
Previous issues
- Page Path
- HOME > Browse Articles > Previous issues
- Volume 33(1); February 2026
-


 PDF
PDFResearch Articles
- [English]
- Microstruture and Mechanical Properties of Ti.Grade12-Ti/TiN/WC Composite Produced by Spark Plasma Sintering Process
- Hyun-Su Kim, Su-Gwan Lee, Dinh Van Cong, Jun-Seo Park, Ha-Seung Ryu, Jin-Chun Kim, Seung-Ick Lee
- J Powder Mater. 2026;33(1):1-12. Published online February 28, 2026
- DOI: https://doi.org/10.4150/jpm.2025.00486
- 1,397 View
- 29 Download
-
 Abstract
Abstract
 PDF
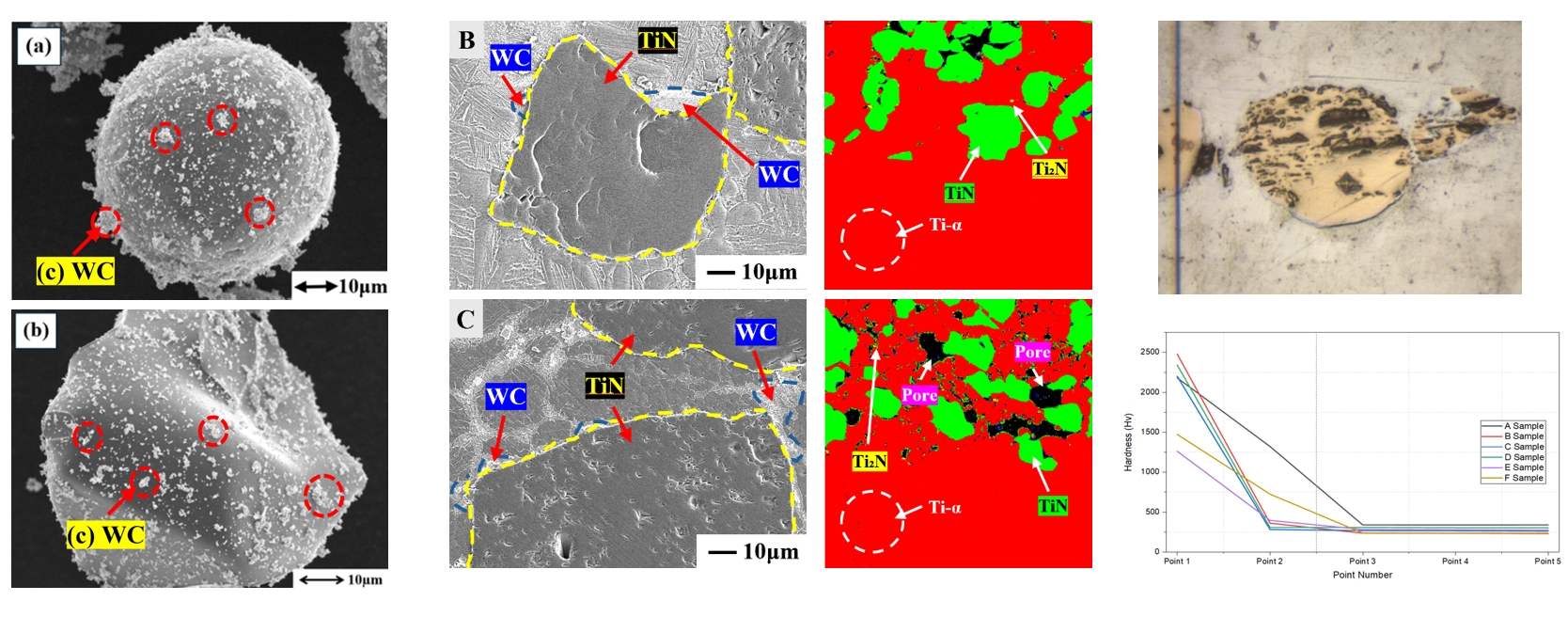
PDF - Ti.Grade12 is widely used in chemical processing, power generation, and nuclear industries because of its excellent corrosion resistance and mechanical strength, enhanced by alloying elements such as Ni and Mo. Ceramic reinforcements such as TiN have been reported to significantly improve the surface hardness and wear resistance of titanium-based materials. Furthermore, nano-sized WC particles can suppress excessive intermetallic compound formation and stabilize the Ti matrix through grain boundary pinning and microstructural control mechanisms. However, strong interfacial bonding between Ti and ceramic reinforcements generally requires high temperatures and prolonged sintering times, which may induce undesirable secondary phase formation. Therefore, optimizing the mixing ratio of Ti, TiN, and WC is essential to achieve a homogeneous interface and a stable composite structure. In this study, a composite layered structure was fabricated on a Ti.Grade12 substrate using mixed Ti, TiN, and nano-sized WC powders via Spark Plasma Sintering. A composition of 60 wt% Ti, 35 wt% TiN, and 5 wt% WC formed a stable coating layer without secondary phases and achieved a micro vickers hardness of approximately 2400 Hv.
- [English]
- Effect of Bimodal WC Particle Size Distribution on the Mechanical Properties of WC–Mo2C–Co Cemented Carbides
- Jinwoo Seok, Jong Tae Kim, Juree Jung, Bin Lee, Junhee Han, Leeseung Kang
- J Powder Mater. 2026;33(1):13-21. Published online February 28, 2026
- DOI: https://doi.org/10.4150/jpm.2025.00500
- 1,323 View
- 19 Download
-
Abstract
PDF
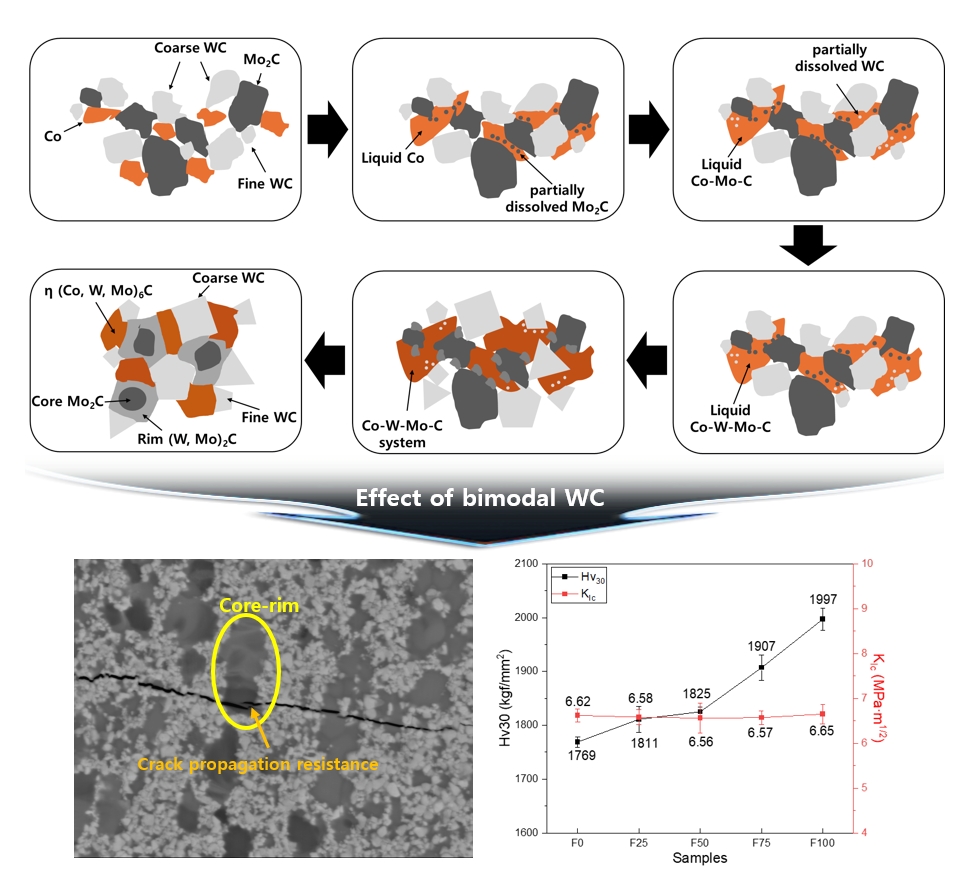
- In this study, the influence of bimodal WC particle size design on the microstructure and mechanical properties of WC–27 wt.% Mo₂C–10 wt.% Co cemented carbides was systematically investigated. Bimodal hard-phase designs were realized by combining ultrafine WC (300 nm) and coarse WC (1.8 μm) at various ratios, followed by consolidation via spark plasma sintering (SPS). During sintering, Mo₂C preferentially dissolved into the Co-rich liquid phase due to its higher solubility than WC, forming a Co–Mo–C liquid. During sintering progresses, ultrafine WC selectively dissolved owing to its high interfacial energy, gradually transforming the liquid composition into a Co–Mo–W–C system. Owing to the short holding time and rapid cooling rate of SPS, the η-phase (M₆C) formed during sintering remained metastable. Meanwhile, selective dissolution–reprecipitation resulted in the formation of Mo₂C-based core–rim structures with W enrichment in the rim region as (Mo, W)₂C. As the fraction of ultrafine WC increased, the hardness increased from 1769 to 1997 kgf/mm2, whereas the fracture toughness exhibited an insignificant difference from 6.56 to 6.65 MPa•m¹ᐟ². Fracture behavior analysis revealed that crack deflection and crack bridging occurred at the Mo₂C core–rim interfaces, effectively suppressing straight crack propagation. These results demonstrate that the introduction of ultrafine WC plays a dominant role in enhancing mechanical performance, and that bimodal WC design combined with Mo₂C addition is a highly effective strategy for developing high-performance cemented carbides for machining
- [English]
- The Optimization of L-PBF Process for Economical & High Performance Using SiO2 Nanoparticle-Coated Non-Spherical Ti Powder
- Taehu Kang, Ukju Gim, Sehun Kim, Jongik Lee, Sanghee Jeong, Jimin Han, Bin Lee
- J Powder Mater. 2026;33(1):22-36. Published online February 28, 2026
- DOI: https://doi.org/10.4150/jpm.2026.00024
- 1,855 View
- 27 Download
-
Abstract
PDF
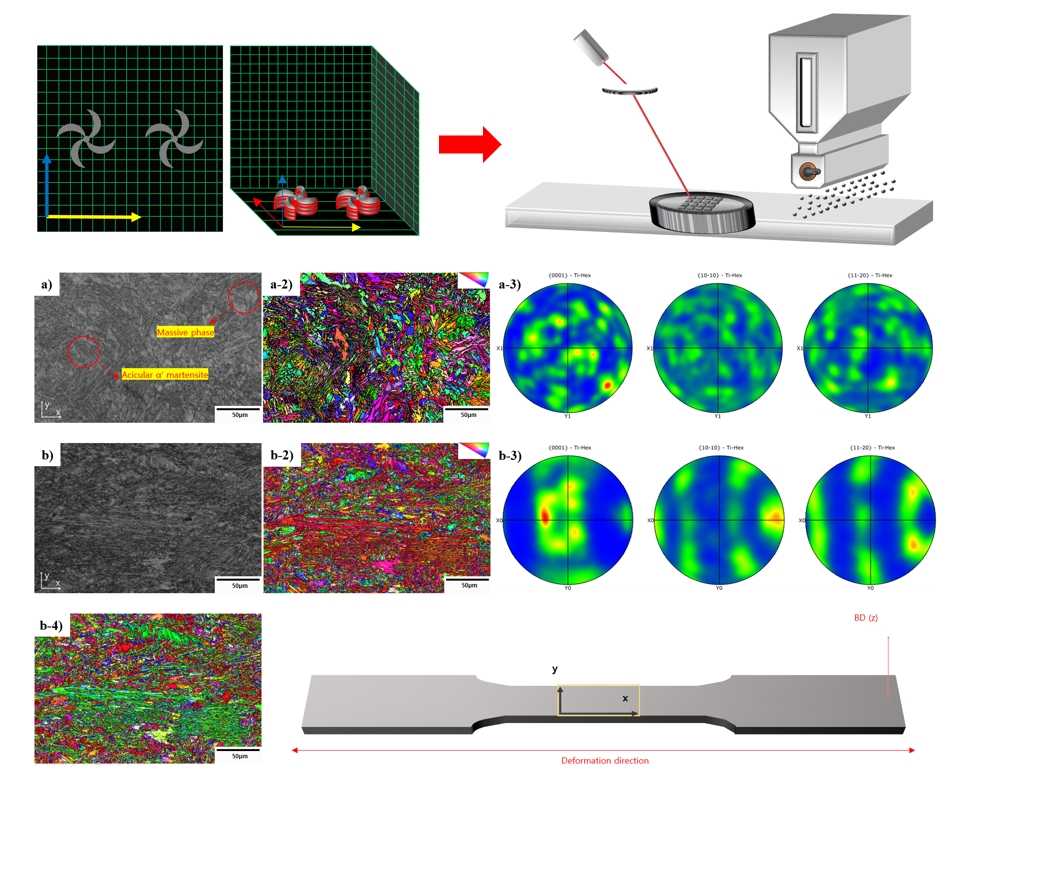
- In laser powder bed fusion (L-PBF), a metal powder–based additive manufacturing process, pure titanium powders rely on expensive gas-atomized spherical powders, which poses a significant limitation of material cost. In contrast, non-spherical titanium powders are more cost-effective but their application in L-PBF is restricted their use due to poor flow property and high oxygen content. In this study, a powder mixing strategy with spherical titanium and hydrophobic SiO2 nanoparticle is proposed to improve the flowability and process stability of non-spherical Ti powders. After evaluating flow properties at various mixing ratios, a spherical-to-non-spherical Ti ratio of 4:6 was selected, with SiO2 nanoparticles added during mixing. The uniform distribution of oxide nanoparticles on the powder surfaces was confirmed by SEM and EDS. A maximum relative density of 99.7% was shown by specimens made with L-PBF under various processing parameters. The specimens obtained a tensile strength of 762.6 ± 3.8 MPa and an elongation of 22.1 ± 0.7% at a volumetric energy density of 71.4 J/mm³. This study demonstrates the application of low-cost non-spherical Ti powders in L-PBF is feasible and presents an effective way to simultaneously increase process stability and economic efficiency in titanium additive manufacturing.
- [Korean]
- Study on Particle Shape Control and Characterization of SUS316L Flake Powder Fabricated by Wet Milling Process
- Jae Hyeok Wi, Si Hong Ryu, Seong Eui Lee
- J Powder Mater. 2026;33(1):37-43. Published online February 28, 2026
- DOI: https://doi.org/10.4150/jpm.2026.00017
- 1,343 View
- 20 Download
-
Abstract
PDF
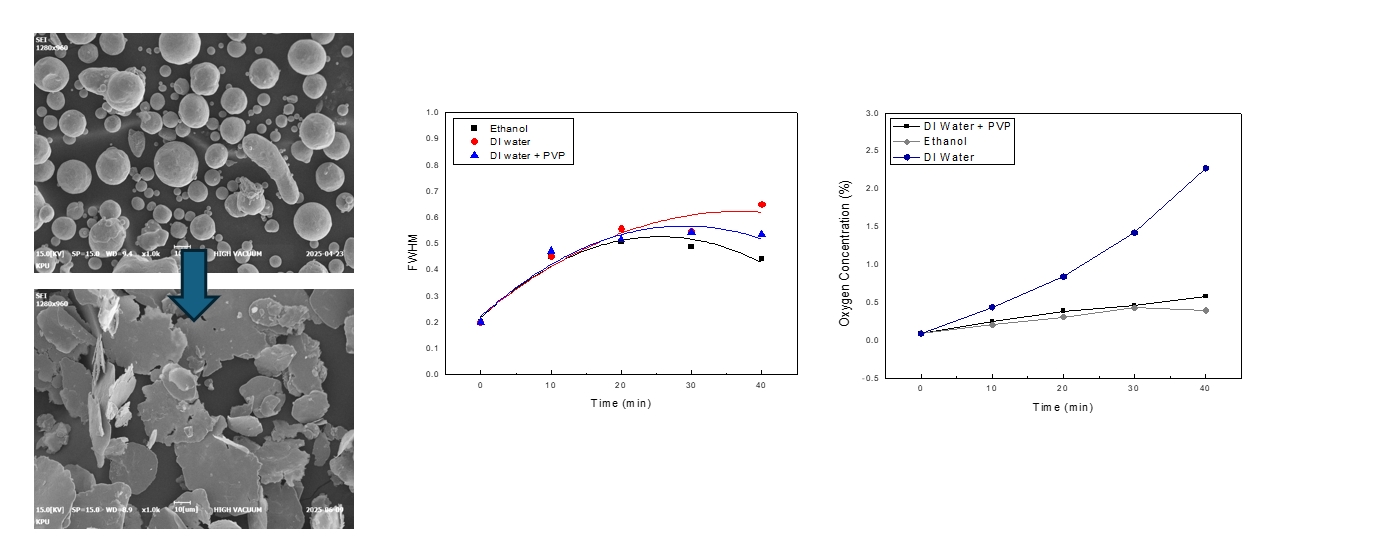
- In this study, a particle shape control process was developed to fabricate flake-like SUS316L powders about 20 µm for application in semiconductor gas filters. The Flake powder was produced through a wet milling process using a Planetary Mill by varying the rotation speed, milling time, solvent, and polyvinylpyrrolidone (PVP) dispersant conditions. The fabricated powders were then characterized to evaluate their morphological and phase transformation behaviors. In the ethanol-based Planetary Milling process, as the rotation speed increased from 300, 400, 500 rpm, the powder morphology was observed to gradually change from spherical to flake-like due to the increase in milling energy. According to the XRD, as the rotation speed increased, a phase transformation from austenite to martensite occurred due to the increase in heat generation and collisions between the powder and balls. In addition, an increase in Full Width at Half Maximum (FWHM) was observed, indicating a decrease in crystallinity. Under different solvent and dispersant conditions, the addition of 5 wt% PVP to the deionized water (DI Water) solvent suppressed particle fracture and produced more uniform flake-like particles compared with the DI Water process without PVP. In addition, a smaller FWHM and reduced oxygen content were observed.
- [English]
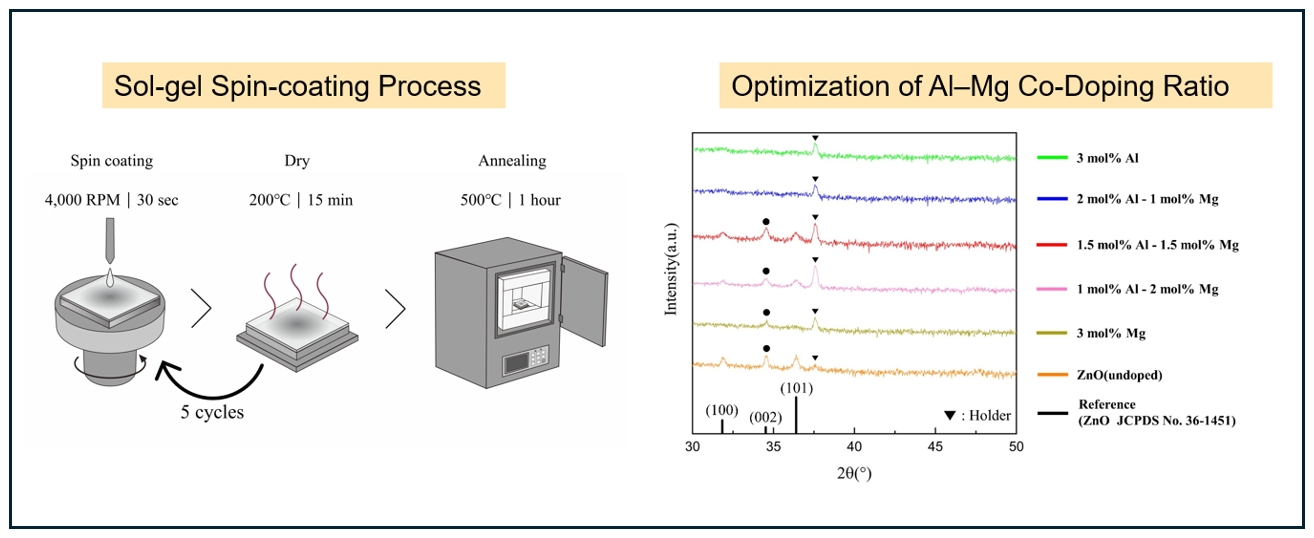
- Structural, Electrical, and Optical Properties of Al–Mg Co-Doped ZnO Thin Films
- Jong-Mu Kim, Jun-Seo Park, Jun-Ha Lee, Min-Woo Kim, Jung-Woo Lee
- J Powder Mater. 2026;33(1):44-50. Published online February 28, 2026
- DOI: https://doi.org/10.4150/jpm.2026.00031
- 1,285 View
- 23 Download
-
Abstract
PDF
- Al–Mg co-doped ZnO thin films were fabricated by a sol–gel spin-coating process to investigate the effect of dopant ratio on their structural, electrical, and optical properties. The total dopant concentration was fixed at 3 mol%, while the Al-to-Mg ratio was systematically varied in AlₓMg₀.₀₃₋ₓZn₀.₉₇O (0 ≤ x ≤ 0.03). X-ray diffraction analysis showed that the films maintained a hexagonal wurtzite structure with a preferred (002) orientation up to an Al concentration of 1.5 mol%, whereas higher Al contents resulted in a degradation of crystallinity due to exceeding the solid solubility limit of Al in the ZnO lattice. Hall effect measurements revealed a decrease in carrier mobility with increasing Al content, attributed to enhanced ionized impurity scattering, while the carrier concentration and electrical conductivity reached optimal values at an Al–Mg co-doping ratio of 1.5 mol%–1.5 mol%. All films exhibited high optical transmittance in the visible region, with the highest average transmittance of approximately 83% observed at the same composition. These results demonstrate that controlling the Al/Mg dopant ratio is crucial for optimizing the performance of ZnO-based transparent conducting oxide thin films.
- [English]
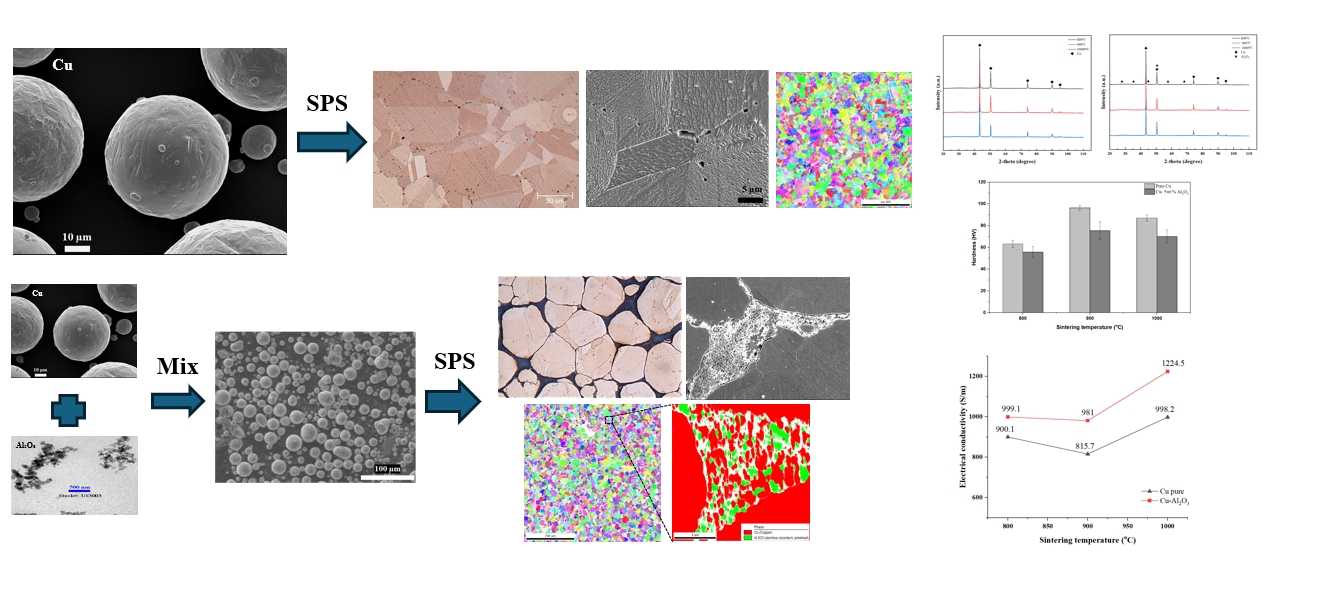
- Microstructure and Properties Comparison of Pure Cu and Cu-5 wt.% Al2O3 Composite Processed by Spark Plasma Sintering
- Dinh Van Cong, Dong-Wan Lee, Su-Wan Lee, Nguyen Minh Thuyet, Nguyen Viet Hoang, Jin-Chun Kim
- J Powder Mater. 2026;33(1):51-60. Published online February 28, 2026
- DOI: https://doi.org/10.4150/jpm.2025.00472
- 1,245 View
- 16 Download
-
Abstract
PDF
- This study compares the microstructure and properties of pure Cu and Cu-5 wt.% Al2O3 composites fabricated by spark plasma sintering under strictly identical processing conditions at 800-1000 °C. Pure Cu samples achieved near-full densification and exhibited a bimodal grain structure dominated by coarse grains with increasing sintering temperature. In contrast, the composite samples showed lower density and non-monotonic densification behavior, with a minimum relative density at 900 oC and significantly refined equiaxed grains due to strong grain-boundary pinning by nano Al2O3 particles. The higher fractions of high-angle boundaries and pronounced orientation disruption were observed in the composite samples, while high-resolution analysis confirmed the presence of grain-boundary Al2O3-rich regions that restricted Cu grain coalescence and continuity of grain boundary migration. X-ray diffraction results confirmed the absence of reaction phases in both materials. Hardness peaked at 900 °C for both samples, and the composite samples showed consistently lower hardness due to retained porosity. The apparent electrical conductivity of the composite displays a non-linear temperature dependence, reflecting the competing influences of densification, microstructural recovery, and the insulating nature of Al2O3.
Critical Review
- [Korean]
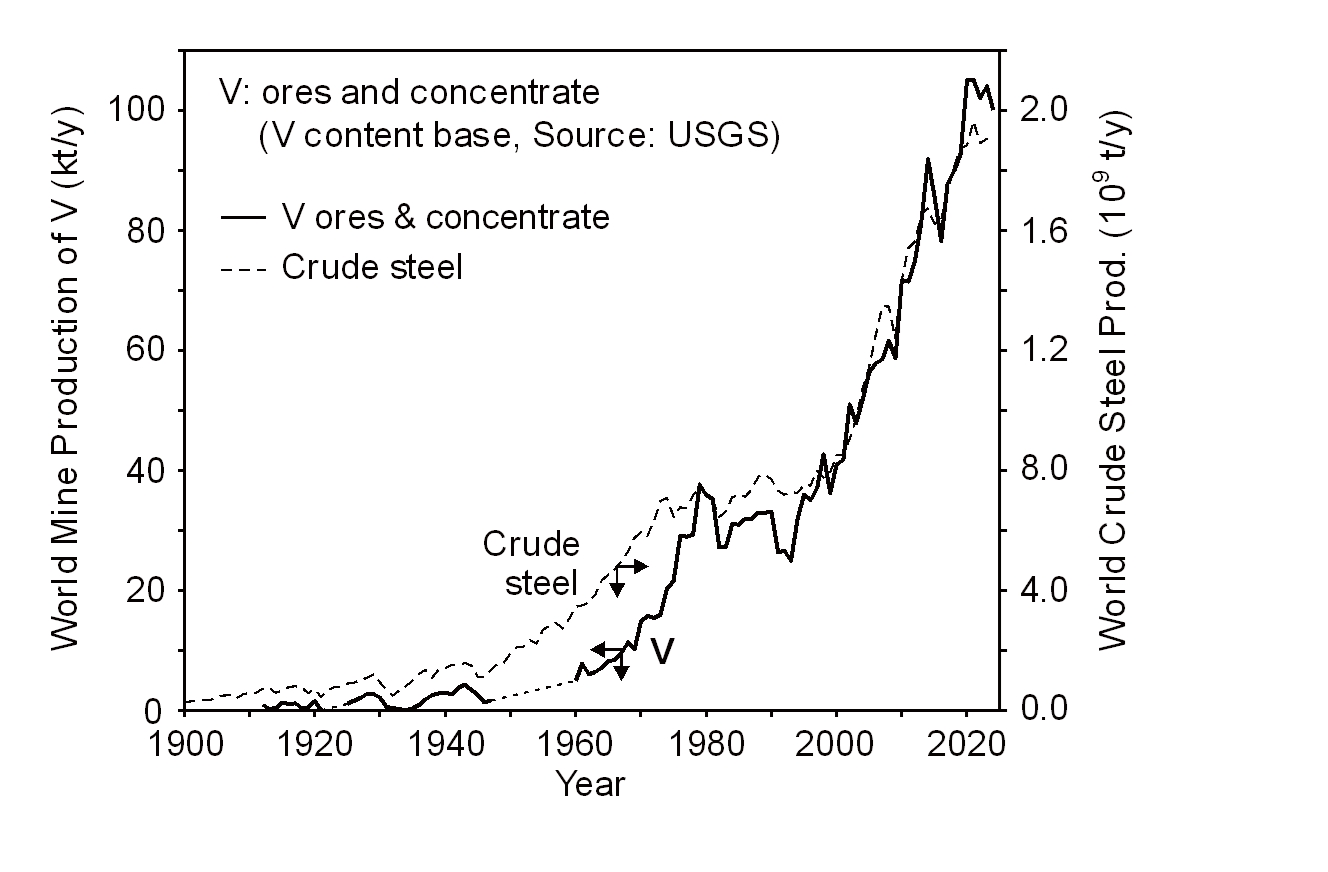
- Smelting and Recycling of Vanadium
- Ho-Sang Sohn
- J Powder Mater. 2026;33(1):61-73. Published online February 28, 2026
- DOI: https://doi.org/10.4150/jpm.2026.00010
- 1,574 View
- 27 Download
-
Abstract
PDF
- Global annual production of vanadium is approximately 100,000 tonnes; however, it remains a critical metal for steelmaking and modern industry. This study reviews the current status of vanadium smelting and recycling technologies. Approximately 90% of vanadium is produced as ferrovanadium (FeV) for use in steel alloys, although it is also utilized in titanium alloys, battery materials, and other applications. Both mineral ores and secondary waste resources serve as raw materials for vanadium production. These materials are typically subjected to roasting followed by acid or alkaline leaching to extract V₂O₅. Vanadium metal and FeV are produced from V₂O₅ primarily through aluminothermic reduction; alternatively, metallic vanadium can be manufactured via thermal reduction using Ca, Mg, or C, as well as by molten salt electrolysis. Crude vanadium is subsequently refined into high-purity metal through high-temperature vacuum treatment, electron beam melting, or molten salt electrolytic refining. Vanadium contained in steel scrap is recycled through re-melting in an electric arc furnace. Vanadium present in fly ash and spent catalysts is recovered using smelting processes similar to those applied to natural ores.
 First
First Prev
Prev

TOP
