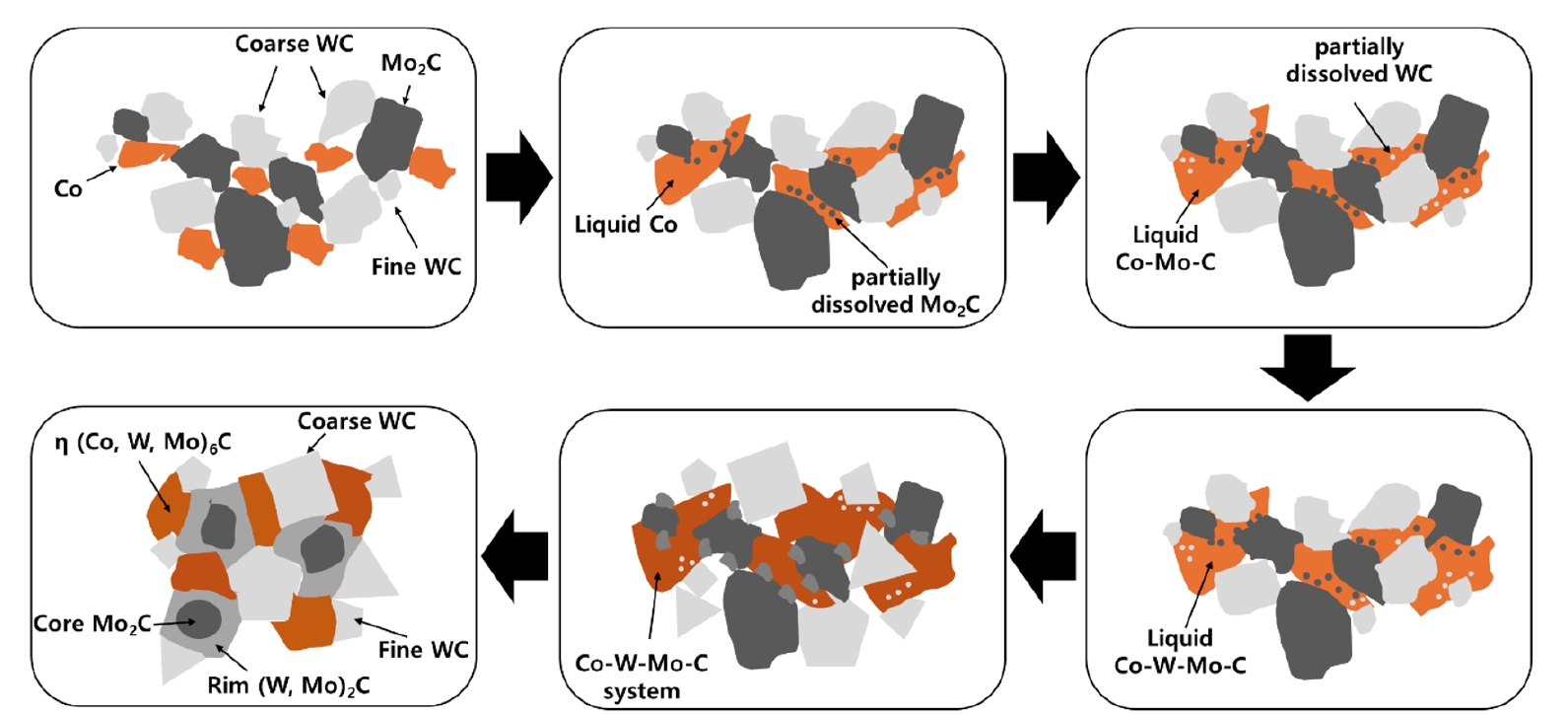
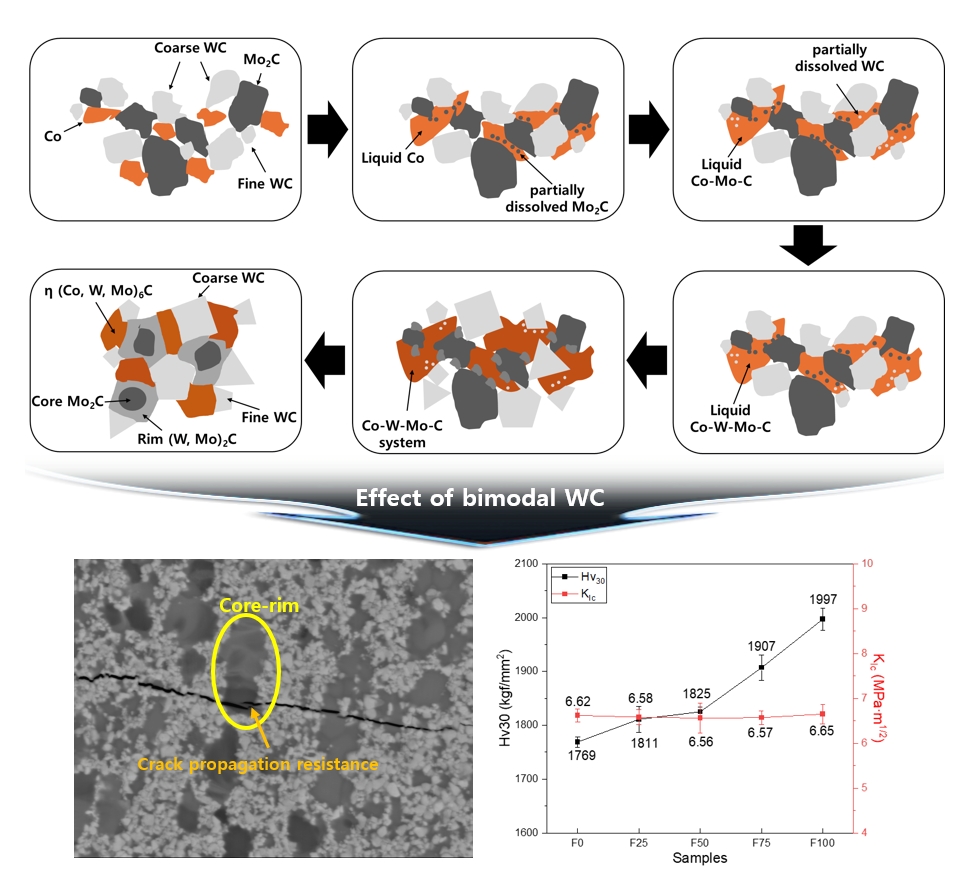
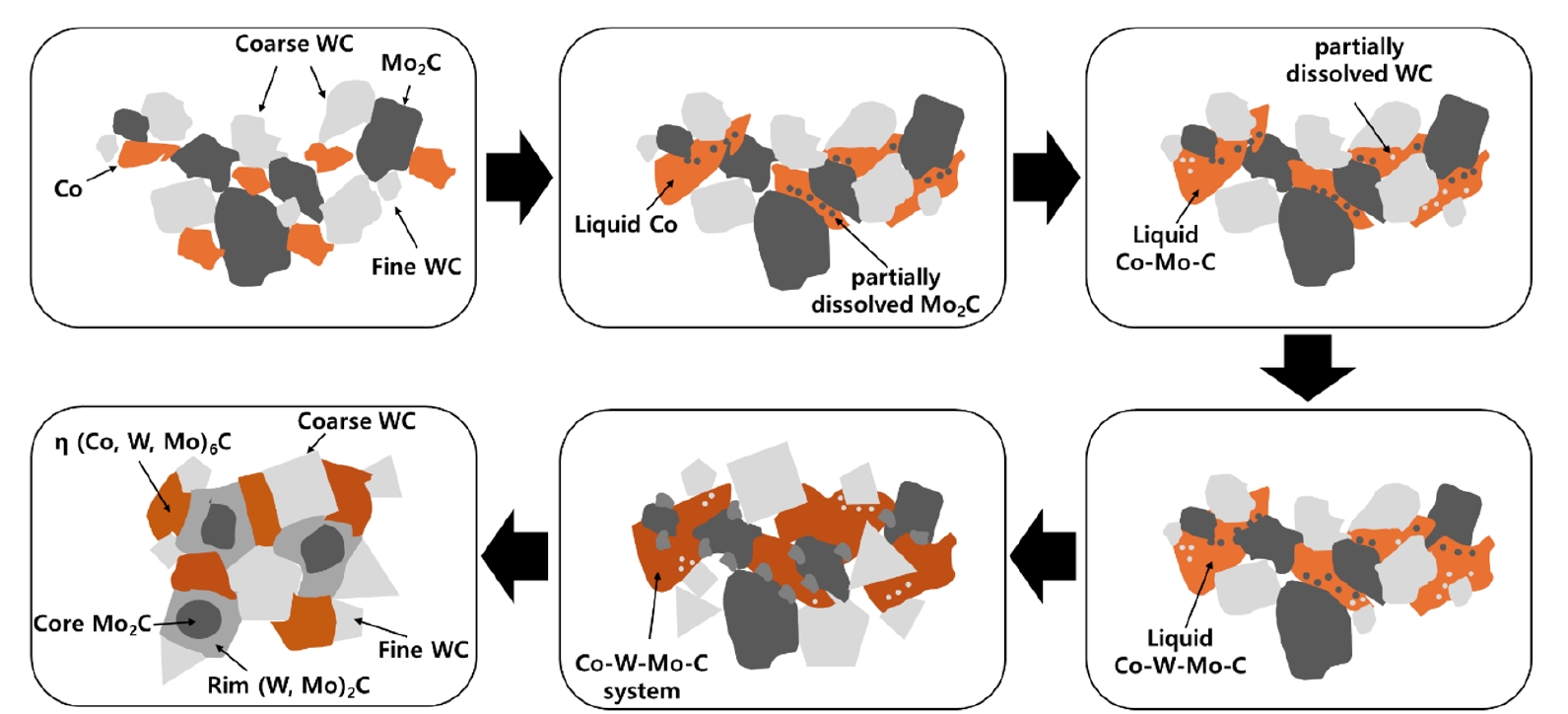
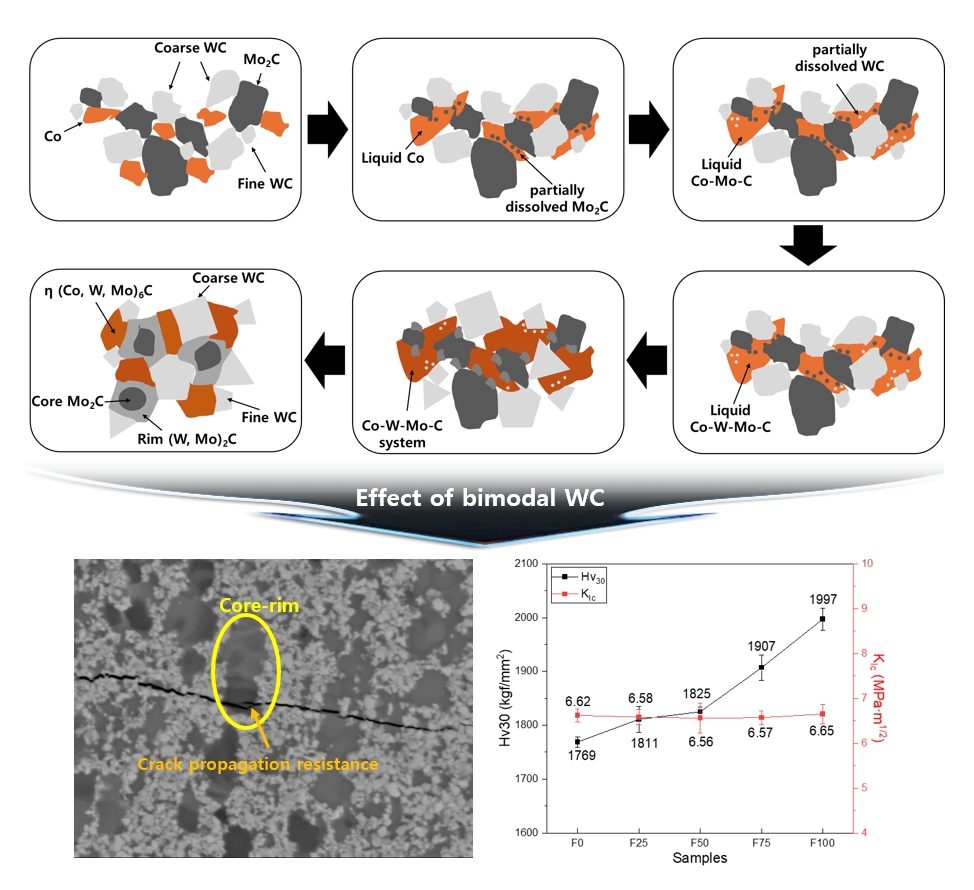
- The formation mechanism of the Mo₂C-based core-rim structure induced by the addition of fine WC is schematically illustrated in Fig. 4. In general, grain growth in cemented carbides is governed by the Ostwald ripening mechanism, which involves the preferential dissolution of finer carbides into a liquid binder phase during sintering, followed by their transport and reprecipitation onto coarser carbide particles [1, 15]. As the sintering temperature increases, the Co binder locally forms a liquid phase. Mo₂C, which has a higher solubility in Co than WC, preferentially dissolves into this liquid phase. As a result, a Co–Mo–C liquid phase is formed. In compositions containing 300 nm WC, the fine WC particles dissolve more readily into the Co–Mo–C liquid phase than the coarser WC particles due to their higher specific surface area and interfacial energy. As a result, the composition of the liquid phase gradually evolves toward a Co–Mo–W–C system. The liquid phase formed during sintering does not reach sufficient atomic diffusion equilibrium because of the short dwell time and rapid cooling rate inherent to the SPS process. Consequently, η-phase (M₆C), in which Mo, W, and C are dissolved, remains in a metastable state after cooling. The Mo, W, and C dissolved in the Co–Mo–W–C liquid phase reprecipitate onto the surfaces of undissolved Mo₂C particles, leading to the formation of a Mo₂C-based core–rim structure. In contrast, for the F0 composition without fine WC addition, the dissolution and reprecipitation of coarse WC particles are relatively limited. As given the inherently short dwell time associated with SPS, the partial dissolution–reprecipitation reactions of Mo₂C are insufficient to promote the development of a distinct core–rim structure.
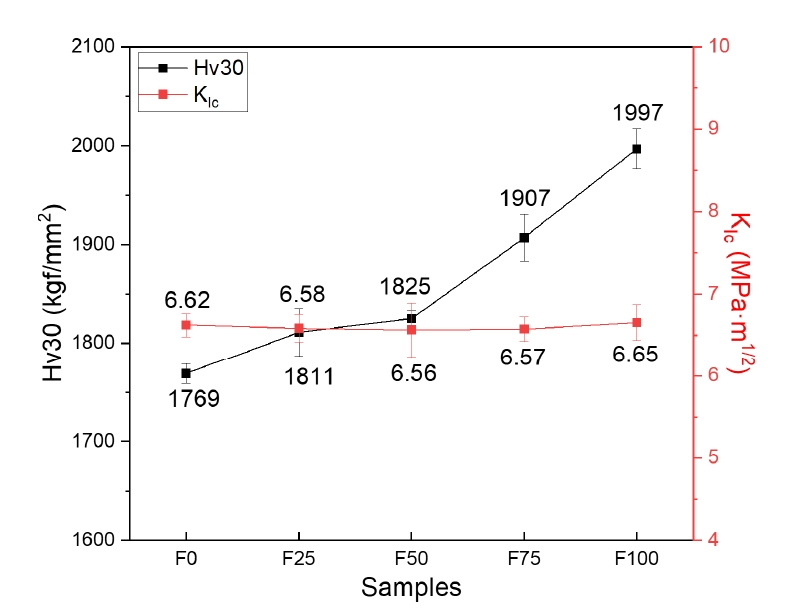
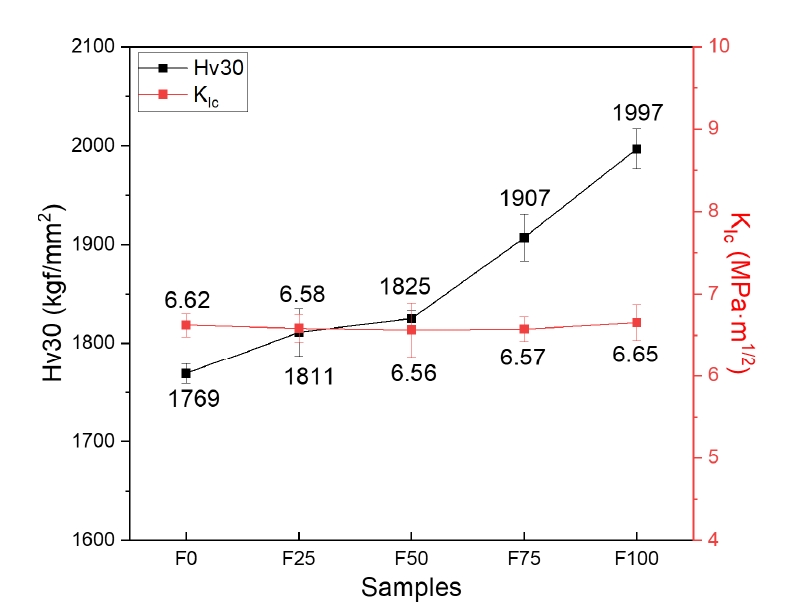
- Fig. 5 presents the Vickers hardness (Hv30) and fracture toughness (KIc) of WC–27 wt.% Mo₂C–10 wt.% Co cemented carbides as a function of the 300 nm WC content. As the fraction of fine WC increased, the hardness exhibited a pronounced increase, whereas the fracture toughness remained nearly constant across all compositions. In cemented carbides, grain refinement generally increases hardness in accordance with the Hall–Petch relationship. In this study, the sharp increase in hardness observed when the fraction of fine WC exceeds 50% is attributed to the following proposed microstructural evolutions. First, the dissolution-precipitation process is accelerated due to the high specific surface area of the fine particles. Compared to coarse particles, fine WC particles with higher surface energy supply a greater amount of W and C into the Co binder during sintering. This promotes the formation of the η-phase and (Mo, W)2C rims through interaction with the Co binder and Mo2C. Second, a significant increase in the contiguity of the hard phases occurs with the addition of fine WC powder. The refinement of WC particles increases the number of contact points between grains, which facilitates the formation of a continuous skeleton that supports external loads. Consistently, Hou et al. reported in W-Cu composite systems that a decrease in W particle size leads to increased contiguity, improving the relative density and hardness of the sintered body [16]. The results of this study similarly suggest that when the fine powder content reaches 50% or more, the significantly enhanced contiguity of WC particles leads to the formation of a continuous WC skeleton. This leads to a discontinuous enhancement in the deformation resistance of the overall alloy, resulting in the observed sharp increase in hardness. In terms of fracture toughness, excessive refinement has been reported to promote intergranular fracture and simplified crack propagation, thereby deteriorating fracture toughness [17]. While the hardness in this study followed the expected increasing trend, the fracture toughness was notably maintained despite the addition of fine WC. To elucidate the underlying mechanism responsible for this atypical behavior, the crack propagation characteristics were further analyzed.
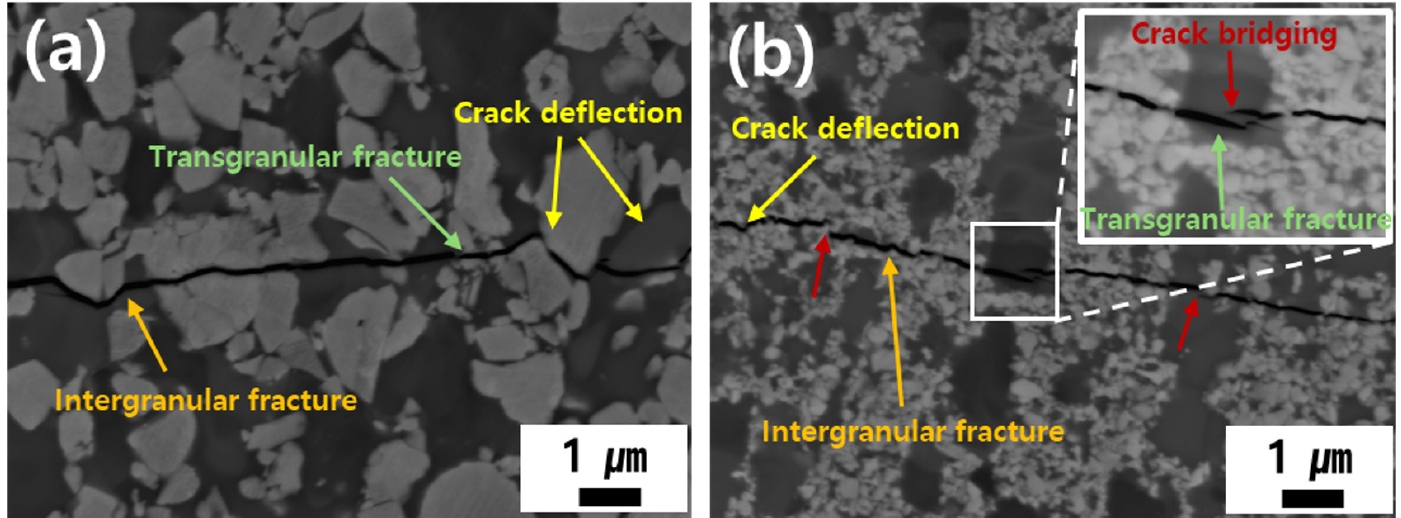
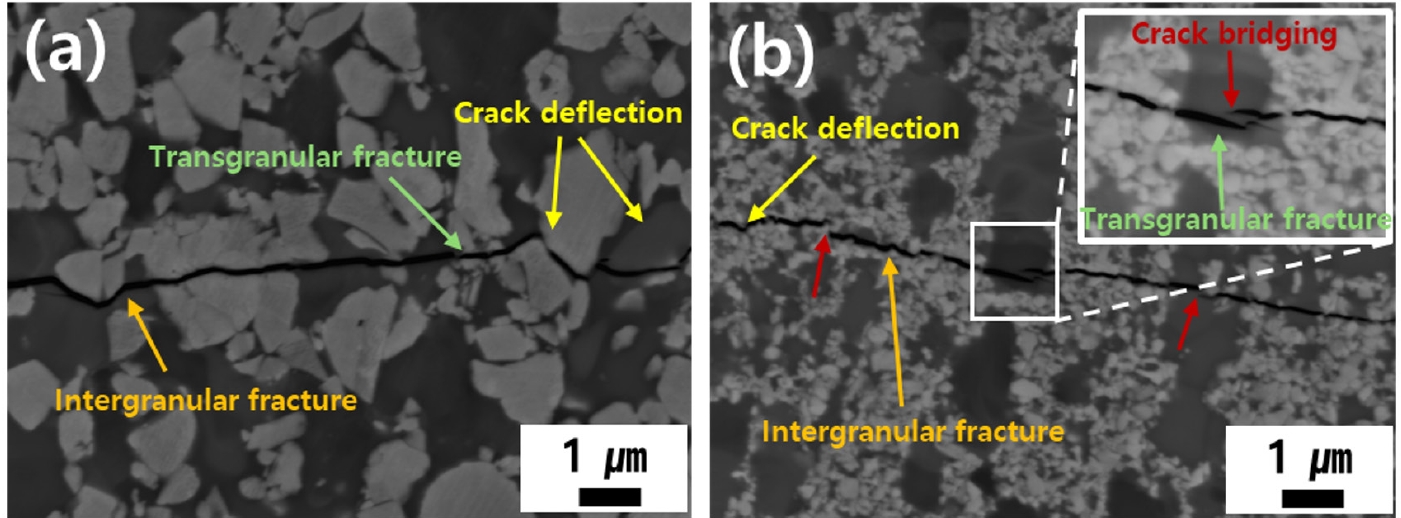
- Fig. 6 illustrates the crack propagation behaviors of the F0 composition containing only coarse WC (Fig. 6(a)) and the F100 composition containing only fine WC (Fig. 6(b)). In both compositions, transgranular fracture, intergranular fracture, crack bridging, and crack deflection were simultaneously observed. In the F0 composition, the presence of coarse WC grains led to pronounced crack deflection along grain boundaries during propagation. It is well established that larger grains promote crack deflection, forcing cracks to follow more tortuous paths and dissipate greater fracture energy, thereby contributing to improved fracture toughness [18].
- In contrast, in the F100 composition, the increased fraction of fine WC grains reduced the extent of crack deflection, resulting in a relatively more linear crack propagation behavior. Nevertheless, frequent crack bridging was observed, including within the Mo₂C-based core-rim structures. Such core-rim structures introduce interfaces with distinct chemical compositions and mechanical properties, which can constrain relative displacement along fracture surfaces and promote crack bridging during crack propagation. Moreover, an increased number of grain boundaries is generally known to activate energy-dissipating mechanisms such as crack deflection and crack bridging, thereby enhancing fracture toughness [18]. In the present study, the addition of fine WC promoted the formation of Mo₂C-based core-rim structures, leading to an increased grain boundary density within the microstructure. These microstructural features render the crack propagation path more complex and increase resistance to crack advancement. As a result, despite the addition of fine WC, the fracture toughness was not degraded and remained at a comparable level across compositions.
3. Results and Discussion
- In this study, the microstructural evolution and mechanical property variations of WC–27 wt.% Mo₂C–10 wt.% Co cemented carbides were systematically investigated by applying a bimodal WC particle size design. The sintered compacts were fabricated by adding 300 nm fine WC powder in various proportions to the 1.8 µm WC powder used in a previous study. As a result, the addition of fine WC was found to induce the formation of Mo₂C-based core–rim structures. During sintering, Mo₂C preferentially dissolved into the Co binder, while the fine WC particles dissolved more readily into the Co–Mo–C liquid phase than the coarse WC particles due to their higher surface energy. Upon cooling, the dissolved W, Mo, and C were incorporated into the residual Mo₂C phase and reprecipitated in the form of (Mo, W)₂C, leading to the development of a core–rim structure. The resulting core–rim structure effectively retarded crack propagation through mechanisms such as crack deflection and crack bridging. Consequently, despite the refinement of the average WC grain size, no degradation in fracture toughness was observed. Moreover, the addition of fine WC significantly enhanced the hardness, thereby alleviating the conventional trade-off between hardness and fracture toughness in the present system. Therefore, the introduction of fine WC, together with the formation of a composite carbide-based core–rim structure, is demonstrated to be an effective microstructural design strategy for improving the mechanical performance of WC–Mo₂C–Co cemented carbides. The findings of this study provide valuable guidelines for the development of high-performance cutting tool materials for machining high-hardness steels and heat-resistant alloys.
4. Conclusion
-
Funding
This work was supported by the Technology Innovation Program (RS-2024-00431715, Development of 30-38 µm spherical powder manufacturing technology for additive manufacturing of ultra-precision pattern molds) funded by the Ministry of Trade Industry & Energy (MOTIE, Korea).
-
Conflict of Interest
The authors have no conflicts of interest to declare.
-
Data Availability Statement
Data will be made available on request.
-
Author Information and Contribution
Jinwoo Seok: Ph.D. candidate; Analyzed the data and wrote the original draft of the manuscript.
Jong Tae Kim: Ph.D. candidate; Assisted with the experiments.
Juree Jung: Ph.D. candidate; Assisted with the experiments.
Bin Lee: Associate professor; Review & editing.
Junhee Han: Principal researcher; Project supervision and funding acquisition, Overall study conceptualization, Review & editing.
Leeseung Kang: Principal researcher; Critical review and editing of the manuscript; Correspondence with the journal.
Article information
| No. | Chemical Composition (wt.%) | WC powder ratio (%) | |||
|---|---|---|---|---|---|
| Co | Mo2C | WC | Fine WC (300 nm) | Coarse WC (1.8 µm) | |
| F0 | 10 | 27 | 63 | 0 | 100 |
| F25 | 10 | 27 | 63 | 25 | 75 |
| F50 | 10 | 27 | 63 | 50 | 50 |
| F75 | 10 | 27 | 63 | 75 | 25 |
| F100 | 10 | 27 | 63 | 100 | 0 |
- 1. J. García, V.C. Ciprés, A. Blomqvist and B. Kaplan: Int. J. Refract. Hard Met., 80 (2019) 40.Article
- 2. V. Kazymyrovych and V. Kryzhanivskyy: Int. J. Refract. Hard Met., 111 (2023) 106097.Article
- 3. Y. Wu, Z. Lu, Y. Qin, Z. Bao and L. Luo: J. Mater. Res. Technol., 27 (2023) 5822.Article
- 4. Y. Peng, H. Wang, C. Zhao, H. Hu, X. Liu and X. Song: Compos. B. Eng., 197 (2020) 108161.Article
- 5. R.-J. Cao, C.-G. Lin, X.-C. Xie and Z.-K. Lin: Rare Metals, 42 (2023) 2809.ArticlePDF
- 6. R. He., Q. Yang, B. Li, J. Lou, H. Yang and J. Ruan: Mater. Sci. Eng. A, 805 (2021) 140586.Article
- 7. J. Seok., J.T. Kim, J. Jung, S. Kim, B. Lee, J. Han and L. Kang: J. Powder Mater., 32 (2025) 428.ArticlePDF
- 8. S.-P. Yeap: Powder Technol., 323 (2018) 51.Article
- 9. J.-H. Lee, H.-K. Park and S.-K. Hong: Korean J. Mater. Res., 32 (2022) 44.Article
- 10. M. Hellsing, A. Henjered, H. Nordén and H.-O. Andrén, Atom-Probe Microanalysis of WC-Co Based Cemented CarbidesIn : R. K. Viswanadham, D. J. Rowcliffe, J. Gurland, editors. Science of Hard Materials, Springer, Boston, MA (1983) 931.Article
- 11. T. Johansson and B. Uhrenius: Met. Sci., 12 (1978) 83.Article
- 12. K. Frisk and B. Sundman: J. Phase Equilib. Diffus., 26 (2005) 152.
- 13. D. Bolton and R.-J. Keely: Int. J. Refract. Hard Met., 1 (1982) 103.
- 14. M. Vreeswijk, A. Kot, F. Giuliani and S. Humphry-Baker: Int. J. Refract. Hard Met., 99 (2021) 105589.Article
- 15. K. Mannesson, J. Jeppsson, A. Borgenstam and J. Ågren: Acta Mater., 59 (2011) 1912.Article
- 16. C. Hou, X. Song, F. Tang, Y. Li, L. Cao, J. Wang and Z. Nie: NPG Asia Mater., 11 (2019) 74.Article
- 17. Z. Lu, J. Du, Y. Sun, G. Su, C. Zhang and X. Kong: Int. J. Refract. Hard Met., 97 (2021) 105516.Article
- 18. B. Zhao, D. Wang, Z. Ding and Z. Wei: J. Am. Ceram. Soc., 109 (2025) e70320.Article
References
Figure & Data
References
Citations
 ePub Link
ePub Link-
 Cite this Article
Cite this Article
- Cite this Article
-
- Close
- Download Citation
- Close
- Figure
-
- Related articles
-
- Optimization of Mechanical Properties in WC–Mo₂C–Co Cemented Carbides via Dual Hard-Phase Based Heterogeneous Microstructure Design
- The Effect of Aluminum Powder Size on the Structure and Mechanical Properties of Foam
- Microstructures and Mechanical Properties of Al-B4C Composites Fabricated by DED Process
- Effect of WC Particle Size on the Microstructure, Mechanical and Electrical Properties of Ag/WC Sintered Electrical Contact Material
- Effect of Polymeric Binders on Green body Properties of WC-Co Cemented Carbides
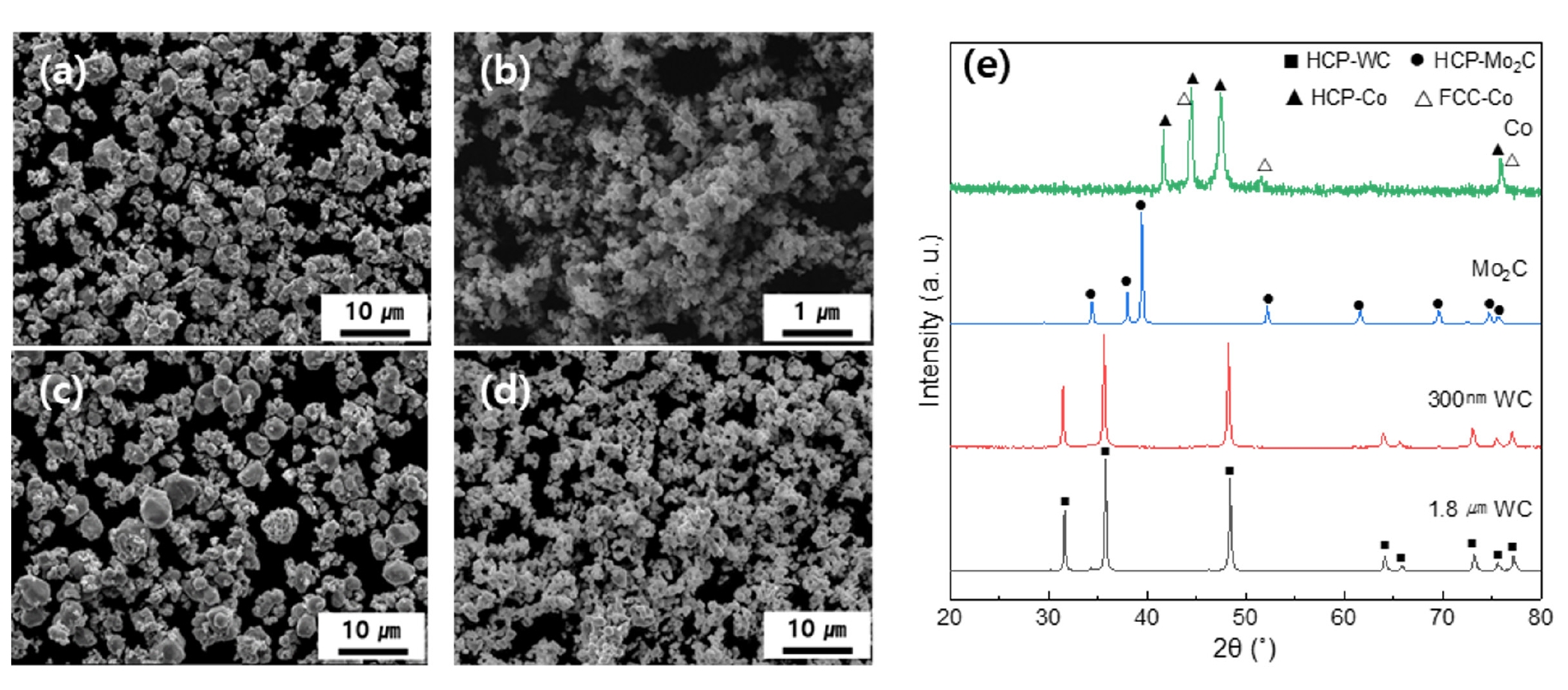
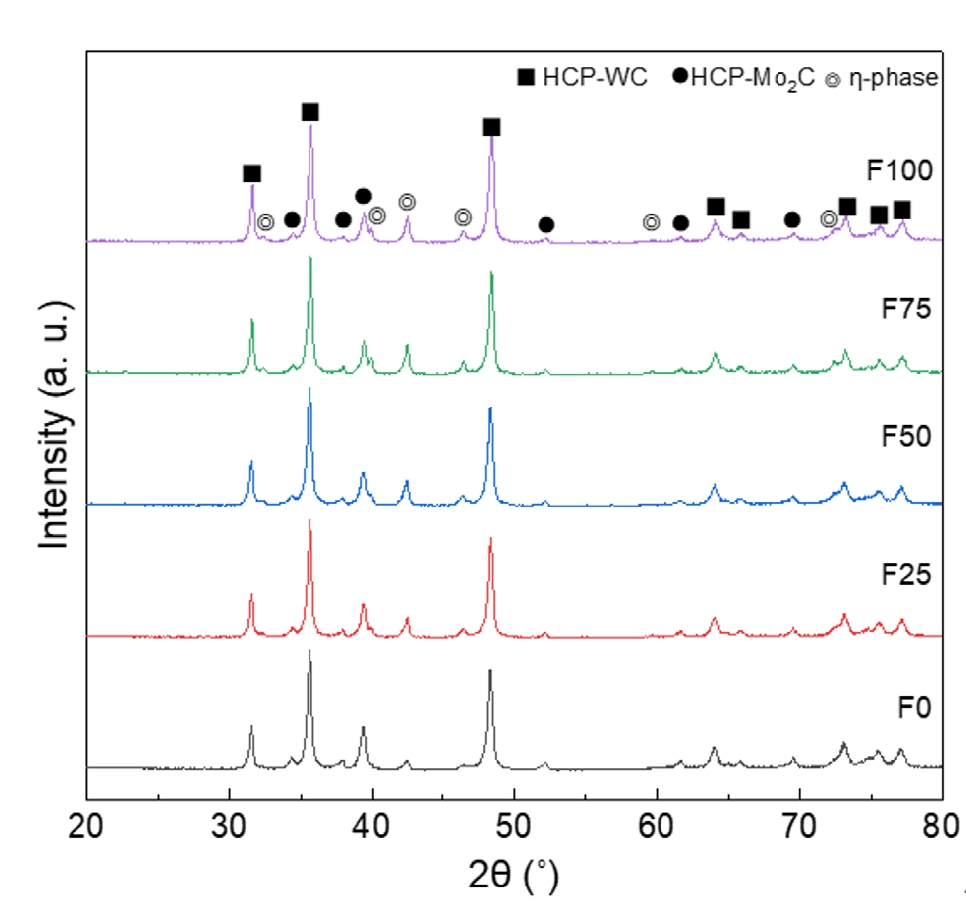
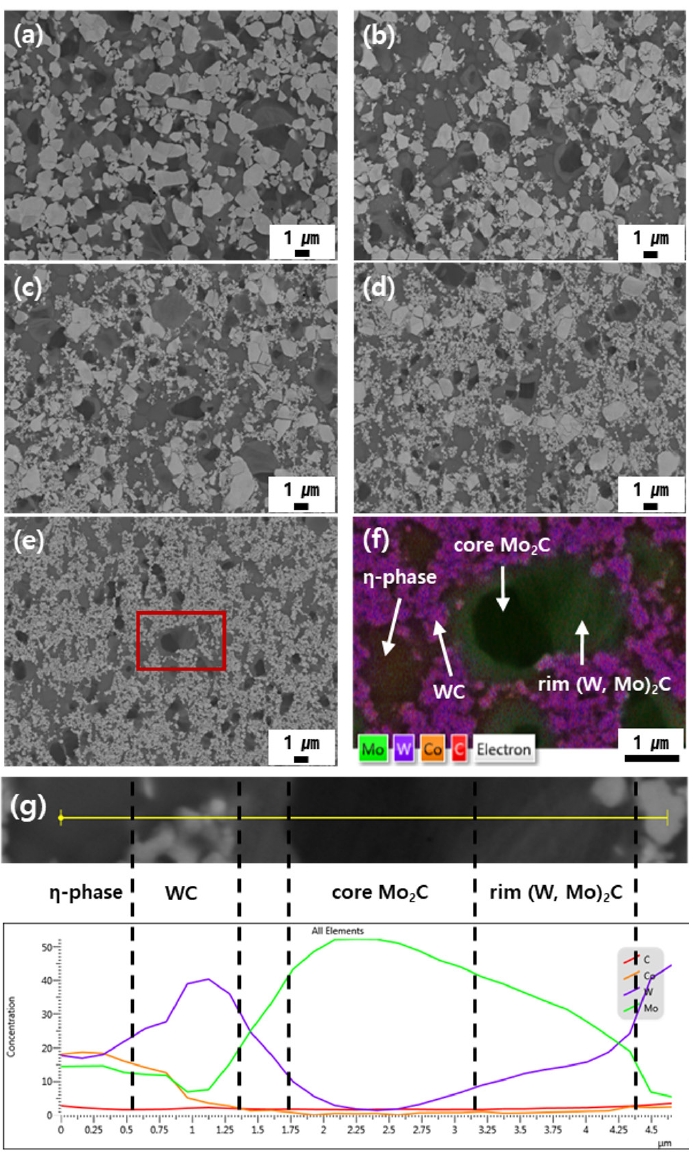
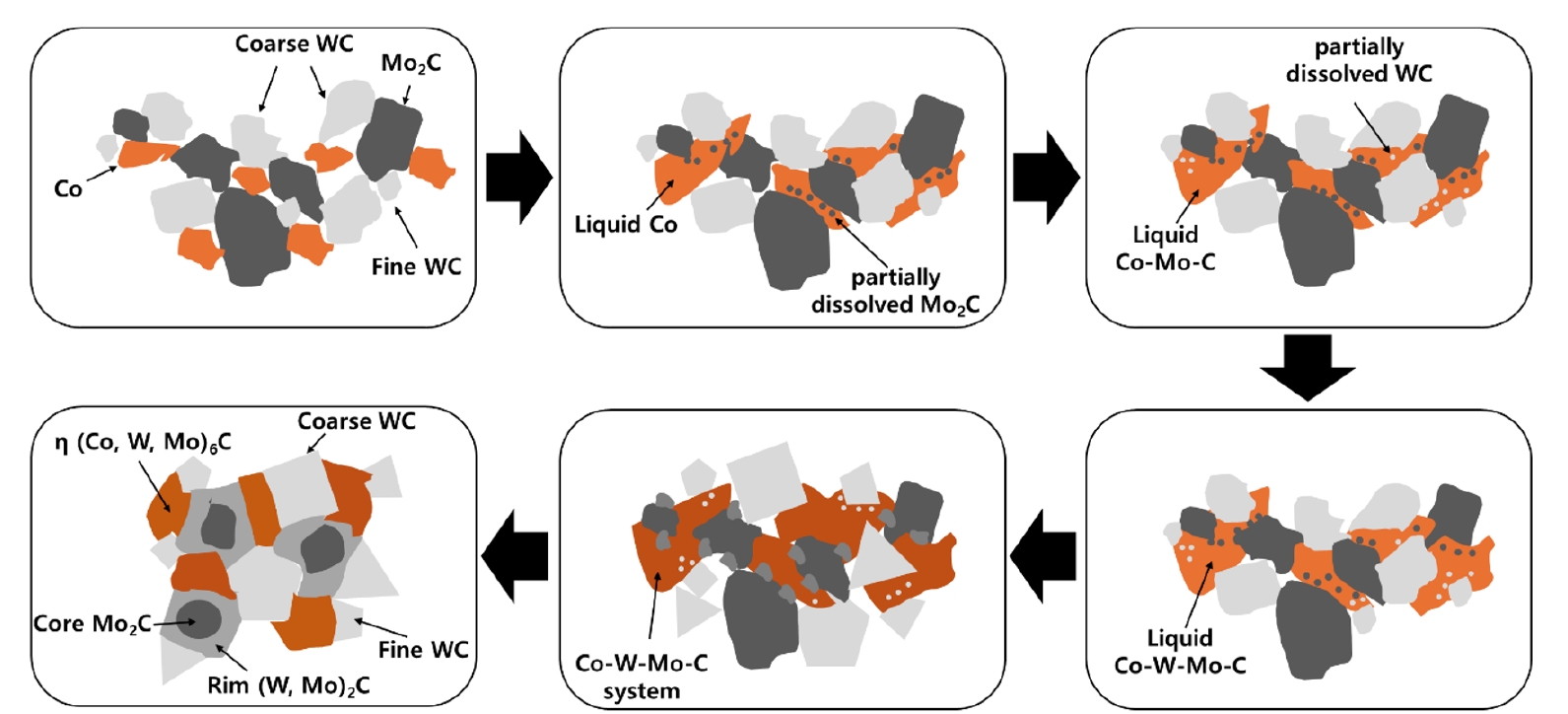
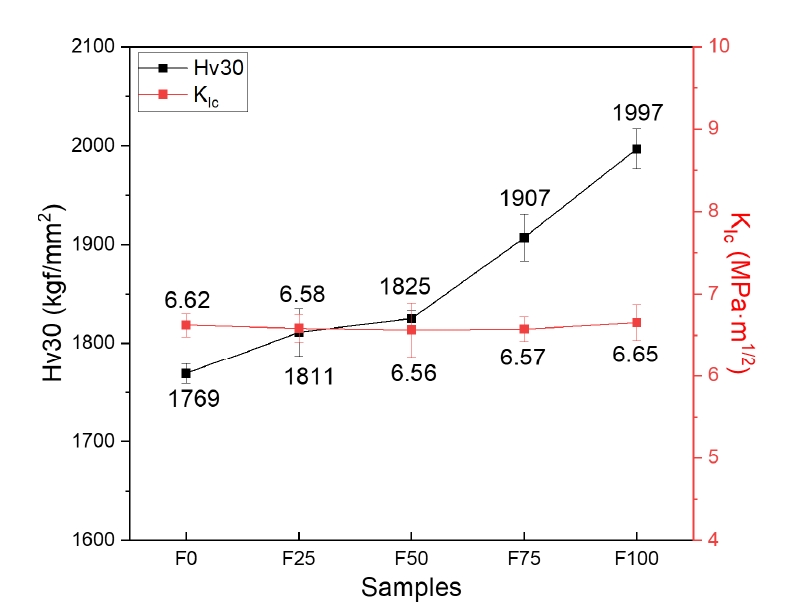
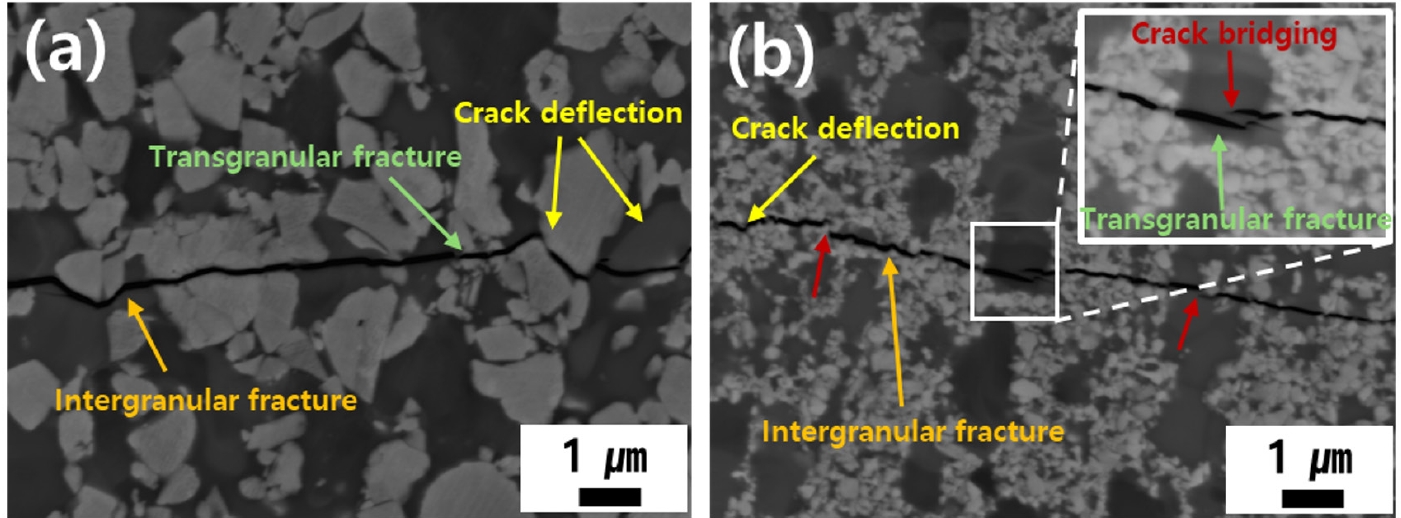
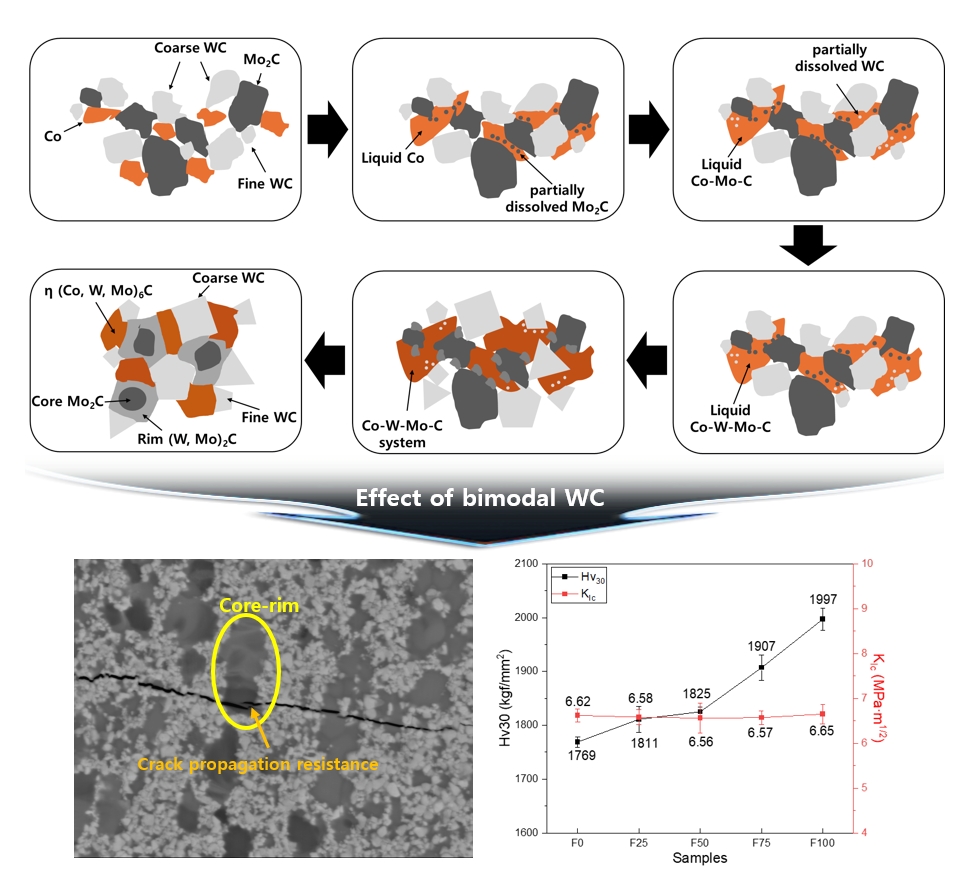
Fig. 1.
Fig. 2.
Fig. 3.
Fig. 4.
Fig. 5.
Fig. 6.
Graphical abstract
| No. | Chemical Composition (wt.%) | WC powder ratio (%) | |||
|---|---|---|---|---|---|
| Co | Mo2C | WC | Fine WC (300 nm) | Coarse WC (1.8 µm) | |
| F0 | 10 | 27 | 63 | 0 | 100 |
| F25 | 10 | 27 | 63 | 25 | 75 |
| F50 | 10 | 27 | 63 | 50 | 50 |
| F75 | 10 | 27 | 63 | 75 | 25 |
| F100 | 10 | 27 | 63 | 100 | 0 |
Table 1.
TOP
